《薄板自动上料机设计》由会员分享,可在线阅读,更多相关《薄板自动上料机设计(2页珍藏版)》请在装配图网上搜索。
1、薄板自动上料机设计哈尔滨电机有限责任公司杨宏伟王雪芹佳木斯工学院袁凯峰如何从一叠堆放整齐的薄钢板料中取岀一片而 不带起第二片,这个问题不易解决。本文介绍的薄 板自动上料机能可靠地保证单片板料的抓取输送,可广泛地应用在电机冲片自动生产线及其它薄板料 输送自动线上。1上料方法及拉力大小确定薄板上料关键是保证单片料的抬起。我们采用 以下措施:用挡块隔住第二片,在第一片上加一定的 压力和水平拉力进行拉片,使第一片产生错位,然后 利用弹簧弹力抬起板料。步骤如图1所示。上表面的间距a=1.2D(D-板料厚度),此间距保证当压头2M1力军轉错片时第 二片被顶 块7挡住, 仅第一片 产生错位, 完成错片 后压
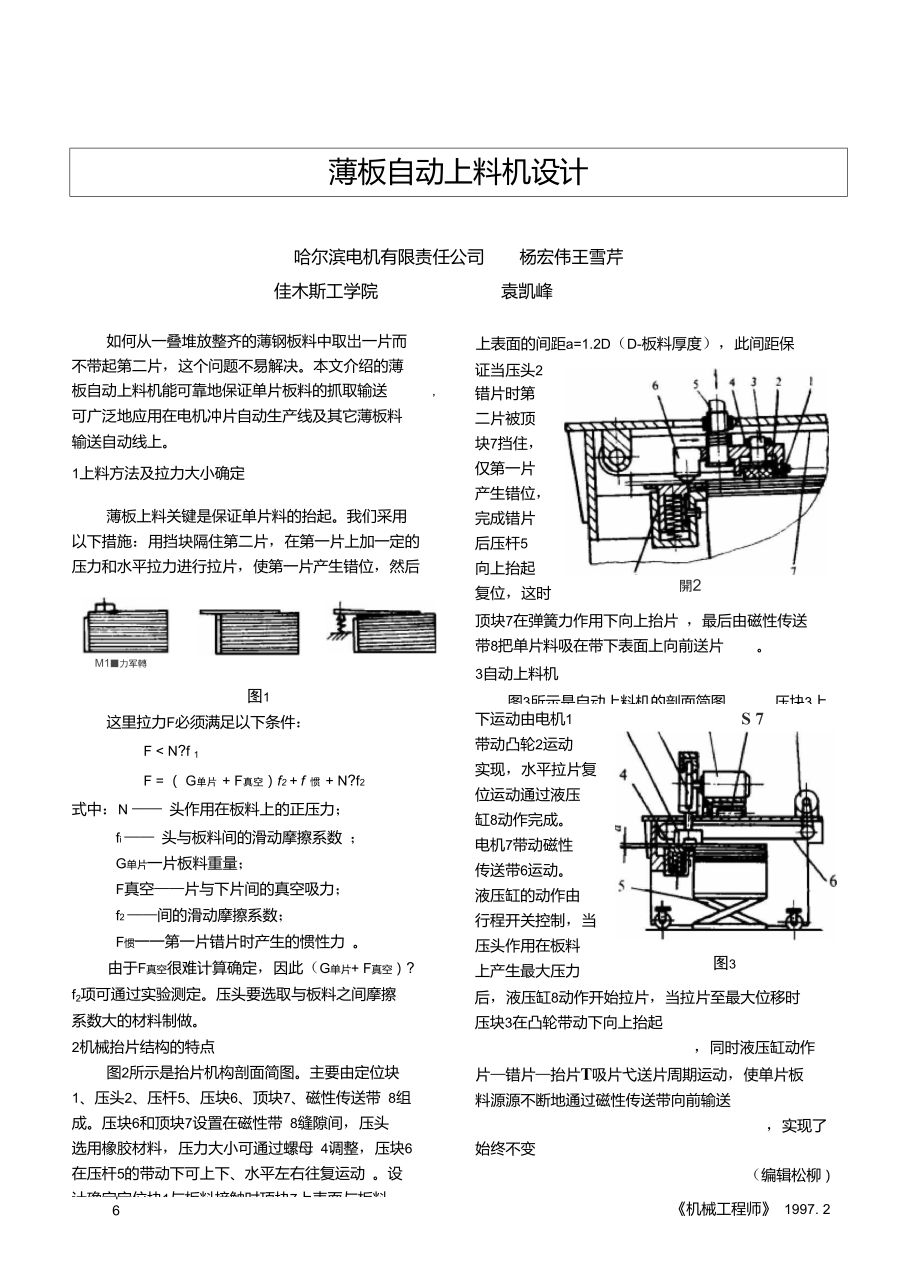
2、杆5 向上抬起 复位,这时開2顶块7在弹簧力作用下向上抬片 ,最后由磁性传送 带8把单片料吸在带下表面上向前送片。图1这里拉力F必须满足以下条件:F N?f 1F = ( G单片 + F真空)f2 + f 惯 + N?f2式中:N 头作用在板料上的正压力;fi 头与板料间的滑动摩擦系数 ;G单片一片板料重量;F真空片与下片间的真空吸力;f2 间的滑动摩擦系数;F惯一一第一片错片时产生的惯性力 。由于F真空很难计算确定,因此(G单片+ F真空)? f2项可通过实验测定。压头要选取与板料之间摩擦 系数大的材料制做。2机械抬片结构的特点图2所示是抬片机构剖面简图。主要由定位块1、压头2、压杆5、压块
3、6、顶块7、磁性传送带 8组 成。压块6和顶块7设置在磁性带 8缝隙间,压头 选用橡胶材料,压力大小可通过螺母 4调整,压块6 在压杆5的带动下可上下、水平左右往复运动 。设 计确定定位块1与板料接触时顶块7上表面与板料3自动上料机图3所示是自动上料机的剖面简图。压块3上下运动由电机1 带动凸轮2运动 实现,水平拉片复 位运动通过液压 缸8动作完成。 电机7带动磁性 传送带6运动。 液压缸的动作由 行程开关控制,当 压头作用在板料 上产生最大压力S 7图3后,液压缸8动作开始拉片,当拉片至最大位移时 压块3在凸轮带动下向上抬起,同时液压缸动作复位。自动上料机按着凸轮和液压缸运动规律完成压片错片抬片T吸片弋送片周期运动,使单片板 料源源不断地通过磁性传送带向前输送,实现了板料上料自动化。液压光电升降台5可保证料堆高度始终不变(编辑松柳)1616机械工程师1997. 21994-2010 China Academic Journal Electronic Publishing House. All rights reserved. 16
 薄板自动上料机设计
薄板自动上料机设计