 镀锌钢管螺纹连接方法
镀锌钢管螺纹连接方法

《镀锌钢管螺纹连接方法》由会员分享,可在线阅读,更多相关《镀锌钢管螺纹连接方法(10页珍藏版)》请在装配图网上搜索。
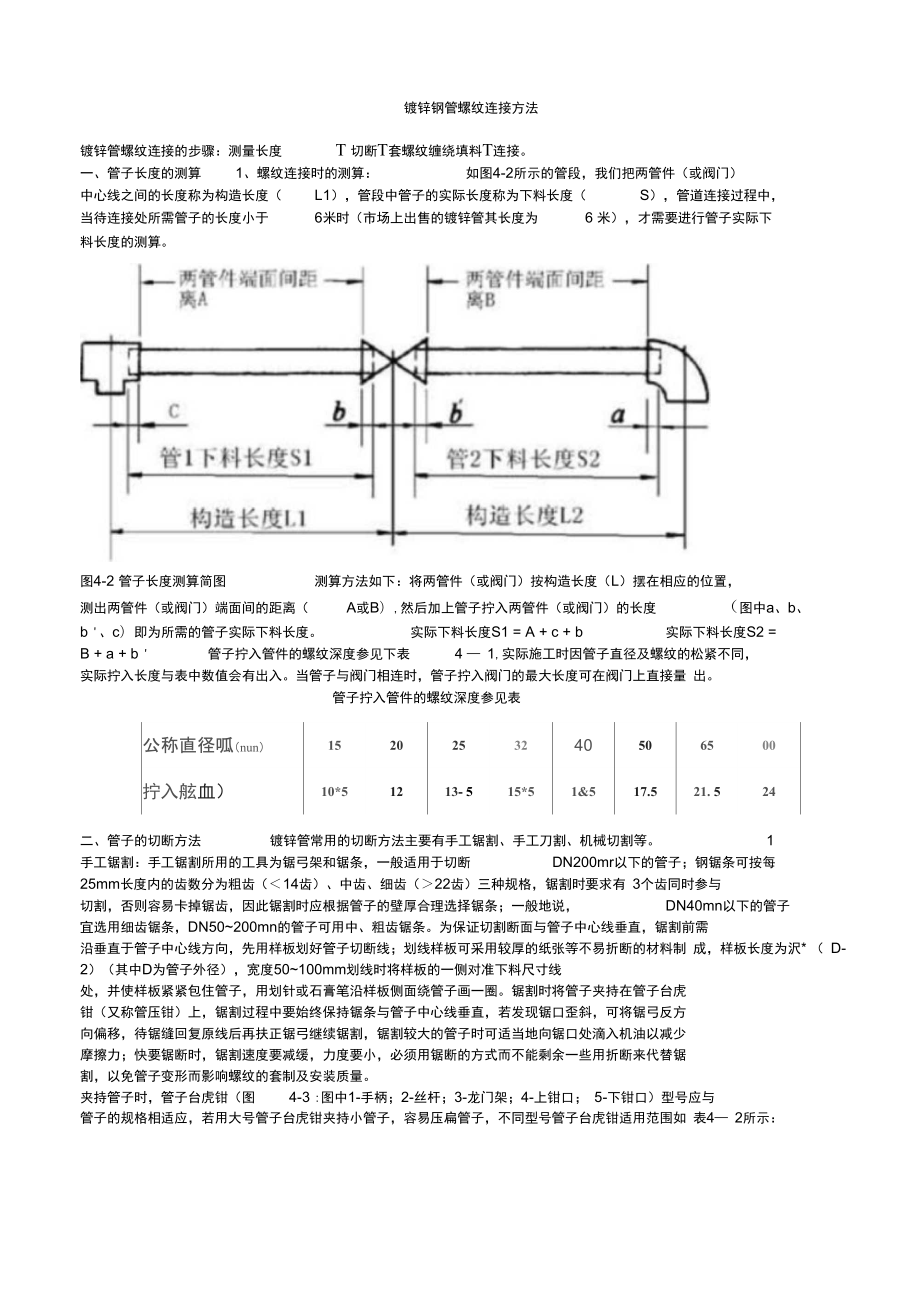
1、镀锌钢管螺纹连接方法镀锌管螺纹连接的步骤:测量长度T 切断T套螺纹缠绕填料T连接。一、管子长度的测算1、螺纹连接时的测算:如图4-2所示的管段,我们把两管件(或阀门)中心线之间的长度称为构造长度(L1),管段中管子的实际长度称为下料长度(S),管道连接过程中,当待连接处所需管子的长度小于6米时(市场上出售的镀锌管其长度为6 米),才需要进行管子实际下料长度的测算。图4-2 管子长度测算简图测算方法如下:将两管件(或阀门)按构造长度(L)摆在相应的位置,测出两管件(或阀门)端面间的距离(A或B),然后加上管子拧入两管件(或阀门)的长度(图中a、b、b 、c)即为所需的管子实际下料长度。实际下料长
2、度S1 = A + c + b实际下料长度S2 =B + a + b 管子拧入管件的螺纹深度参见下表4 1,实际施工时因管子直径及螺纹的松紧不同,实际拧入长度与表中数值会有出入。当管子与阀门相连时,管子拧入阀门的最大长度可在阀门上直接量 出。管子拧入管件的螺纹深度参见表公称直径呱(nun)1520253240506500拧入舷血)10*51213- 515*51&517.521. 524二、管子的切断方法镀锌管常用的切断方法主要有手工锯割、手工刀割、机械切割等。1手工锯割:手工锯割所用的工具为锯弓架和锯条,一般适用于切断DN200mr以下的管子;钢锯条可按每25mm长度内的齿数分为粗齿(14齿
3、)、中齿、细齿(22齿)三种规格,锯割时要求有 3个齿同时参与 切割,否则容易卡掉锯齿,因此锯割时应根据管子的壁厚合理选择锯条;一般地说,DN40mn以下的管子宜选用细齿锯条,DN50200mn的管子可用中、粗齿锯条。为保证切割断面与管子中心线垂直,锯割前需 沿垂直于管子中心线方向,先用样板划好管子切断线;划线样板可采用较厚的纸张等不易折断的材料制 成,样板长度为沢* ( D-2)(其中D为管子外径),宽度50100mm划线时将样板的一侧对准下料尺寸线 处,并使样板紧紧包住管子,用划针或石膏笔沿样板侧面绕管子画一圈。锯割时将管子夹持在管子台虎 钳(又称管压钳)上,锯割过程中要始终保持锯条与管子
4、中心线垂直,若发现锯口歪斜,可将锯弓反方 向偏移,待锯缝回复原线后再扶正锯弓继续锯割,锯割较大的管子时可适当地向锯口处滴入机油以减少 摩擦力;快要锯断时,锯割速度要减缓,力度要小,必须用锯断的方式而不能剩余一些用折断来代替锯 割,以免管子变形而影响螺纹的套制及安装质量。夹持管子时,管子台虎钳(图4-3 :图中1-手柄;2-丝杆;3-龙门架;4-上钳口; 5-下钳口)型号应与管子的规格相适应,若用大号管子台虎钳夹持小管子,容易压扁管子,不同型号管子台虎钳适用范围如 表4 2所示:4-3管子台虎钳表4-2管子台虎钳适用范围管子台腔钳型号滋轴驚黑肆适用管子公称直径155025*65501006512
5、51001502、手工刀割:用管子割刀(又称割管器)(图4-4 )切割管子的方法称为刀割。割刀由滚刀、压紧滚轮、滑动支座、螺杆、螺母及手轮等组成;割刀的选用见下表4-3所示:表4- 3割刀型号表割刀型号Iff3#4#适用管子公称言径152625 50608080100 1L-滚刃i子? 3-宦紧滾轮亍斗-温动支座匚5-tIi肝螺杆彳T-把手亍3谓道图4-4 割管器割管时必须将管子穿在割刀的两个压紧轮与滚刀之间,刀刃对准管子上的切断线,转动把手7使两个滚轮适当压紧管子,但压紧力不能太大,否则转动切刀将很困难,还可能压扁管子;转动割刀之前,先在 割断处和滚刀刃上加适量机油,以减少刀刃的磨损;每转动
6、割刀一圈拧紧把手一次,滚刀即可不断地切 入管子直至切断。若滚刀的刀刃不锋利或有蹦缺要及时更换滚刀。刀割的优点是切口平齐,操作简单,易于掌握,其切割速度较锯割快,但管子切断面因受刀刃挤压而使切口内径变小,为避免因管口 断面缩小而增加管道阻力,可用锉刀或刮刀将缩小的部分去除。3、机械切割:机械切割可以减轻工人的劳动强度,常用的方法有弓锯床锯割、磨割、在电动套丝机上用切刀割断等;弓锯床锯割一般适用于壁厚大于 10mm的管子,对较小的管子不适用;在套丝机上切割后面再详述。此处只讨论 磨割。磨割是使用砂轮切割机切断管子,切割时电动机带动砂轮片高速旋转,砂轮片不断磨切管子直至磨断为止,砂轮切割机结构如下图
7、所示,切割方法如下:(1)将划好线的管子放在切割机的夹紧装置内,用手压下手柄使砂轮片靠近管子,调整管子的左右位置使砂轮片对准切割位置,然后 夹紧管子;(2)启动切割机,压下手柄使砂轮片切入管子直至切断为止;切割时压手柄的力不可过猛,以免砂轮片因受力过大而破裂,切割过程中人不可站在砂轮片一侧,以防砂轮破裂飞出伤人, 若发现砂轮片转动不平稳或有冲击、振动现象,应立即停机检查砂轮片有无缺口,对已出现缺口的砂轮 片必须及时更换,不得继续使用。(3)若切口部位有较大的毛刺可在砂轮上磨去,或用锉刀锉平。图4-5砂轮切割机三、螺纹的套制管道螺纹连接采用英制 55角的管螺纹,阀件、连接件由专业厂按标准制造,其
8、内螺纹是圆柱形,为加强接口的防水效果,要求管端加工成圆锥形外螺纹;管子套螺纹的方法分手工套 制和机械套制两种,套制的螺纹其质量要求如下:(1 )螺纹端正、不偏扣、不乱扣、光滑无毛刺,断口和缺口的总长度不超过螺纹全长的10%且在纵方向上不得有断缺处相连;(2)螺纹要有一定的锥度,松紧程度要适中,螺纹套好后要用连接件试拧,以用手能拧进23圈为宜,过松则连接后的严密性差,过紧则连接时容易将管件或阀门胀裂,或因大部分管螺纹露在管件外面而降低连接强度(螺纹的 松紧与套制时扳牙位置的调整和套入管子的长度有关);(3)螺纹安装到管件后以尚外露23扣为宜,管端的螺纹加工长度参见下表 4- 4所示:表4 - 4
9、管端的螺纹加工长度参见表訐公称直径螺纹外径螺纹豺长度M连按乍鵰级长曳urninmmiWI般连1#siun151/223. E613.89144512203/429 二 434.12165013. 525133. 2530.291855153211/441. 9.138.9530S5174011/247. S144.8522701950259. 6255,662475216621/275.19T2.23278523. 580387. 8384.983095251D04113110.0836106(一)、手工套螺纹手工套螺纹常用的工具有普通式铰扳和轻便式铰扳,管道工程施工中多选用普通式铰扳,轻便式
10、铰扳一般用于管道的维修等工作量较小的场合;1(帛* T圖左.阳标1T孑般板117at 勺一杯r 0m I 乾屮 f n图4-6 普通铰板及结构1、用普通式铰扳套螺纹:由于3in以上的大直径管子套螺纹劳动强度大,一般用机器套制,因此,常见的普通式铰扳是 2in的,它的结构如右图,通过更换扳牙,可分别套制1/2、3/4,1、1,1 、2六种规格的管螺纹,相应的扳牙规格有1/23/4、11 、1 2三组,每组扳牙有四块组成,将扳牙装入铰扳本体时必须按每个扳牙上所标的顺序号(14)对号入座(顺时针方向),否则将套丝乱扣或无法套丝;使用时须在手柄孔7上装接一根或两根长手柄。用普通式铰扳套螺纹的步骤:(1
11、)用毛刷清理干净铰扳本体,将与管子公称直径相对应的一组扳牙按顺序插入铰扳本体的扳牙室内,为保证套出合格的螺纹以及减轻切削力,套制时吃刀不宜过深,一般DN25mn以下的管子可一次套成,DN25以上的管子宜分23次套成,根据以上条件,参照固定盘上的刻度将活动标盘旋转至相应的位置并 固定;(2)将管子夹紧在合适的管子台虎钳上,管端伸出台虎钳约150mm注意管口不得有椭圆、斜口、毛刺及喇叭口等缺陷;(3)转动铰扳的后卡爪手柄使后卡爪张开至比管子外径稍大,把铰扳套入管子(后端先进),然后转动后卡爪手柄将铰扳固定在管子上,移动铰扳使扳牙有23扣夹在管子上,并压下扳牙开合把手;(4)套丝操作时,人面向管子台
12、虎钳两脚分开站在右侧,左手用力将铰扳压向管子,右手握住手柄顺时针扳动铰扳,当套出23扣丝后左手就不必加压,可双手同时扳动手柄;开始套螺纹时,动作要平稳,不可用力过猛,以免套出的螺纹与管子不同心而造成啃扣、偏扣,套制过程中要间断地向切削部位滴入机油,以使套出的螺纹较光滑以及减轻切削力;当套至接近规定的 长度时,边扳动手柄边缓慢地松开扳牙开合把手套出12扣螺纹,以使螺纹末端有合适的锥度;(5)转动铰扳的后卡爪手柄使后卡爪张开,取出铰扳,若是分次套制的,则重新调整扳牙并重复步骤25直至完全套好为止。2、用轻型铰扳套丝:在一套轻型铰扳中,有一个铰扳和若干个已装入不同规格扳牙的扳牙体,套丝时 根据管径选
13、取相应的一个可换扳牙体放入铰扳即可使用;由于这种铰扳体积较小,除了在工作台上套制 螺纹外,还可在已安装的管道系统中就地套螺纹;用轻型铰扳套螺纹的步骤:(1)将管子夹紧在合适的管子台虎钳上,管端伸出台虎钳约150mm注意管口不得有椭圆、斜口、毛刺及喇叭口等缺陷;(2)根据管径选取相应的一个可换扳牙体放入铰扳,将铰扳套进管子,拨动拨叉使铰扳能顺时针带着可换扳牙体转动;套丝操作时,人面向管子台虎钳两脚分开站在右侧,左手用力将铰扳压向管子,右手 握住手柄顺时针扳动铰扳,当套出23扣丝后左手就不必加压,可双手同时扳动手柄;开始套丝时,动作要平稳,不可用力过猛,以免套出的螺纹与管子不同心而造成啃扣、偏扣,
14、套制过程中要间断地向切 削部位滴入机油,以使套出的螺纹较光滑以及减轻切削力;当套至规定的长度时,拨动拨叉使铰扳逆时针带着可换扳牙体转动退出管子即可。若要在长度100mm左右的短管的两端套丝,由于如此短的管子夹持到管子台虎钳后,伸出的长度小于铰扳的厚度而无法套丝,为此,可先在一根较长的管子上套 好一端的螺纹,然后按所需的长度截下,再将其拧入带有管箍(直通)的另一根管子上即可夹紧在管子 台虎钳上进行套丝。(二)在电动套丝机上切断、 套丝1、机器的组成及操作时的安全注意事项(1)机器的组成:电动套丝机可进行管子的切断、套丝和扩口,图4-7是“ EMERSON牌RT-2型电动套丝机的结构图,需要说明的
15、是 不同厂 家、不同 规格的 机器在 结构和外 观上会 略有不 同,但主 要的功 能是一 样的。图4-8 装拆管子图4-7电动套丝机结构b、必须使用有接地的三芯电源插座和插头,现场电源与机器标牌上指明的电源一致;维修机器时应断 开电源;c、 每天开机前先检查油箱中的润滑油是否足够,并用油壶给机身上的两个油孔注入34滴机油以润滑 主轴; d 、严禁戴手套操作机器,头发长的操作者应戴上工作帽,操作时避免穿太宽松的衣服;e、不可在潮湿的环境或雨中作业;2、操作方法:(1 )管子的装夹和拆卸方法管子的装夹和拆卸方法如图4-8所示,在进行切断、扩口、套丝操作前,必须将管子先夹紧在套丝机上,操作完毕 再把
16、管子拆卸下来。a 、松开前后卡盘,从后卡盘一端将管子穿入(管子较短时也可从前卡盘穿入)使管子伸出适当的长度;b 、用右手抓住管子,使管子大约处于三个卡爪的中心,用左手朝身体方向转动捶击盘捶击直至将管子夹紧(也可在夹住管子后,换用右手转动捶击盘将管子夹紧 ),若管子较长还需旋紧后卡盘;c 、拆卸管子时,朝相反方向转动捶击盘和后夹盘。(2)切断方法(图4-9)a、若扳牙头、倒角器、割刀器不在闲置位置,则将它们扳起至空闲位置;b 、按前述方法将管子夹紧在卡盘上;c 、放下割刀器,用手拉动割刀器手柄使管子位于割刀与滚子之间,若割刀器开度太小,则转动割刀器手柄增大其开度;d 、转动滑架手轮移动割刀器,使
17、割刀刃对准需切断的位置,并转动割刀器手柄使割刀与管子接触;e 、启动机器,用双手同时转动割刀器手柄使割刀切入管子直至切断为止; 但转动割刀器手柄的力不能过猛,否则,将会造成割刀蹦刃和管子变形;完成切断后,反方向转动割刀器手柄增大其开度,并将割刀器扳至空闲位置,若无需进行其它操作,则关 闭机器,拆下管子。图4-9 管子的切断图4 10管端扩口操作(3)管端扩口操作方法:一般情况下管子切断后接着对管口进行倒角扩口(图 4-10 )。 a 、扳下倒角器至工作位置,将倒角杆推向管口,转动倒角杆手柄使其上的销子卡进槽内。b 、启动机器,转动滑架手轮将倒角器的刃口压向管口, 将管口内因切断时受挤压缩小的部
18、分切去并倒出一小角。c、完成倒角后,转动滑架手轮使倒角器的刃口离开管口,转动倒角杆手柄使其上的销子从槽内退出,同时拉出倒角杆,将倒角器扳起至空闲位置,接着进行套丝(或停机)。(4)套丝操作方法(图 4-11 )a、检查扳牙头上所装的扳牙及所调的位置是否与管子大小相符,丝长控制盘的刻度是否与管子大小相 对应,否则,先调整好;b 、放下扳牙头使滚子与仿形块接触;c、启动机器,转动滑架手轮将扳牙头压向管口直至扳牙头在管子上套出23扣螺纹后松手,此时机器自动套丝,当扳牙头的滚子超过仿形块时,扳牙头会自动落下而张开扳牙,结束套丝;d、停机,退回滑架直至整个扳牙头全部退出管子,然后一手拉出扳牙头锁紧销,一
19、手扳起扳牙头至空闲位置;图4 11套丝操作四、管道的螺纹连接(一)常用工具:管道螺纹连接时常用的工具是管钳(俗称水管钳)、链钳、活动扳手、呆扳手等,扳手适用于内接等带方头的管件及小规格阀门的连接。1、管钳管钳的规格是以钳头张口中心到钳把尾端的长度来标称的,选用管钳时可参照下表 4 5,若用大规格的管钳拧紧小口径的管子,虽然因钳把长而省力,但也容易因用力过大拧得过紧而胀破管件或阀门,反之,若 用小管钳去拧紧大管子则费力且不易拧紧,而且容易损坏管钳;由于钳口上的齿是斜向钳口的,因此, 拧紧和拧松操作时钳口的卡进方向是不同的,使用时卡进方向应与加力方向一致;为保证加力时钳口不 打滑,使用时可一手按住
20、钳头,另一手施力于钳把,扳转钳把时要平稳,不可用力过猛或用整个身体加 力于钳把,防止管钳滑脱伤人,特别是双手压钳把用力时更应注意。表45管钳选用参照表菅钳规格钳口菟度适用管子范围2002525030DN32030040EMI 6635045DN203245060DNS 2 5060075DN400900851025100DH0125图4 12 管钳2、链钳链钳主要运用于大口径管子的连接;当施工场地受限制用张开式管钳旋转不开时,如在地沟中操作或所安装的管子离墙面较近时也使用链钳;高空作业时采用链钳较安全和便于操作。链钳的使用方法是:把链条穿过管子并箍紧管子后卡在链钳另一侧上,转动手柄使管子转动即
21、可拧紧或 松开管子的连接。其规格及适用管径见表4 - 6:表4 - 6链钳规格表进钳规格适用管径350DN2532450DN32BO600DN50809001200S 4-13链钳DW100200图4 13 链钳(二)、常用填料螺纹连接的两连接面间一般要加填充材料,填充材料有两个作用,一是填充螺纹间的空隙以增加管螺纹接口的严密性,二是保护螺纹表面不被腐蚀;常用的填料及其用途参见下表47。表 47常用的填料及其用途参照表壇料种类适用介质聚四氟乙烯生料带(俗称水胶布)供水、煤气、圧缩空气、氧气、ZK,氨、其它腐蚀性常温介 质廉丝、麻丝也铅油供水、排水、压缩空气、蒸汽白铅油(铅丹粉拌干性油)供水、排
22、水、煤九压缩空气1氧化铅,甘油调和剂煤气 压缩空气、乙烘、氨一氧化铅、蒸谓水调和剂氧气一7(三)、连接步骤(1)缠绕(或涂抹)填料:连接前清除外螺纹管端上的污染物、铁屑等,根据输送的介质、施工成本选择合适的填料;当选用水胶布或麻丝时,应注意缠绕的方向必须与管子(或内 螺纹)的拧入方向相反(或人对着管口时顺时针方向),缠绕量要适中,过少起不了密封作用,过多则造成浪费,缠绕前在螺纹上涂上一层铅油可以较好地保护螺纹不锈蚀;(2)缠绕(或涂抹)填料后,先用手将管子(或管件、阀门等)拧入连接件中23圈,再用管钳等工具拧紧,如果是三通、弯头、直通之类的管件拧劲可稍大,但阀门等控制件拧劲不可过大,否则极易将其胀裂;连接好的部位一 般不要回退,否则容易引起渗漏。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
![新课标人教版九级化学单元复习[第四单元]](/Images/s.gif)