 拼版作业指导书
拼版作业指导书

《拼版作业指导书》由会员分享,可在线阅读,更多相关《拼版作业指导书(6页珍藏版)》请在装配图网上搜索。
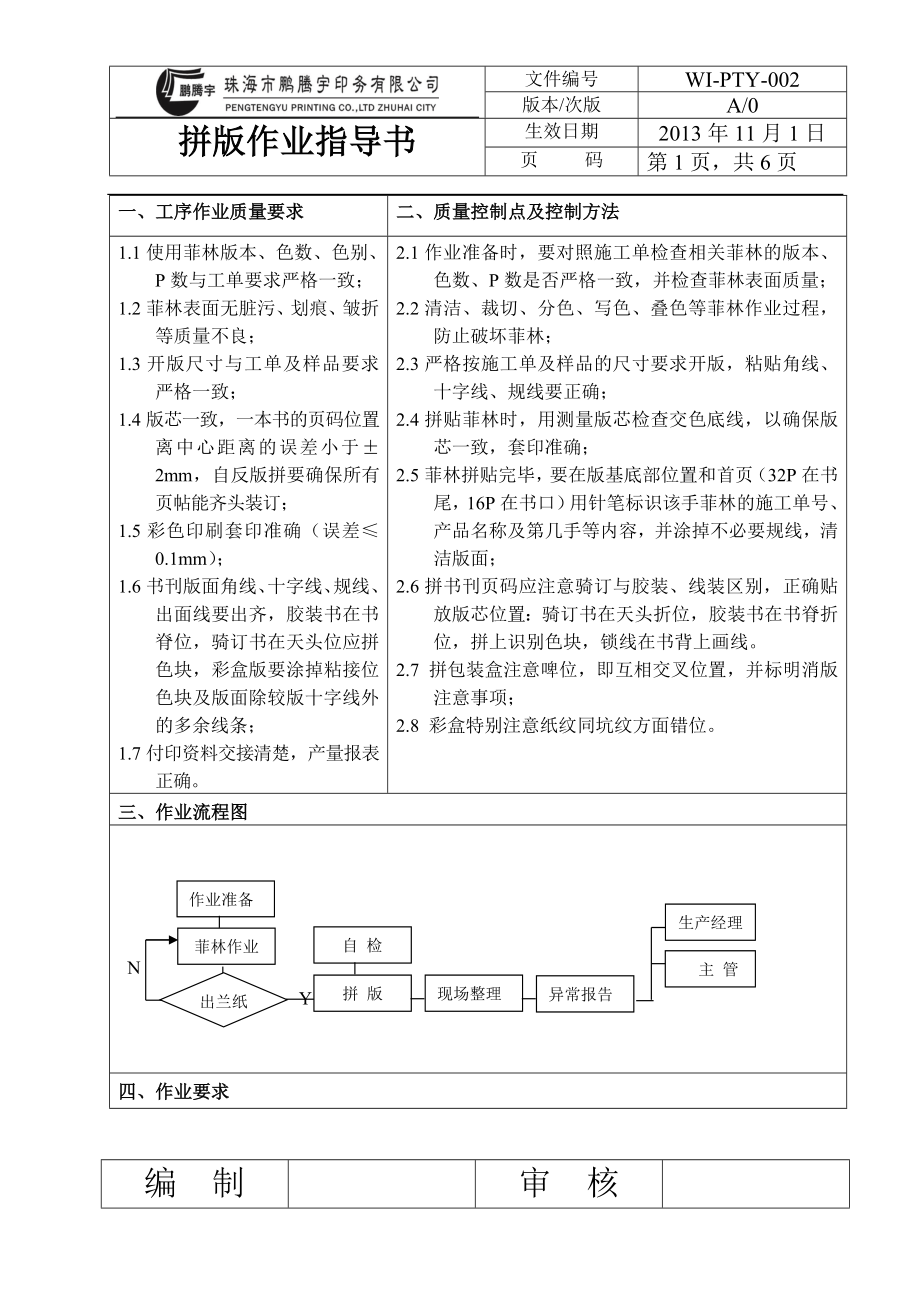
1、文件编号WI-PTY-002版本/次版A/0拼版作业指导书生效日期2013年11月1日页 码第6页,共6页一、工序作业质量要求二、质量控制点及控制方法1.1使用菲林版本、色数、色别、P数与工单要求严格一致;1.2菲林表面无脏污、划痕、皱折等质量不良;1.3开版尺寸与工单及样品要求严格一致;1.4版芯一致,一本书的页码位置离中心距离的误差小于2mm,自反版拼要确保所有页帖能齐头装订;1.5彩色印刷套印准确(误差0.1mm);1.6书刊版面角线、十字线、规线、出面线要出齐,胶装书在书脊位,骑订书在天头位应拼色块,彩盒版要涂掉粘接位色块及版面除较版十字线外的多余线条;1.7付印资料交接清楚,产量报表
2、正确。2.1作业准备时,要对照施工单检查相关菲林的版本、色数、P数是否严格一致,并检查菲林表面质量;2.2清洁、裁切、分色、写色、叠色等菲林作业过程,防止破坏菲林;2.3严格按施工单及样品的尺寸要求开版,粘贴角线、十字线、规线要正确;2.4拼贴菲林时,用测量版芯检查交色底线,以确保版芯一致,套印准确;2.5菲林拼贴完毕,要在版基底部位置和首页(32P在书尾,16P在书口)用针笔标识该手菲林的施工单号、产品名称及第几手等内容,并涂掉不必要规线,清洁版面;2.6拼书刊页码应注意骑订与胶装、线装区别,正确贴放版芯位置:骑订书在天头折位,胶装书在书脊折位,拼上识别色块,锁线在书背上画线。2.7 拼包装
3、盒注意啤位,即互相交叉位置,并标明消版注意事项;2.8 彩盒特别注意纸纹同坑纹方面错位。三、作业流程图 作业准备菲林作业生产经理理 拼 版自 检 出兰纸主 管异常报告现场整理 N Y四、作业要求1、准备工作: 认真阅读生产进度表,参照版房进度表标识方法,按顺序找出相应施工单并标识。1.1、 施工单的阅读确定:1.1.1、产品名称、规格与样稿相同;1.1.2、工艺流程;1.1.3、其他注意事项; 1.2、 施工单分类情况: 1.2.1、原有菲林 1.2.2、原有留版 1.2.3、新菲林拼版后直接晒版 1.2.4、新菲林出兰纸确认后再晒版2、原有菲林作业 2.1、确定施工单客户,产品名称及所给样稿
4、一致后查找菲林,找出相应的菲林后与样稿仔细校对(可抽查几个P)内容。确认后对照施工单要求检查菲林表面无脏污、划痕、折皱、沙孔等现象,拼版方式符合施工单要求。有疑问,查工厂管理中此单的历史,重点确认历史中的记录改动部分。 2.2、原菲林分两类: A、单色菲林 B、多色菲林 2.2.1、确定2.1内容。全部检查无误后在牙口位标识,写上当次施工单编号,登记报表后送晒版区晒版。 2.2.2、多色菲林必须跟正,检查样稿上次印刷效果,改进不足之处(如套色,粘位色块超过3-5mm,啤位出血等等)。 2.2.3、有改动的菲林及时报废旧版,并在菲林记录登记表上填写改动的具体情况。3、有留版作业: 依据施工单上所
5、提供留版编号查找留版,找出留版后与样稿校对。留版表面无脏污、划痕,氧化等现象。检查合格的留版在标识卡上写上当次工单编号;不合格的留版及时报废,并找出相关菲林,按规定2.2.1在施工单上注明所补版的详细情况,送晒版处补齐印版。分类:1、单黑缺数可直接补 2、整张菲林留版可直接补 3、多色套印缺版,报废整套留版 4、其他可依据自己的判定补版4、新菲林作业4.1、作业准备 4.1.1、检查新菲林版本,色数,P数,规格与施工单要求严格一致。菲林表面无脏污,划痕,折皱等质量不良问题。 4.1.2、菲林标识 a、有页码的单色菲林可不标识,多种语言或无页码区分的必须做标识,以防止混淆。 b、彩色菲林应标出色
6、别,第几P(套) c、盒子要标名称,色别,画啤线 4.1.3、新版菲林换旧版菲林,依据菲林查找方式找出旧版菲林并返回业务(客户),并在菲林报废登记本上作好相关记录,同时查旧菲林的留版情况,有即报废并登记。 4.2、拼版 准备好胶片,将胶片固定在拼版网格上,清理干净后根据施工单的成品尺寸要求画成品框,定好中线和牙口线,每张版必须有十字线,左右要平衡,要三点确定一个平面,左右、版尾十字均在纸边以内2-3mm,保证印刷按十字印,改动多的菲林需复片,菲林套不正的考虑做小版等方式改善。4.2.1、书刊拼版A、所有书头切位3mm,首页书口大于尾页书口5 mm以上,书头特殊不够位的考虑缩小,但不许放大,胶装
7、书边胶位6 mm。B、需画折位线。C、菲林裁切,尽量保证在成品外或书脊上,成品以内需消版的要作标识。D、整本书尽可能确保针位、折页方式一致。E、胶装拼封面时必须考虑胶水露出问题,尽可能解决书尾内文长,封面短的问题,如考虑缩小封面牙口位等。 单色书:能双面印刷(铜版纸/哑粉纸全部为单面印刷)的正反面两边都要画牙口线,否则视为单面印刷。根据折页、版芯要求,将菲林按页码顺序或拼版顺序排列在胶片上。菲林药膜面向上,版芯左右居中。48个P以上的骑订书根据版芯缩位。拼胶装书要留胶装位,一般3mm。 彩色书刊拼版:a) 根据生产进度考虑直接拼版或叠色拼版。直接拼版的看样 或者打样稿确定开版颜色;叠色拼版是按
8、每P菲林全部色别叠在一起(保证开版色别全部一致),用菲林刀将多余部分裁切掉,准备充分后开版再叠色。注意喷胶要均匀。拼画册时,注意连图,封二同首页,封三同尾页。边胶位墨位很大的需切掉3mm,防止胶水不粘。胶片套孔拼版,套色时应套准文字、图案等内容,十字、规线为参考(所有彩色产品)。b) 注意菲林裁切大小一致,尽量保证在成品线外或书脊上,裁切后的菲林要刮边。 彩盒包装拼版:a ) 双刀位不小于3mm,中间位置尽可能保持整数(如1/4寸或1/2寸),咭盒粘位不小于8mm,坑盒粘位不小于2cm,充分考虑印刷墨路跟色问题,后工序加工问题(如啤版制作,过胶)坑盒注意纸纹与坑纸错位,咭盒粘位只留3mm出血,
9、坑盒3-5mm,保证粘盒牢固。每个盒子在粘口位用数字或彩盒代码进行标识。b) 咭牌特别注意正反面套位准确,标识并消掉所有角线,彩盒要戒掉盒子中间多余角线,色条,充分保证所裁切菲林边在啤线以外,几个色在同一个位置。c) 正常情况下,工艺依据业务翻单情况针对专版彩盒出齐整版啤线,由版房拼好版后自行保留并注明工单号及彩盒尺寸,待下次工单套此啤版时共用此啤线。 找旧菲林跟啤版,首先确定旧菲林啤样和啤位,核对新菲林样稿和啤位相同后开始作业。注意底针(牙口)侧针(靠身针);找啤版跟版,把啤版线画出来,标识针位方向,贴在拼版格上作参考来跟啤板。依据工艺要求(磨光或过油等)确定伸缩位,裁切菲林按啤线中间位切。
10、 4.3、其他拼版 拼表格打号码,号码方向向牙口和向右; 反装和平订包封面注意尽量保持2本连装; 八开机印刷保证十字在纸张宽度中央。4.4、拼版过程标识 骑订书二手以上在天头折位处拼贴识别色块 胶装书拼贴在书脊上(三手以上) 锁线胶装书在书脊上画线(三手以上) 所有16K书在书口处标该产品名称,32K在书尾 所有的彩盒版面上不能识别该盒子名称的情况下,在粘口处标上名称,版本。 所有晒双镜或须拆色的要在片基上标明,如何晒法或消版。 有特殊要求画拉规线,专色贴色标。 4.5、所有作业完成后,每张菲林必须清楚的标识牙口字“施工单号,产品名称,客户,第几手(套),颜色,总张数”。原则上规定每工单完成后
11、贴在一起送下工序。由于件数多或者工单急可一手或一面贴在一起交下工序,但仍须交接清楚。所有交下工序的菲林必须整齐,清洁,保证能及时作业。5、出兰纸(特殊需要出兰纸的产品)5.1、单色的直接拼版后出兰纸。 5.2、画册采取叠色出兰纸。 5.3、兰纸需按成品要求画出成品样或制作成样品6、现场整理 保持工作台面的清洁,工具摆放整齐,每个工单完成后填写拼版日报表,注明此单工作起始时间和异常现象描述。7、节约耗材7.1、能用双面胶的不许用喷胶;7.2、旧胶片的循环使用。8、问题的反馈 8.1、工艺流程不熟主管8.2、菲林问题主管客户(电脑房)8.3、样稿同菲林,留版不同或疑问主管质控部、业务、客户8.4、上工序问题和改善建议主管 上工序、客户、业务8.5、所有问题在主管不在时反馈给其授权人,或主管授权其直接找其他部门沟通,但所有结果必须知会主管。编 制审 核
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 遵守规则课件
- 英语必修Ⅰ牛津译林Unit2ppt课件
- 胆汁淤积和自身免疫性肝病诊治专家共识课件
- 作文思维训练课件
- 药理学ppt课件第4章--胆碱受体阻断药
- 《陈太丘与友期》课件
- 英语:Unit-4《Body-language-Listening》ppt课件
- 习题变压器课件
- 英语:unit4《Sharing》ppt课件-Grammar
- 英语:Unit3-Back-to-the-past-ppt课件
- 脑外科教学查房课件
- 英语必修1北师大模块1Unit2ppt课件L4阅读
- 药品的收货与验收培训ppt课件
- 习题参考答案课件
- 英语:Unit-4《Body-Language》ppt课件-Warming-up
