 拔叉831006工序卡片
拔叉831006工序卡片

《拔叉831006工序卡片》由会员分享,可在线阅读,更多相关《拔叉831006工序卡片(16页珍藏版)》请在装配图网上搜索。
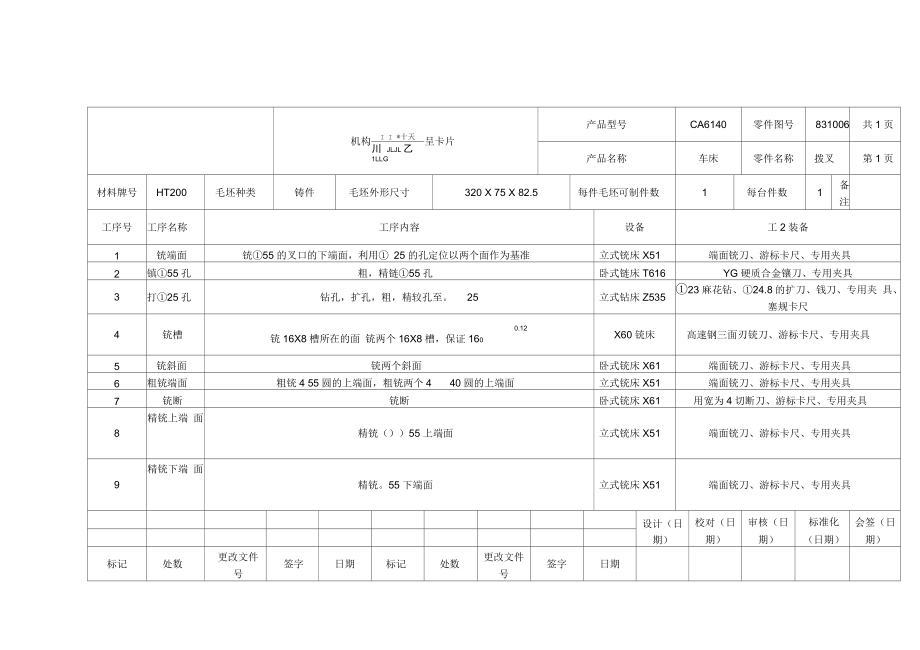
1、机构I I *十天呈卡片产品型号CA6140零件图号831006共1页川 JLJL 乙 1LLG产品名称车床零件名称拨叉第1页材料牌号HT200毛坯种类铸件毛坯外形尺寸320 X 75 X 82.5每件毛坯可制件数1每台件数1备 注工序号工序名称工序内容设备工2装备1铳端面铳55的叉口的下端面,利用 25的孔定位以两个面作为基准立式铳床X51端面铳刀、游标卡尺、专用夹具2镇55孔粗,精链55孔卧式链床T616YG硬质合金镶刀、专用夹具3打25孔钻孔,扩孔,粗,精较孔至。25立式钻床Z53523麻花钻、24.8的扩刀、钱刀、专用夹 具、塞规卡尺4铳槽0.12铳16X8槽所在的面 铳两个16X8槽
2、,保证160X60铳床高速钢三面刃铳刀、游标卡尺、专用夹具5铳斜面铳两个斜面卧式铳床X61端面铳刀、游标卡尺、专用夹具6粗铳端面粗铳4 55圆的上端面,粗铳两个440圆的上端面立式铳床X51端面铳刀、游标卡尺、专用夹具7铳断铳断卧式铳床X61用宽为4切断刀、游标卡尺、专用夹具8精铳上端 面精铳()55上端面立式铳床X51端面铳刀、游标卡尺、专用夹具9精铳下端 面精铳。55下端面立式铳床X51端面铳刀、游标卡尺、专用夹具设计(日 期)校对(日 期)审核(日 期)标准化 (日期)会签(日 期)标记处数更改文件 号签字日期标记处数更改文件 号签字日期零件名称零件图号工序名称工 序 号第1页拨叉共 8
3、 页车间工段材料名称材料牌号机械性能灰铸铁H T 2 0 0同时加工件数每料件数技术等级每件时间(min)准备终结时间二设备名称设备编号夹具名称夹具编号冷 却 液立式铳床 X511专用夹具1煤油更 改 内 容工步工步内容计算数据(mm)走刀次直 径 长走 刀 长单 边 余(切mm屑)深号度度量数度切屑用量工时定额(min)刀具量具及辅助工时(进给 mm/min )量每分钟转数(切m/s屑)、击 速度基本时间辅助时间工作地点 服务时间工步号名称规格编号数量1粗铳小40圆的上端面5590111.5250编制抄写核对机械加工工序卡片产 品 名 称及型号1500.8180.1731YG 硬 质 合 金
4、 端 铳 刀D=125 mm11审核批准零件名称零件图号工序名称工 序 号第2 页拨叉共 8 页车间工段材料名称材料牌号机械性能灰卒寿铁H T 2 0 0同时加工件数每料件数技术等级每件时间(min)准备终结时间2设备名称设备编号夹具名称夹具编号冷 却 液卧式链床T616专用夹具煤油更 改 内 容工步号工步 内 容计算数据(mm)走刀次数切屑用量工时定额(min)刀具量具及辅助工时直 径 长 度走 刀 长 度单 边 余 量(切 mm屑 )深度(进mm蛤 )量每分钟转数m/s速 )度基本时间辅助时间工作地点 服务时间工步号名称规格编号数量12粗链。55圆精链。55圆()52()5520201.5
5、0111.51.50.410.415505501.381.380.090.0912YG 硬 质 合 金 镇 刀编制抄写核对审核批准机械加工工序卡片产 品 名 称及型号零件名称零件图号工序名称工 序 号第3 页拨叉共 8 页车间工段材料名称材料牌号机械性能灰铸铁HT200同时加工件数每料件数技术等级每件时间(min)准备终结时间2设备名称设备编号夹具名称夹具编号冷 却 液立式钻床 Z535专用夹具煤油更工作地点服务时间辅助时间基本时间切屑嚼人m每分钟转数进给量(mm切屑深度(mm)刀次数单边余量走刀长度直径长度容内步工麻 花 钻 扩 孔 钻 专 用 较 刀1234批准1钻孔至。234 23901
6、11.50.432751.1640.692扩孔至。24.8()24.8900.210.90.432751.1640.693粗饺孔至。24.94()24.94900.0610.070.432751.1640.694精校孔至。25()2590010.030.432751.1640.69编制 |抄写核对审核机械加工工序卡片产 品 名 称及型号零件名称零件图号工序名称工 序 号第 4 页拨叉共 8 页车间工段材料名称材料牌号机械性能灰铸铁H T 2 0 0同时加工件数每料件数技术等级每件时间(min)准备终结时间2设备名称设备编号夹具名称夹具编号冷 却 液X 6 0 铳床专用夹具煤油更工 步内 容直走
7、单刀径刀边次长长余度度量数计算数据(mm)(切 mm屑 )深度切屑用量(进给 mm/min )量每分钟转数切屑速度m )工时定额(min)刀具量具及辅助工时基本时间辅助时间工作地点服务时间高1铳16X8槽所在的面40400112501400.5340.321速1钢不靠2铳两个16X8槽,保证1600.1216160422501400.534.0.5122族 齿面刃铳刀编制抄写核对审核机械加工工序卡片产 品 名 称及型号零件图号工序名称车间工段材料名称材料牌号机械性能灰铸铁H T 2 0 0同时加工件数每料件数技术等级每件时间(min)准备终结时间2设备名称设备编号夹具名称夹具编号冷 却 液卧式
8、铳床 X61专用夹具煤油更改内容工步号工 步内 容计算数据(mm)走刀次数切屑用量工时定额(min)刀具量具及辅助工时直 径 长 度走 刀 长 度单 边 余 量切 屑 深mm)(进坦.一 mm/min) 量每才转数切 屑 速 *m/s )基本时间辅助时间工作地点 服务时间工步号名称规格编号数量1铳两个斜面35351.521.51251601.2210.28镶 齿面 刃 铳 刀编制抄写核对审核批准机械加工工序卡片产 品 名 称及型号零件名称零件图号工序名称工 序 号第6 页拨叉共 8 页车间工段材料名称材料牌号机械性能灰铸铁H T 2 0 0同时加工件数每料件数技术等级每件时间(min)准备终结
9、时间2设备名称设备编号夹具名称夹具编号冷 却 液立式铳床 X51专用夹具煤油工步号工 步内 容计算数据(mm)走刀次数切屑用量工时定额(min)刀具量具及辅助工时直 径 长 度走 到 长 度单 边 余 量(切 mm屑 )深度(进给 mm/min )量每分钟转数切屑速度基本时间辅助时间工步号名称规格编号数量月艮工务作 时地1可点12粗铳4 55圆的上端面粗铳两个4 40圆的上端面5540905010111.52.52502501501500.8180.8180.360.412硬 质 合 金 端 铳 刀D=125 mm编制抄写核对审核批准3更机械加工工序卡片产 品 名 称及型号零件名称零件图号工序
10、名称工 序 号第7 页拨叉共8 页车间工段材料名称材料牌号机械性能灰卒寿铁H T 2 0 01 .n/1/X-Jrr同时加工件数每料件数技术等级每件时间(min)准备终结时间 J2设备名称设备编号夹具名称夹具编号冷 却 液181qj11宝卧式铳床X61专用夹具煤油.1更 改 内 容工步号工 步内 容计算数据(mm)走 刀 次 数切屑用量工时定额(min)刀具量具及辅助工时直 径 长 度走 刀 长 度单 边余 量(切 mm屑 )深度(进给 mm/min )量每 分 钥 域 戮si)度基本时间机时间工作地点 服务时间工步号名称规格编号数量1铳断5590414100650.5450.91锯片铳刀编制
11、抄写核对审核批准机械加工工序卡片同时加工件数立式铳床X51每料件数设备编号材料名称灰铸铁技术等级2工时定额(min )刀具量具及辅助工时产品 名 称及型号共 8 页机械性能H T 2 0 0每件时间(min)准备终结时间切屑用量每 分 钟 转零件图号工序名称工 序 号第 8 页计算数据(mm)(切mm屑)深(进给 mm/min )量(m/s )1精铳()55上端面75511112501601.051YG 硬 质 合 金 端 铳 刀D=125 mm编制抄写核对审核批准机械加工工序卡片产 品名 称及型号零件名称零件图号工序名称工 序 号第8 页拨叉共 8 页车间工段材料名称材料牌号机械性能灰铸铁H T 2 0 0中等同时加工件数每料件数技术等级每件时间(min )准备终结时间2设备名称设备编号夹具名称夹具编号冷 却 液立式铳床X51专用夹具煤油更改内容工步号工步 内容计算数据(mm)走刀次数切屑用量工时定额(min)刀具量具及辅助工时直 径 长 度走 刀 长 度单 边 余 量(切 mm屑 )深 度(进给 mm/min )量每分钟转数m/s速 )度基本时间辅助时间工作地点 服务时间工步号名称规格编号数量2精铳。55下端面75511112501601.051硬 质 合 金 端 铳 刀D=125 mm编制抄写核对审核批准
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
