 焊接工艺评定书
焊接工艺评定书

《焊接工艺评定书》由会员分享,可在线阅读,更多相关《焊接工艺评定书(8页珍藏版)》请在装配图网上搜索。
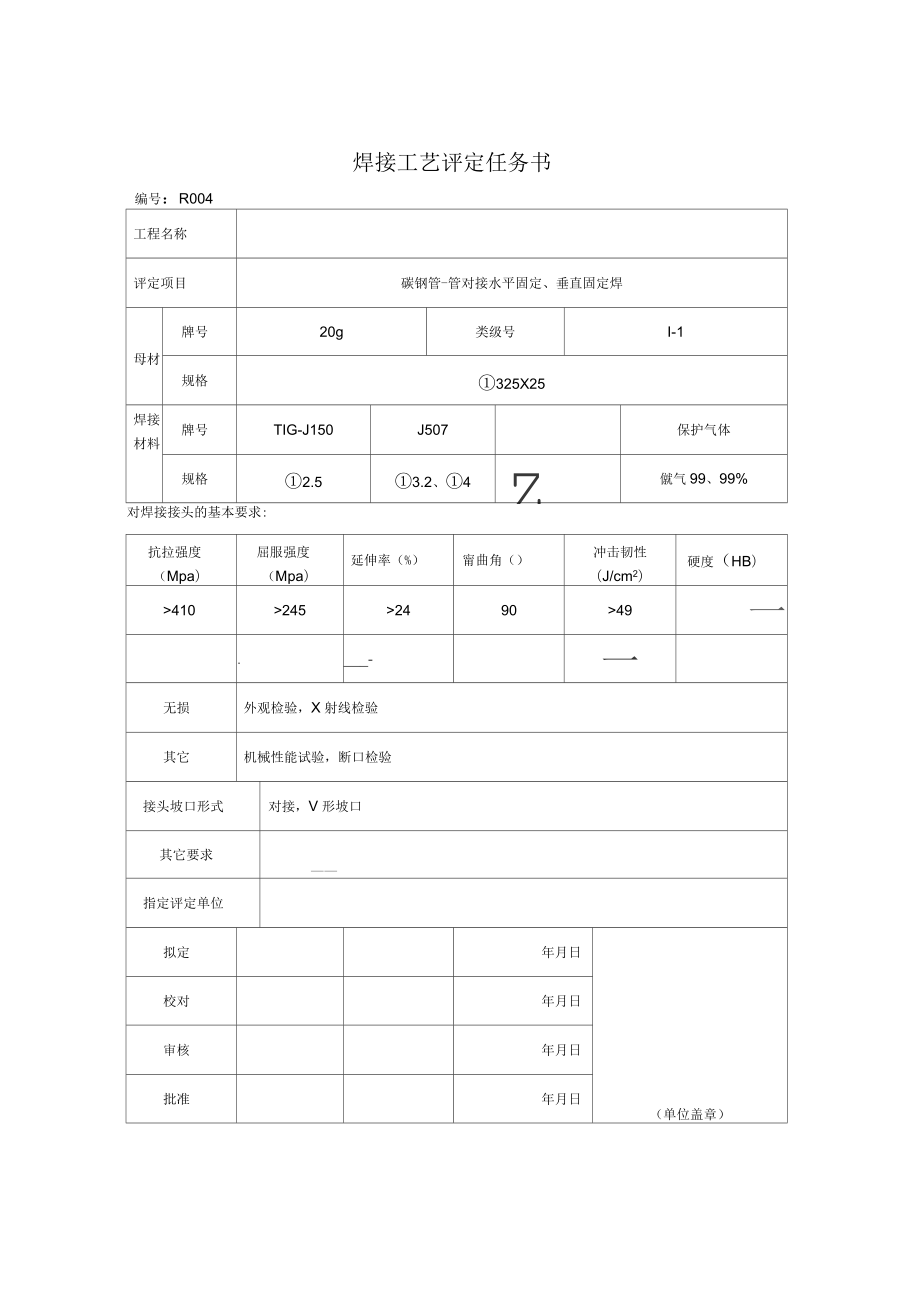
1、焊接工艺评定方案编号:F007共2页 第1页工程名称评定项目碳钢管-管对接水平固定、垂直固定焊母材牌号20g类级号I-1规格325X25焊接材料牌号TIG-J150J507保护气体规格2.53.2、4Z僦气99、99%对焊接接头的基本要求:抗拉强度(Mpa)屈服强度(Mpa)延伸率(%)甯曲角()冲击韧性(J/cm2)硬度(HB)410245249049一._-一无损外观检验,X射线检验其它机械性能试验,断口检验接头坡口形式对接,V形坡口其它要求指定评定单位拟定年月日(单位盖章)校对年月日审核年月日批准年月日任务书编号R004评定单位评定项目碳钢管-管对接水平固定焊工程名称焊接方法手工鸨极僦弧
2、焊打底电焊盖面焊(Ws/Ds)接头形式母材厚度25mm焊缝金属厚度25-28mm管子直径325其它母材类号I级号1与类号I级号1钢号20g与钢号20g相焊接电特性焊层道号焊接方法焊接材料电流范围(A)电压范围(V)焊接速度(mm/min)其它牌号直径1-1WsTIG-J502.5直接正接110-12010-1660-70_n2-1DsJ5073.2直流反接90-11020-3040-70h3-1DsJ5074直接反接120-14020-3030-504-1DsJ5074直流反接130-17020-3020-505-1DsJ5074直流反接130-15020-3050-805-2DsJ5074直
3、流反接130-15020-3050-80J6-1DsJ5074直流反接130-15020-3050-906-2DsJ5074直流反接130-15020-3050-90/J,-L共2页第2页焊接工艺评定方案编号:F008母材厚度25mm焊缝金属厚度25-28mm管子直径325其它_,一1I1任务书编号R004评定单位评定项目碳钢管-管对接垂直固定焊工程名称焊接方法手工鸨极僦弧焊打底电焊盖面焊(Ws/Ds)类号钢号20g与钢号20g相焊接电特性焊层道号焊接方法焊接材料电流范围(A)电压范围(V)焊接速度(mm/min)其它牌号直径1-1WsTIG-J502.5直流正极120-13010-1650-
4、702-1,2DsJ5073.2直流反极110-12020-3080-1303-1DsJ5074直流反极140-15020-3080-1003-2,3DsJ5074直流反极140-15020-30140-1804-1,2,3,4,5DsJ5074直流反极140-16020-30140-1705-1,2,3,4,DsJ5074直流反极140-16020-3080-1805-1,2,3,4,5DsJ5074直流反极140-16020-30130-1706-6DsJ5074直流反极140-16020-30160-1706-7DsJ5074直流反极140-16020-30200-2101一1焊接工艺评
5、定报告编号:B007共6页 第1页任务书编号R004评定单位评定项目碳钢管-管对接水平固定焊工程名称评定方案编号F007批准日期年月日接头形式填充金属焊接牌号TIG-J50焊接型号E5015其它_焊接位置对接接头焊接位置吊焊焊接方向下一上其它.母材类号I级号1与类号I级号1钢号20g与钢号20g相焊接厚度25mm直径325其它1预热温度一层间温度200-400C一焊接方案手工鸨极僦弧焊打底电焊盖面焊(Ws/Ds)热处理类别/记录图温度范围/时间范围/其它/保护气体僦气12L/min背面保护气体-电特性焊接材料焊层道号焊接方法牌号直径电流范围(A)电压范围焊接速度1-1WsTIG-J50直流正接
6、115-1202-1DsJ507直流反接95-105(V)12-2424-26(mm/min)67.4-6945.8-66.1共5页,第3页3-1DsJ5074直流反接120-13524-2634.5-49zq4-1DsJ5074直流反接135-17024-2627.4-475-1DsJ5074直流反接130-15024-2652-895-2DsJ5074直流反接130-15524-2653.7-87.66-1DsJ5074直流反接130-14524-2655-90.5/J6-2DsJ5074直流反接130-14524-2654-92施焊技术无摆动焊或摆动焊打底无摆动焊,其余摆动焊焊嘴尺寸9焊
7、道清理方法用扁铲、锯条、锤刀等清根方法-导电嘴与工件距离10mm其它H-钢材或焊材复验结果编R牌号规格CMnSiCrMoVSPNiTIG-J502.50.0861.320.610.0420.054/0.0170.01/J5073.20.0741.060.540.020.0100.0160.0070.0210.018J50740.0831.120.500.0170.0170.030.0120.0190.01420g325X250.210.490.28/0.0210.02试验单位山西省机械产品质量监督检测总站试验报告编号外观检查结论:合格试驯编P外观发现缺陷情况试件编号试件一根部凸出1-2试验单位
8、试:验报告编号断口检查报告:合格试样编号试样尺寸(mm)破断方法断口发现缺陷情况4+36-120X25X250顶断2mm气孔1个4+36-220X25X250顶断1mm气孔1个4+36-320X25X250顶断未见缺陷试验单位试报口编无损检验结论:合格试3编p检验方法灵敏度(%)黑度增感方式焊接缺陷评定等级备注4+36-2-1X射r/1.5-3.5铅无I/4+36-2-2X射/1.5-3.5铅无I/4+36-2-3、4X射/1.5-3.5铅无I7二4+36-2-5、6X射1.5-3.5铅无I/试验单位试驯编p拉伸试验结论:合格试驯编P宽度(mm)厚度(mm)断面积(mm2)负荷(N)抗拉强度(MPa)断裂位置和缺陷F07-11525375176000469.33母材F07-21525375174000464母材试验单位试驯编p弯曲试验结论:合格试样编号厚度(mm)宽度(mm)弯轴半径弯曲角度(度)备注面弯匕力$目弓侧弯WF07-1、225407090未见缺陷WF07-3、425407090未见缺陷-试验单位试验报告编号
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
