《塑料模型设计》由会员分享,可在线阅读,更多相关《塑料模型设计(4页珍藏版)》请在装配图网上搜索。
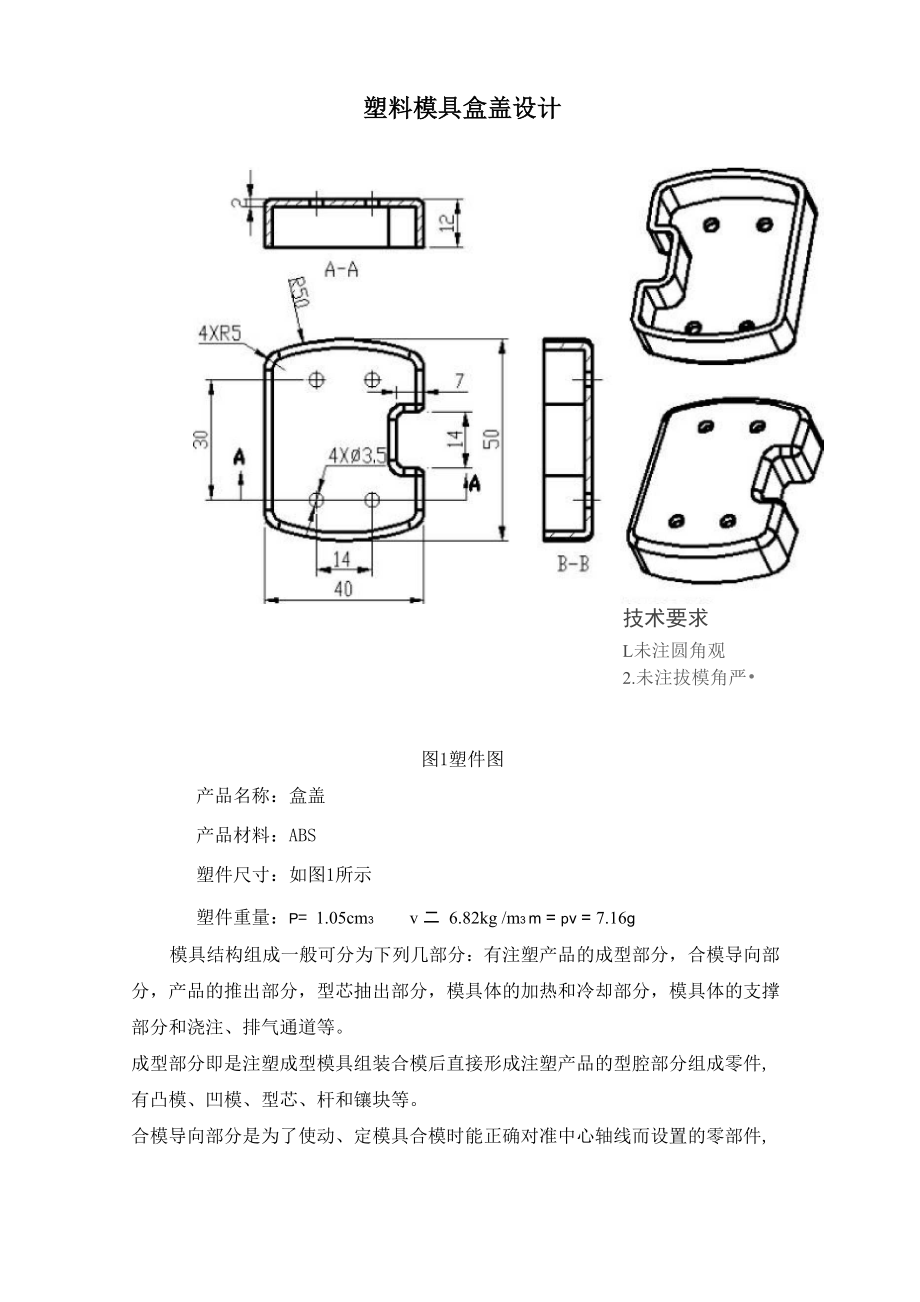
1、塑料模具盒盖设计技术要求L未注圆角观2.未注拔模角严图1塑件图产品名称:盒盖产品材料:ABS塑件尺寸:如图1所示塑件重量:P= 1.05cm3v 二 6.82kg /m3 m = pv = 7.16g模具结构组成一般可分为下列几部分:有注塑产品的成型部分,合模导向部 分,产品的推出部分,型芯抽出部分,模具体的加热和冷却部分,模具体的支撑 部分和浇注、排气通道等。成型部分即是注塑成型模具组装合模后直接形成注塑产品的型腔部分组成零件, 有凸模、凹模、型芯、杆和镶块等。合模导向部分是为了使动、定模具合模时能正确对准中心轴线而设置的零部件, 有导柱、导向孔套或斜面锥形件等。注塑产品推出部分 是把成型的
2、注塑产品从注塑成型模具腔中推出用的零部件,有 顶出杆、固定板、推板和垫块等。型芯抽出部分 注射成型带有凹坑或侧孔的注塑产品脱模时,先抽出凹坑、侧孔成 型用的型芯机构零件,如经常应用的斜导柱、斜滑块和弯销等抽芯机构。模具体的加热和冷却部分 是指适应注塑产品注塑成型工艺温度的控制系统,如电 阻加热板、棒及其电控元件;冷却部分用循环冷却水管等。注塑成型模具体支撑部分是指为了模具体能正常工作的辅助零件,如动、定模垫 板、定位圈、吊环和各种紧固螺钉等。浇铸融料道 是指能把经喷嘴注入的熔融料引向成型模具空腔的流道,通常可分为 主流道、分流道、衬套口 (浇道)和冷料槽等几部分。排气孔是指能使模具腔内空气排出
3、的部分。一般小型注塑产品可不用专设排气 孔,型腔内空气可从各配合件的间隙中排出;对于大型注塑产品用注塑成型模具, 则一定要设置排气孔。分型面的选择:一般来说,分型面的总体选择原则是,保证塑件质量,便于 制件脱模、简化模具结构。具体包括如下内容。(1)分型面应设在塑件截面尺寸最 大的部位,便于脱模。(2)有利于保证塑件尺寸精度。(3)有利于保证塑件的外观 质量。在光滑平整表面或圆弧曲面上应尽量避免选择分型面。(4)尽可能满足制 品的使用要求。注射成型过程中,脱模斜度、飞边、顶出痕迹及浇口痕迹等工艺 缺陷是难免的。选择分型面时,应尽量避免工艺缺陷对制件的使用功能造成影响。 (5)应尽量减小塑件在垂
4、直于开合模方向(铅垂方向)上的投影面积,以减小所需 锁模力。(6)开模时尽可能是塑件留在动模一侧。(7)有利于简化模具结构。考虑 制品在型腔中的方位时,应尽可能避免侧向分型抽芯。考虑侧向抽拔距与侧向 锁紧力。对机动式侧向分型抽芯机构,当制品在相互垂直的两个方向都需设置型 芯时,应将较短的型芯置于侧抽芯方向,将长型芯置于开模方向,以减小抽拔距。(9)有利于排气。当分型面上开设排气槽式,应将分型面设计在熔体料流的末端。(10)分型面位置选择应有利于模具加工。浇注系统的设计应注意:1适应塑料的成形性能,保证塑料熔体流动平稳2流道尽量短,流道尽量减少弯折、表面光滑3流道表壁的粗糙度要低,为Ra1.6R
5、a0.8微米4. 排气良好5. 防止型芯变形和嵌件位移6浇口位置适当,凝料去除方便,切除浇口凝料时应不影响塑件制品外观7. 浇注系统设计要结合型腔布局,合理设计冷料穴8. 校核流动距离比和流动面积比按浇口的特征可分:非限制性浇口(直接浇口、主流道浇口)限制性浇口(点 浇口、潜伏浇口、侧浇口、扇形浇口等)按位置:中心浇口、边缘浇口。按形状: 扇形、环形、盘形、轮辐式、薄片式、点浇口。按特殊性:潜伏式、护耳式。按 浇口宽度大小:窄浇口和宽浇口该塑料模具采用点浇口成型,因为点浇口的截面小,塑件剪切速率高,开模时浇口可自动拉断,适用于盒形及壳体类塑件。模具的顶出机构分为:1.推块顶出机构。平板状带凸缘
6、的塑件,如用推板顶出会 粘附模具时,则应使用推顶出机构。2.利用成型零件顶出机构。有些塑件由于结 构形状和所用塑料关系,不宜采用顶杆,顶管,推板,推块等顶出机构,此时可 采用成型镶件或凹模带出塑件。3.多组件综合顶出机构。它是指将前面所讲的几 种顶出机构综合起来实现顶出的目的。常用的有顶杆加顶板,顶管加顶板4.气 压脱出机构。使用气压脱模要设置压缩空气通路和气门,加工较简单,适用于轻 的,薄的软性塑料脱模。5.斜滑块脱出机构。当塑件上具有与开模方向不同的内 外侧孔或侧凹等阻碍塑件直接脱模时,必须采用斜滑块脱模机构。6弯销分型与 抽芯机构其原理和斜导柱抽芯机构一样,所不同的是在结构上以矩形断面的
7、弯销 代替了斜导柱.本模具采用的是侧向抽芯机构;优点是其原理和斜导柱抽芯机构一样,所不同的是在结构上以矩形断面的弯销代替了斜导柱它的优点是斜角可以做大一些 模具冷却需要注意以下几点:1、模具冷却系统的管件太长更佳的效果。热平衡的调节最为经常地在冷却通道布置,模温控制,和 传送泵和冷却装置中完成的。系统中过度的压力损失带来了其它的问题。2、冷却时间缩短的首要之事如下所述:(1) 高出10C的模壁温会使冷却时间增加2%.(2) 正确的冷却可提高效率达20-40%。3、当浇口系统引起制件填充不均匀,并造成制件的内压时,流变的调节就变 得有必要了。除了热学条件以外,填充效果也对质量和周期时间起着决定性 作用。
 塑料模型设计
塑料模型设计