《转载机大修技术规格书》由会员分享,可在线阅读,更多相关《转载机大修技术规格书(3页珍藏版)》请在装配图网上搜索。
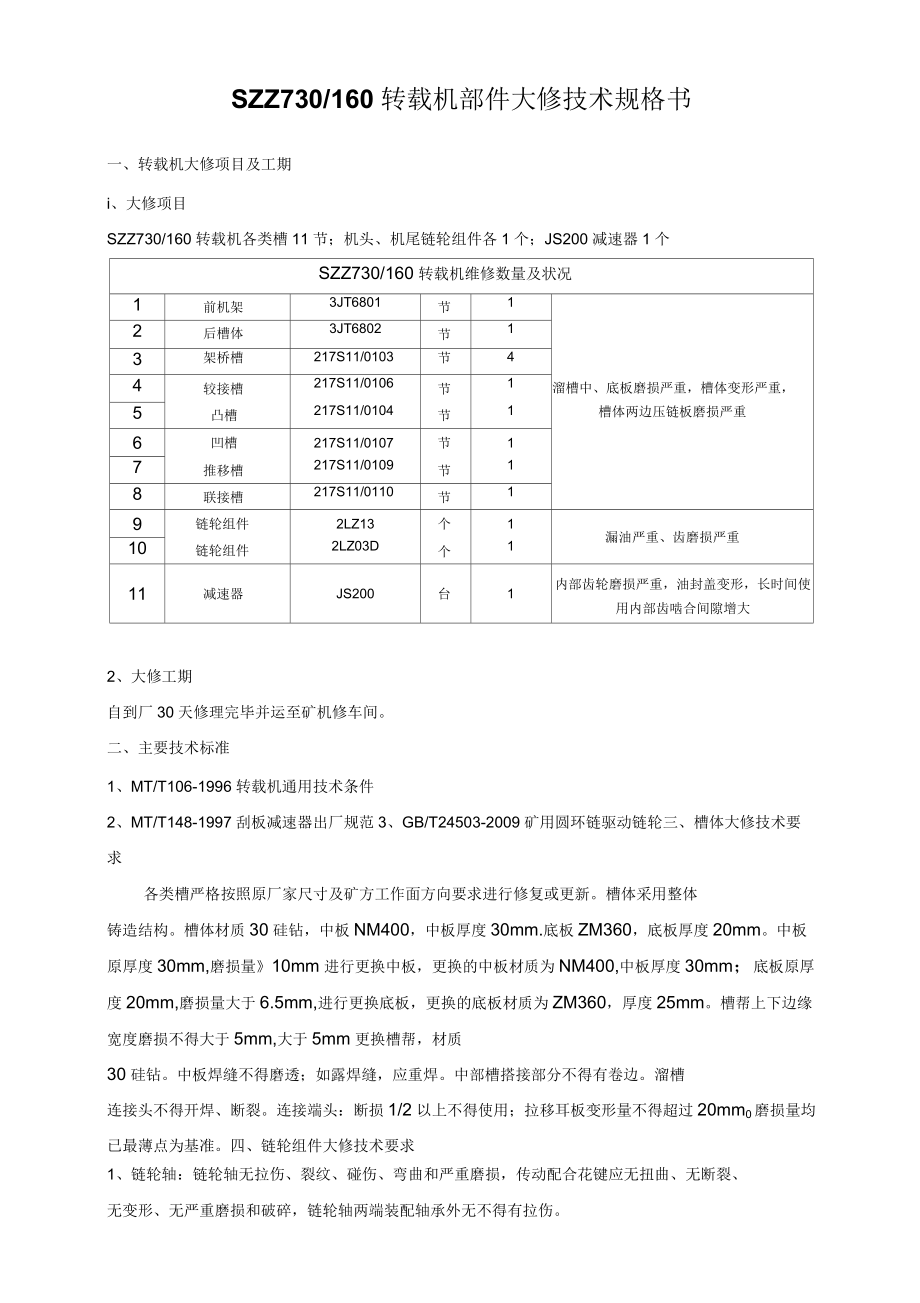
1、SZZ730/160转载机部件大修技术规格书一、转载机大修项目及工期i、大修项目SZZ730/160转载机各类槽11节;机头、机尾链轮组件各1个;JS200减速器1个SZZ730/160转载机维修数量及状况1前机架3JT6801节12后槽体3JT6802节13架桥槽217S11/0103节44较接槽217S11/0106节1溜槽中、底板磨损严重,槽体变形严重,5凸槽217S11/0104节1槽体两边压链板磨损严重6凹槽217S11/0107节17推移槽217S11/0109节18联接槽217S11/0110节19链轮组件2LZ13个1漏油严重、齿磨损严重10链轮组件2LZ03D个111减速器J
2、S200台1内部齿轮磨损严重,油封盖变形,长时间使用内部齿啮合间隙增大2、大修工期自到厂30天修理完毕并运至矿机修车间。二、主要技术标准1、MT/T106-1996转载机通用技术条件2、MT/T148-1997刮板减速器出厂规范3、GB/T24503-2009矿用圆环链驱动链轮三、槽体大修技术要求各类槽严格按照原厂家尺寸及矿方工作面方向要求进行修复或更新。槽体采用整体铸造结构。槽体材质30硅钻,中板NM400,中板厚度30mm.底板ZM360,底板厚度20mm。中板原厚度30mm,磨损量10mm进行更换中板,更换的中板材质为NM400,中板厚度30mm;底板原厚度20mm,磨损量大于6.5mm
3、,进行更换底板,更换的底板材质为ZM360,厚度25mm。槽帮上下边缘宽度磨损不得大于5mm,大于5mm更换槽帮,材质30硅钻。中板焊缝不得磨透;如露焊缝,应重焊。中部槽搭接部分不得有卷边。溜槽连接头不得开焊、断裂。连接端头:断损1/2以上不得使用;拉移耳板变形量不得超过20mm0磨损量均已最薄点为基准。四、链轮组件大修技术要求1、链轮轴:链轮轴无拉伤、裂纹、碰伤、弯曲和严重磨损,传动配合花键应无扭曲、无断裂、无变形、无严重磨损和破碎,链轮轴两端装配轴承外无不得有拉伤。2、链轮环:链轮齿不得有破碎现象,磨损不得太大,链轮内孔花键无破碎,裂纹和扭曲变形。3、连接螺栓:链轮上的各种螺栓无严重绣蚀、
4、无弯曲变形、无裂纹、无乱扣、无断牙。4、两端轴承:滚珠滚道无点蚀、拉伤、破损,保持架完好,转动必须灵活,轴承游隙及尺寸必须符合国标。5、密封:两端的各密封,不得老化变形,不得有断裂和破碎。6、链轮装配安装后,必须灵活可靠,无渗漏油,转动时无杂音。7、更换的链轮体及轴材质采用优质40CrNiMoA,并出具材质报告。8、更换的油封及密封采用进口件,并提供合格证。9、更换的轴承采用进口SKF轴承,并提供合格证。10、更换的螺栓采用12.9级高强度螺栓。11、维修后链轮组件必须按照原厂标准进行试验和验收,并出具试验报告。12、链轮油箱内加注GB3141中负荷N320工业齿轮油,注油量为链轮空间的3/4
5、。外花键沿齿高方向涂抹一圈锂基润滑脂。13、维修后的链轮组件保修期为六个月,保修期内因维修质量及材质原因造成链轮组件损坏,维修厂家负责免费维修。14、建立详细的维修记录,并在链轮组件上进行编号,订制修理铭牌。五、减速器大修技术要求1、轮齿部要求按原厂标准进行修理或更换,以确保大修质量和使用效果。(齿面硬度55-61HRC,制造精度6级)2、轴承位测量需精确,确保轴承安装正常,轴承采用SKF轴承。3、装配时要求各连接部位配合紧密轴头端盖密封良好,不得有渗油。4、齿轮与轴配合牢固,运转平稳,无旋转摩擦,无冲击,无异常振动和噪声。5、如需拆卸其他部件,应按设备标准进行恢复,达到外形美观和符合原工艺要
6、求。6、如有部件在拆卸过程中不慎损坏,应进行修复或更换,达到原设计标准。7、完工后,空载运转3小时以上整机运转平稳无冲击,无异常振动和噪声,轴承温升不超过40度,减速器油温小于35度,各转动和接口部位不得漏油。8、出厂前做防腐处理,现喷防锈漆后喷与大修前后一致的油漆,订制大修铭牌,做好大修记录和检测试验报告。六、双方责任及义务1、此次报价为转载机大修一次最终报价(含增值税),矿方不再另外承担任何费用。2、转载机出矿及回矿前双方应确定数量并留有记录,丢失配件由责任方负责。3、修理方应保证本次维修工作的质量和工期。七、质量保证及验收1、维修厂家负责转载机的运输,保证本次维修工作的质量和工期。2、提供出厂检测、检验资料、大修合格证,并随转载机交验。3、严格按照相关行业标准,大修质量保证体系运行,确保大修后正常使用寿命,如因质量问题造成事故,责任由维修厂家承担。4、转载机大修质量保证期为交付使用一年,质保期内出现质量问题,由厂家负责免费处理或更换。5、修理期间矿方派相关人员进行全过程质量监督,维修厂家要全力配合矿方监修人员的工作。6、验收标准按MT/T106-1996转载机通用技术条件,MT/T148-1997刮板减速器出厂规范,GB/T24503-2009矿用圆环链驱动链轮及相关煤矿综采设备维修标准进行验收。7、转载机在矿方地点发出和送回到矿方使用地点时修理方负责装卸。
 转载机大修技术规格书
转载机大修技术规格书