《碰焊机焊接作业指导书》由会员分享,可在线阅读,更多相关《碰焊机焊接作业指导书(3页珍藏版)》请在装配图网上搜索。
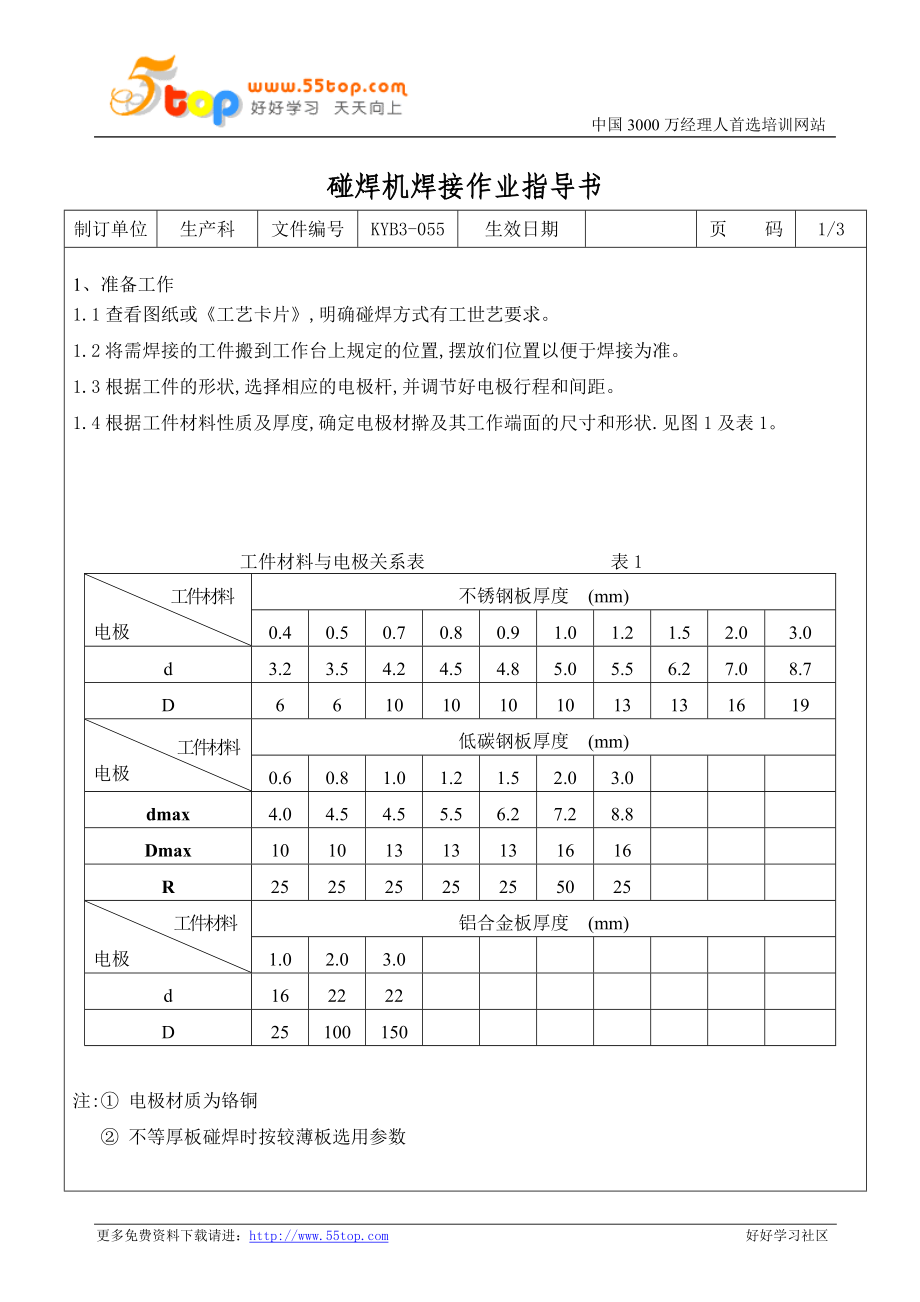
1、中国3000万经理人首选培训网站碰焊机焊接作业指导书制订单位生产科文件编号KYB3-055生效日期页 码1/31、准备工作1.1查看图纸或工艺卡片,明确碰焊方式有工世艺要求。1.2将需焊接的工件搬到工作台上规定的位置,摆放们位置以便于焊接为准。1.3根据工件的形状,选择相应的电极杆,并调节好电极行程和间距。1.4根据工件材料性质及厚度,确定电极材擀及其工作端面的尺寸和形状.见图1及表1。 工件材料与电极关系表 表1 工件材料电极不锈钢板厚度 (mm)0.40.50.70.80.91.01.21.52.03.0d3.23.54.24.54.85.05.56.27.08.7D66101010101
2、3131619 工件材料电极低碳钢板厚度 (mm)0.60.81.01.21.52.03.0dmax4.04.54.55.56.27.28.8Dmax10101313131616R25252525255025 工件材料电极铝合金板厚度 (mm)1.02.03.0d162222D25100150注: 电极材质为铬铜 不等厚板碰焊时按较薄板选用参数 标 题碰焊机焊接作业指导书版 本A修订状态0制订单位生产科文件编号KYB3-055生效日期页 码2/3 多层碰焊以四层为限,总厚度不超过外侧板的四倍。几种常用材料的焊接电流和通电时间 表2 工件材料项目不锈钢板厚(mm)0.40.50.70.80.91
3、.01.21.52.03.0通电时间(ms)50-7070-9080-10090-110100-120110-130130-150160-180220-260300-340焊接电流(KA)2.53.04.34.95.56.07.08.51114.7 工件材料项目低碳钢板厚(mm)0.60.81.01.21.52.03.0通电时间(ms)120-440140-500160-600200-600260-860340-1060540-1760焊接电流(KA)6.3-4.37.8-58.8-5.69.8-6.111.5-713.3-816.8-10 工件材料项目铝合金板厚(mm)1.02.03.0通电
4、时间(ms)160-600340-1060540-1760焊接电流(KA)30.741.8692、操作及注意事项2.1按碰焊机安全操作规程进行作业.2.2根据工件图纸规定的焊接搭边量组装待焊工件,用夹钳或定位块定好工件相互位置,置于工作台上.2.3将工件焊位置对正上下电极头,用脚踏对工件施加压力,同时通电进行焊接(焊接时注意工件标 题碰焊机焊接作业指导书版 本A修订状态0制订单位生产科文件编号KYB3-055生效日期页 码3/3 的其它部位不要与电极或焊机其它部位接触)。2.4按图纸要求焊接,平板碰焊一般采用双面单点的焊接方法,焊点距离一般为20-100mm。2.5对于表面质量要求较高的工件,焊接时应在工件表面加一垫片,以免工件表面出现凹痕影响成品的外观质量。2.6焊接完毕,填写好工序流程检验卡。3、工艺要求3.1焊件应焊接牢固,无假焊,过烧、裂纹等缺陷。3.2焊接位置及焊接搭边量符合图纸规定。4、检验要求4.1操作工应及时自检,调整好工艺参数,以保证焊接质量。4.2质检员按规定进行专检和巡检,并做好记录,以备追溯。制 订审 核批 准分 发 号更多免费资料下载请进:好好学习社区
 碰焊机焊接作业指导书
碰焊机焊接作业指导书