《气焊与气割的基本原理适用范围及安全特点》由会员分享,可在线阅读,更多相关《气焊与气割的基本原理适用范围及安全特点(6页珍藏版)》请在装配图网上搜索。
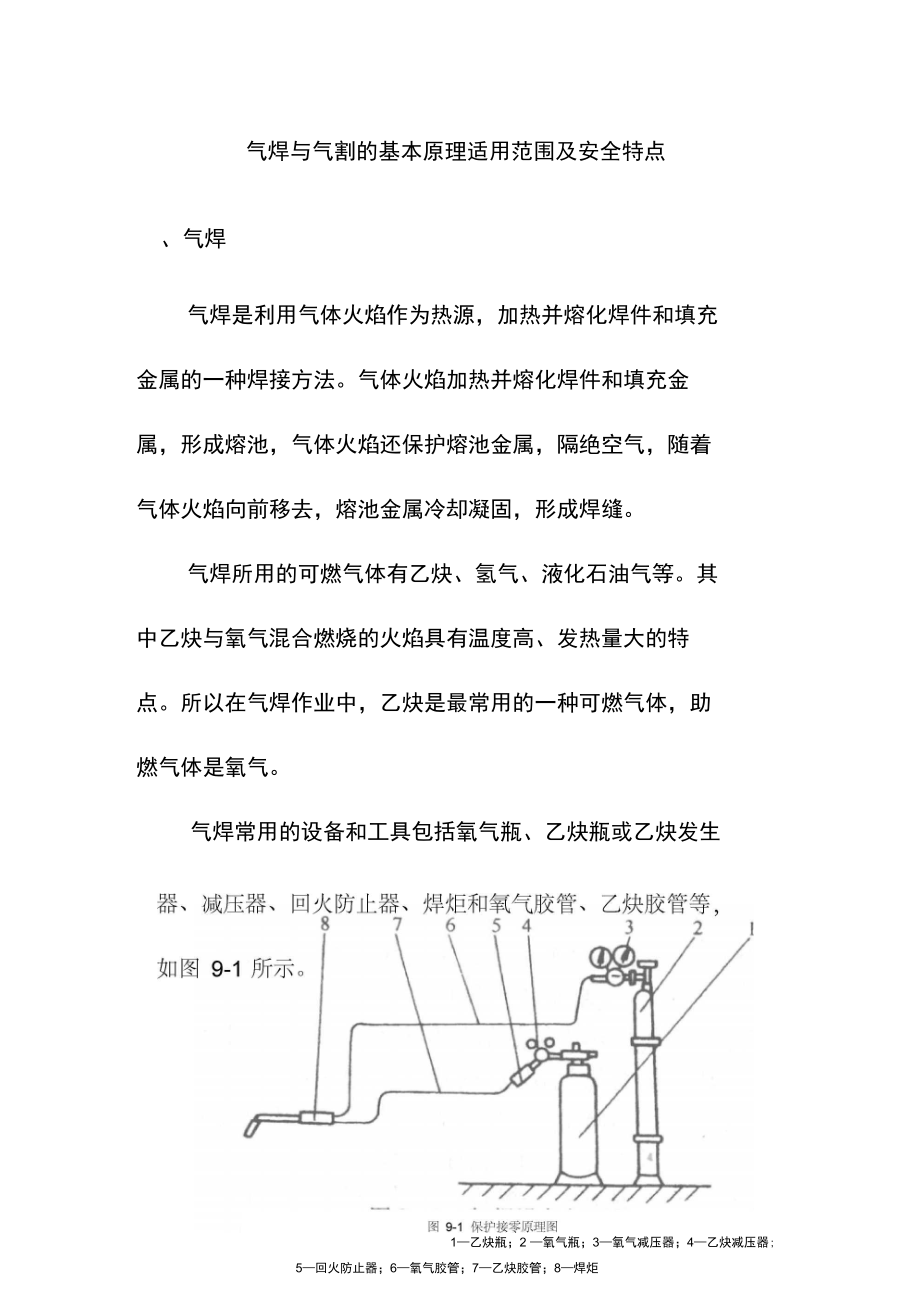
1、气焊与气割的基本原理适用范围及安全特点、气焊气焊是利用气体火焰作为热源,加热并熔化焊件和填充 金属的一种焊接方法。气体火焰加热并熔化焊件和填充金 属,形成熔池,气体火焰还保护熔池金属,隔绝空气,随着 气体火焰向前移去,熔池金属冷却凝固,形成焊缝。气焊所用的可燃气体有乙炔、氢气、液化石油气等。其 中乙炔与氧气混合燃烧的火焰具有温度高、发热量大的特 点。所以在气焊作业中,乙炔是最常用的一种可燃气体,助 燃气体是氧气。气焊常用的设备和工具包括氧气瓶、乙炔瓶或乙炔发生1乙炔瓶;2 氧气瓶;3氧气减压器;4乙炔减压器;5回火防止器;6氧气胶管;7乙炔胶管;8焊炬气焊与焊条电弧焊比较,由于气体火焰的温度比
2、电弧低,热量也比电弧分散,因此,气焊的生产率较低(尤其是中 厚板焊接),焊接变形严重,焊接接头的性能也较差。但气焊 熔池温度与熔透率容易控制,容易实现单面焊双面成形。此 外,气焊还便于预热和后热,且不需要电源。因此,气焊常 用于薄板焊接、管子焊接、铸铁焊补和没有电源的野外施工二、气割气割是利用气体火焰的热能将工件切割处预热到一定 温度后,喷出高速切割氧流,使其燃烧并放出燃烧热实现切 割的方法。简单地说,气割是利用金属在纯氧中燃烧的原理 切割金属的加工方法。气割的过程包括预热、燃烧和排渣三个阶段。预热:利用预热火焰(氧乙炔焰或氧液化石油气火焰 ) 和金属燃烧热将起割处的金属先加热到燃烧温度(燃点
3、)。(2) 燃烧:工件预热到燃点后,打开切割氧调节阀,喷 出高速切割氧流.使金属在纯氧中燃烧,变成金属氧化物, 同时放出燃烧热。(3) 排渣:金属氧化物被燃烧热熔化,并被切割氧气流 吹掉,形成窄小整齐的割缝。可见,金属气割过程的实质是金属在纯氧中的燃烧过程,而不是被熔化的过程,所以气割又称为氧切割。利用氧乙炔焰作预热火焰的氧气切割称气割。利用氧液 化石油气火焰作预热火焰的氧气切割,简称为氧液化石油气切割。氧液化石油气切割的切割质量好(割口表面光洁,上缘棱角完整,熔渣容易清除),切割成本低,正在逐渐推广使用。金属气割过程是预热一一燃烧一一吹渣的过程,但并不是所有的金属都能满足这个过程的要求,只有
4、符合下列条件的金属才能进行气割:(1) 金属在氧气中的燃点应低于其熔点。(2) 金属氧化物的熔点要低于金属本身的熔点。(3) 金属在氧气中燃烧释放的燃烧热量大。(4) 金属导热(散热)不能太快。(5) 熔渣的流动性要好。能够完全满足上述条件的,只有纯铁、低碳钢、中碳钢和低合金钢,其气割性能较好,广泛应用气割;其他常用金 属如铸铁、不锈钢、铝和铜等不具备气割条件,均不能用一 般气割方法进行切割,目前都采用等离子弧切割。三、气焊与气割及火焰钎焊安全卫生特点在气焊与气割及火焰钎焊过程中,火灾和爆炸是主要的 危险。因为用来加热金属的主要能源可燃气体是易燃易爆危险物品,所使用的设备是压力容器,还有在实际
5、操作中均使 用明火。而且在焊补燃料容器和管道时,还会遇到其他许多 易燃易爆气体、各种压力容器,一旦焊接设备或安全装置有 缺陷或误动作,就很容易造成火灾和爆炸。另外,在气焊火焰作用下,特别是气割时切割氧气射流的喷射,使火星、熔渣四处飞溅,甚至飞溅到距操作点5m以外的地方。这样,不仅容易造成焊工烧伤和烫伤事故,而且还会引燃其他可燃物品,导致火灾爆炸。焊炬、割炬的阀门漏气或发生回火也会造成烧伤。由于在气焊、气割作业中,火焰温度很高,可达3000 C以上, 此时被焊金属蒸发或产生金属蒸气。尤其是在焊接镁、铅、 铜等有色金属及其合金时,除产生金属蒸气外,还会散发出 有害物质,如黄铜的焊接过程中散发大量锌蒸气;铅焊接过 程中放出铅和氧化铅蒸气等有害物质,若在锅炉、密闭容器 和管道、地沟等狭小、不通风的作业场所焊接时,易造成焊 工急性中毒。乙炔和液化石油气中含有硫化氢、磷化氢,会 引起中毒;空气中乙炔和液化石油气浓度较高时,也会引起 中毒。
 气焊与气割的基本原理适用范围及安全特点
气焊与气割的基本原理适用范围及安全特点