 2012年度连铸车间总结
2012年度连铸车间总结

《2012年度连铸车间总结》由会员分享,可在线阅读,更多相关《2012年度连铸车间总结(5页珍藏版)》请在装配图网上搜索。
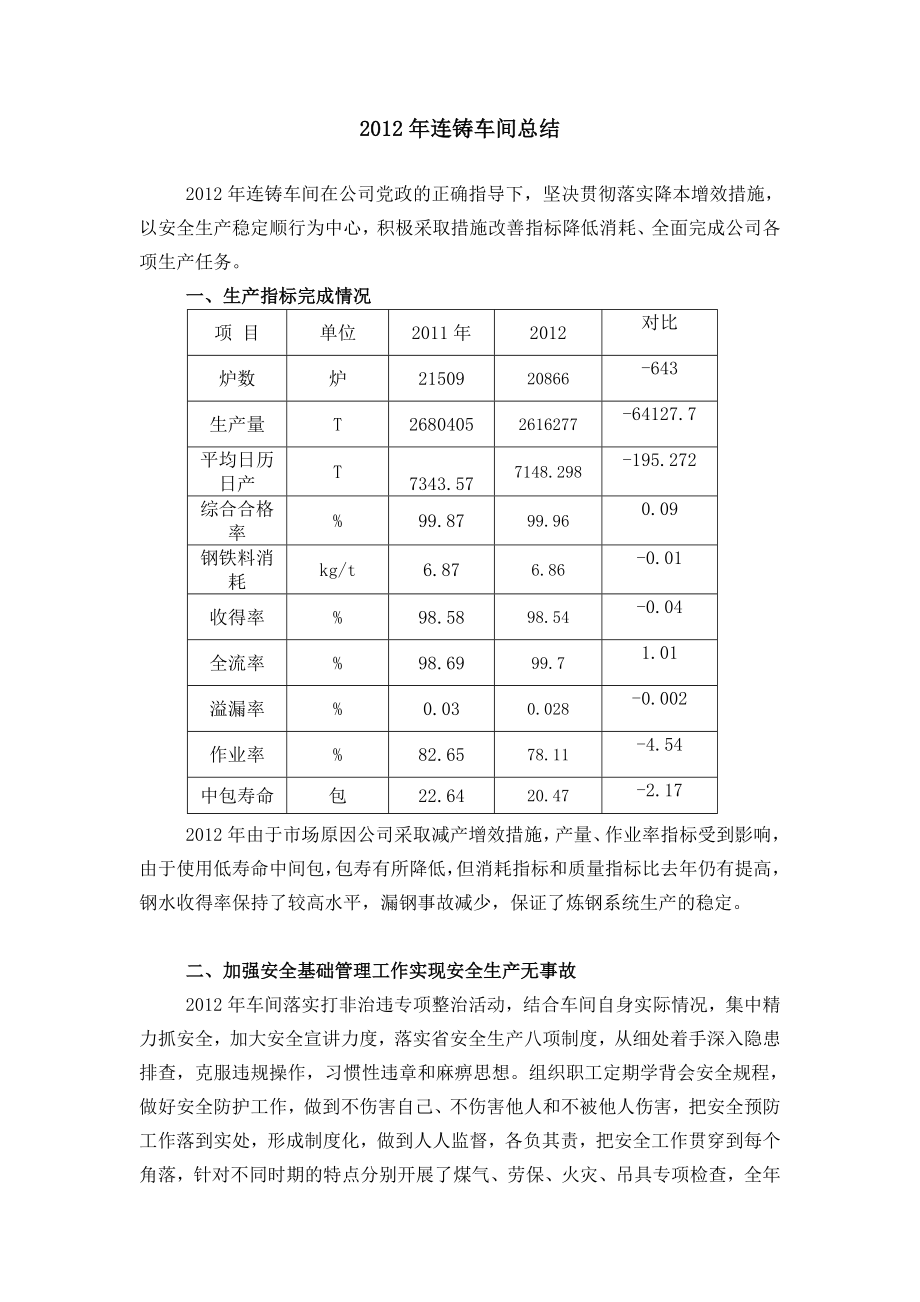
1、2012年连铸车间总结2012年连铸车间在公司党政的正确指导下,坚决贯彻落实降本增效措施,以安全生产稳定顺行为中心,积极采取措施改善指标降低消耗、全面完成公司各项生产任务。一、生产指标完成情况项 目单位2011年2012对比炉数炉2150920866-643生产量T26804052616277-64127.7平均日历日产T7343.577148.298-195.272综合合格率%99.8799.960.09钢铁料消耗kg/t6.876.86-0.01收得率%98.5898.54-0.04全流率%98.6999.71.01溢漏率%0.030.028-0.002作业率%82.6578.11-4.5
2、4中包寿命包22.6420.47-2.172012年由于市场原因公司采取减产增效措施,产量、作业率指标受到影响,由于使用低寿命中间包,包寿有所降低,但消耗指标和质量指标比去年仍有提高,钢水收得率保持了较高水平,漏钢事故减少,保证了炼钢系统生产的稳定。二、加强安全基础管理工作实现安全生产无事故2012年车间落实打非治违专项整治活动,结合车间自身实际情况,集中精力抓安全,加大安全宣讲力度,落实省安全生产八项制度,从细处着手深入隐患排查,克服违规操作,习惯性违章和麻痹思想。组织职工定期学背会安全规程,做好安全防护工作,做到不伤害自己、不伤害他人和不被他人伤害,把安全预防工作落到实处,形成制度化,做到
3、人人监督,各负其责,把安全工作贯穿到每个角落,针对不同时期的特点分别开展了煤气、劳保、火灾、吊具专项检查,全年车间圆满完成安全生产零事故的目标。三、以减少事故为中心提高生产稳定水平作为生安的重要环节连铸重点抓稳定生产,降低连铸机缺流事故。针对连铸生产的环节多、关联性强的特点,车间眼睛向内找原因,克服粗放型的的管理模式,转变管理思路,围绕降低事故将操作细节管理作为工作重点。一是导向明确开展全员发动,在各浇钢组以流为单位开展降低事故竞赛,按吨钢事故率进行排名,重奖无事故浇钢工。二是以作业指导书为指针,进一步严格工艺标准,减少操作自由度,使生产进一步规范实现稳定可控。三是对重点岗位连铸浇注工进行工艺
4、培训,从理论上得以提升水平,深刻理解每项操作对生产顺行及质量保证的作用,提高职工整体素质。贯彻连铸以稳定中间包液面、中间包温度、拉速为重点的管理思路。四是要求机长延伸工作触角,向上了解转炉出钢过程,向下关注轧钢反馈的信息,做好生产节奏控制、实现操作的不断完善。紧紧围绕浇钢主线对中间包和结晶器强化基础管理,为生产顺行创造条件。对耐火材料进行定置管理,对保护渣采用分钢种标识,对入厂冲击杯分厂家分批次存放,将入厂时间建档成册,使用过程跟踪管理。建立中间包永久层修补、烘烤、永久层烘烤、拆包残余厚度档案。对每个中间包耐材残余厚度进行跟踪动态了解耐材质量变化趋势,有预防性地开展工作,残包剩余厚度由原来的5
5、0mm提高到100mm,为进一步提高中间包寿命提供了保证。制定中间包烘烤制度,规定了大小火烘烤时间,降低煤气消耗。结晶器管,带周转卡上平台,浇钢工根据钢种需要选择使用。每天对下线铜管进行测量反馈使用信息,监控质量波动。2012年共生产合格坯2616277吨,每月连铸操作责任缺流事故5.9次,比2011年的同期6.5次降低9.23%。漏钢事故控制在月4次以下。全年全流率提高到99.7%,四个月达到100%,为减少事故奠定了基础,没有因连铸事故造成对全公司的生产影响。四、严细操作进一步改善铸坯质量今年以来连铸车间总结去年质量问题产生的原因,不断改进操作质量标准,重点采取去除夹杂物的措施。1.通过氩
6、封大包长水口,中间包至结晶器的长水口保护渣浇注,实现全程无氧化浇注,减少了钢水的二次污染,提高钢坯洁净度。今年以来连铸坚决贯彻高液面浇注,提升正常浇钢中间包液面由400mm提高到500mm,使钢水在中间包内平均停留时间由7.7分钟提高到9.6分钟,在温度得到稳定的同时改善夹杂物去除能力。品种钢坚持开浇七个流,待节奏满足时全流操作。2.加强操作管理,改善铸坯表面质量唐银带钢生产线由于采用强展工艺,而且用户冷轧酸洗,对铸坯质量要求高,今年实现了保护渣系列化,不同钢种使用专用保护渣,减少了操作上波动的影响。操作上坚决贯彻“勤加、少加、均匀加、黑面操作”的方针,稳定结晶器液面,防止卷渣,铸坯表面质量得
7、到提高,保证了深加工性能,得到市场的认可。3.强化结晶器及二冷水的的控制,提高铸坯内在质量今年以来紧紧围绕浇钢主线对结晶器进行精细化管理,为生产顺行创造条件。结晶器管理采用分类存放,个个建档,完善维修更换铜管记录,带周转卡上平台,浇钢工根据钢种需要选择使用。每天对下线铜管进行测量反馈使用信息,及时采取措施。以5月份二号机大修为契机,对铸机进行彻底维护。首先,解决了引锭对弧问题,提高对弧精度以完全达到引锭杆自由进出结晶器;其次充分利用大修对二冷室、三冷室杂物、废钢进行彻底清理,以保证二冷托辊自由旋转及三冷室水路畅通。另外由于二冷及三冷水条变形堵塞严重,导致铸坯冷却不均,制约铸坯质量的进一步提升,
8、车间集中力量对水调及集水环进行更换,同时在而令水入口处增加过滤装置,确保铸坯冷却强度均匀,以减少铸坯质量缺陷。4.对品种钢实行综合判定,结合冶炼工序的信息将判定结果传到下道工序,在连铸坯出厂前针对不同用户使用。制定了品种钢等级判定标准,综合冶炼、精炼、节奏、更换水口操作等环节,最终注明优良中差随卡片交到下道工序,轧钢根据综合判定结果进行轧制满足不同用户需要。5.摸索出不同钢种不同温度下的合理拉速,以作业指导书形式规范操作,制定了合理的二冷配水制度,对不同钢种实现了模式化。通过质量措施的落实2012年连铸坯综合合格率达到99.96%,以均匀的成分控制,优质的深加工性能扩大市场,销量实现了快速提升
9、。通过抓落实唐银生产优质品种钢251812吨,带钢边裂率降到0.13%以下,10月份以后达到0.04%,为今年唐银效益提升作出了突出贡献。五、内部挖潜降成本今年以来车间树立“成本第一”思想不动摇,积极降本增效。车间上下转变观念,主动工作,以精细化的管理水平,促进车间成本降低。1.头尾坯控制,头坯控制在1.5米以内,尾坯通过分流停浇,是不合定尺尾坯长度数量减少,提高铸坯收得率。2.加强高温钢的调温,降低中间包温实现低温快注。组织好废钢坯、废钢筋准备,完善加入制度,浇注周期由平均38分钟,降低到平均37分钟。3.车间制定详细的用料支领方案,易损件更换详细记录,做到每一个备件都要有记录,有出处,有效
10、的控制了消耗用量。对以前积压的库存,集中处理,集中使用,有效的盘活了资金。4.杜绝托圈、托架一次性使用,车间每班安排专人,处理托圈、托架上的冷钢,只要托圈、托架不烧穿就必须重复使用,有效的降低了车间成本。5.车间为进一步降低成本,与厂家结合对火切机切割系统进行改造,增加自动点火装置,取消常明火,仅此一项使车间成本吨钢辅料消耗0.5元/吨。六、积极推进党风廉政1.严格实行党风廉政建设责任制。坚持“两手抓、两手都要硬”的方针,统筹安排党风廉政建设责任制工作 ,一是根据党委要求组织明确班子成员的具体责任及任务要求,体现了“谁主管、谁负责”的原则。二是亲自主持召开领导班子专题会议,安排车间党风廉政建设
11、工作,对广大职工进行教育。三是倾听职工呼声,职工意见能够及时找有关部门解决,车间操作室配备了空调,连铸二操室进行了彻底改造,改善了职工工作环境。2. 严格遵守廉政各项规定,坚持民主集中制,严格执行重大决策、重大项目安排必须由领导班子集体决定的规定。3.坚持以制度管理,奖惩公开,确保了奖金发放的透明度。七、2013年工作重点为搞好2013年工作重点从以下几方面做工作:1.扎实抓好2013年的安全管理工作,落实好各项应急预案,贯彻省安全会议精神,重点解决基础管理上的薄弱环节,确保安全生产无事故。2.严格抓好品种钢质量工作,对硬线、焊条钢、中高碳带钢等均坚持大包、中包的保护浇注,特别抓密封效果,减少二次氧化,另外协调好钢水节奏,贯彻高液面操作,坚持值班制度,稳定提高品种钢质量,减少质量异议。同时积极配合开发新品种。3、继续抓事故率的降低,全员发动,将提高工作质量的意识贯彻到各岗位,实现全月无非计划拉下。3.加强劳动纪律检查完善打卡制度,从思想上进一步强化劳动纪律意识。4.针对当前的严峻经营形势贯彻公司节能降耗制度,在生产上积极加调温坯,普通钢种最大限度降低大块厚度,铸坯定尺切割(包括尾坯分流停浇)提高钢水收得率,在节能方面杜绝长明灯、电气设备空载运转等浪费行为,为公司进一步降耗增效做贡献。5.加强基础管理工作,搞好现场整治,提高现场管理水平。连铸车间2013-1-4
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
