 第三章加气混凝土砌块生产技术方案
第三章加气混凝土砌块生产技术方案

《第三章加气混凝土砌块生产技术方案》由会员分享,可在线阅读,更多相关《第三章加气混凝土砌块生产技术方案(14页珍藏版)》请在装配图网上搜索。
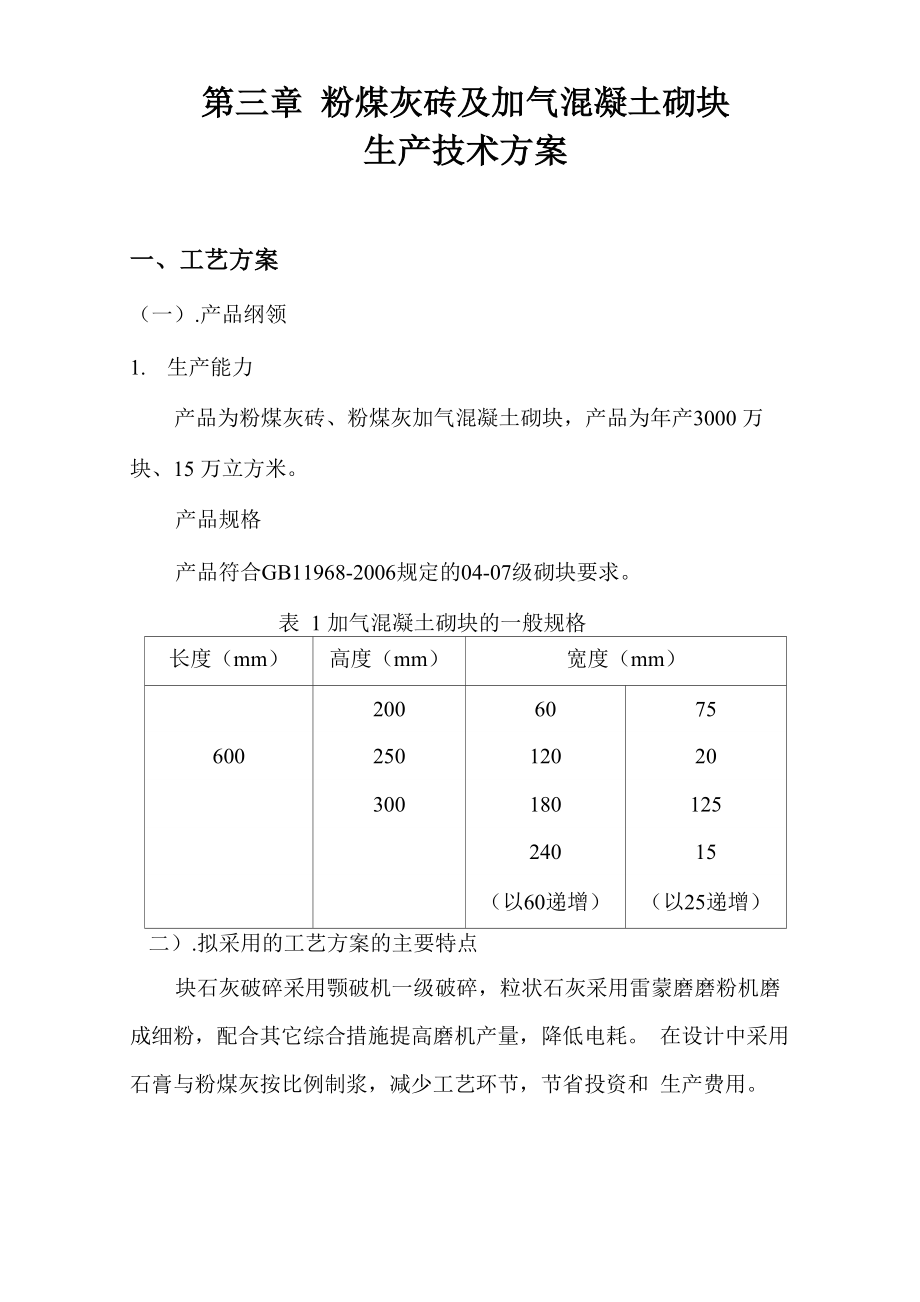
1、第三章 粉煤灰砖及加气混凝土砌块生产技术方案一、工艺方案(一).产品纲领1. 生产能力产品为粉煤灰砖、粉煤灰加气混凝土砌块,产品为年产3000 万块、15 万立方米。产品规格产品符合GB11968-2006规定的04-07级砌块要求。表 1 加气混凝土砌块的一般规格长度(mm)高度(mm)宽度(mm)20060756002501202030018012524015(以60递增)(以25递增)二).拟采用的工艺方案的主要特点块石灰破碎采用颚破机一级破碎,粒状石灰采用雷蒙磨磨粉机磨 成细粉,配合其它综合措施提高磨机产量,降低电耗。 在设计中采用石膏与粉煤灰按比例制浆,减少工艺环节,节省投资和 生产
2、费用。水泥可根据当地条件,采用散装水泥,以改善工作环境,减少粉 尘污染。料浆、粉料及配料用水的计量采用电子计量称(或电子计量表),配 料、浇注由总控制室集中控制,整条生产线采用集中控制和分散控制 相结合。浇注方式采用定点浇注。切割机采用国产翻转式加气混凝土切割机,最大切割尺寸4.2X 1.2X0.6m。使用该切割机组所建成的生产线达到当前国产设备(同 等规模)的先进水平。蒸压釜采用双端釜,便于灵活进行生产组织,减少坯体的进出釜 时间,最大限度地利用蒸压釜的生产能力。(三).生产工艺流程简述1. 原材料储存及处理( 1).粉煤灰、石膏采用粉煤灰与石膏混合制浆的工艺。生产时,粉煤灰和石膏按一 定配
3、比加入打浆池,制成混合浆料。在制浆加水时,定量加水,制成 浓度合适的浆料。再由渣浆泵泵入料浆储罐内备用。( 2)生石灰块状生石灰用自卸卡车运入厂,卸入石灰原料堆棚内堆放。块石 灰经复摆式颚式破碎机破碎后由斗式提升机送入石灰库中。粉磨前, 石灰由库底喂料机給入密闭式输送机送入雷蒙磨机内进行粉磨。磨细 后的石灰粉料由磨机出料口送至斗式提升机,由斗式提升机送至石灰 粉料仓中备用。(3)水泥采用散装水泥。散装水泥由散装水泥车运入厂内,直接泵入水泥 粉料仓内备用。(4).铝粉 由外地购入桶装铝粉,存放于铝粉库内。使用时由人工计量后投 入铝粉搅拌机内拌成5%的悬浮液备用。(5).边角料、废浆切割线切割下来
4、的边角料落入底部斜槽,经水冲洗至切割机底部 废浆池内,不断搅拌使废浆达到一定浓度后,再由废浆池中的渣浆泵 泵入配料工段的废浆储罐中备用。2. 配料、搅拌、浇注石灰、水泥、由仓底单螺管给料机送入电子粉料计量称内,经累 计计量后由计量秤的卸料装置卸到浇注搅拌机内。粉煤灰浆由料浆储罐下的阀门打开后放入打浆池中再泵入料浆 电子计量称内进行累计计量,当料浆重量达到配料要求是,由自动系 统关闭主管放料阀,停止放料。计量好的料浆按指令放入浇注搅拌机 内。铝粉由人工计量,倒入铝粉搅拌机内制成悬浮液,每模配制一次, 搅拌好的悬浮液直接放入浇注搅拌机内。料浆在浇注前温度应达到工艺要求。如温度不够可通蒸汽加热。 浇
5、注时,模具通过摆渡车运送至浇注搅拌机下就位,浇注搅拌机放料浇注。3. 切割、编组 静停初养达到切割强度后,由切割线翻转车(10 吨)上的翻转 吊具吊运翻转至切割机固定支座上,脱模使坯体倒立。切割装置行走 进行纵切和横切,完成切割。切割好的坯体联通侧板由釜前装载车(10 吨)上的半成品吊具 吊运至釜前蒸养小车上,每车堆放两模,堆放好的蒸养小车由慢动卷扬机牵引在釜前轨道上进行编组,每条釜前轨道编放六辆蒸养小车。类别生产工段周别班别备注生产 车间原材料处理工段不连续周2配料浇注工段不连续周2静停初养工段不连续周2切割编组工段不连续周2蒸养工段连续周3成品出釜工段不连续周2辅助 生产 车间配电连续周2
6、配汽连续周3空压机房不连续周2机修不连续周2化验室不连续周24.蒸压及成品编组好的坯体由慢动卷扬机拉入釜内进行蒸压养护,恒压蒸养时间8小时左右,蒸汽压力1.3Mpa,温度190度左右。制品经蒸压养护后由慢动卷扬机拉出釜,再由出釜吊具吊运成品 至运输车上,直接出厂或至堆场存放。5.底(侧)板返回、组模涂油成品吊运完后,蒸养小车上的底(侧)板连同小车经由成品吊具 吊运至小车回车线上,小车经回车线回至切割机一侧,吊具将底(侧)板吊运,同时吊运模框与底(侧)板组模并返回将模具放至模具回车道上,进行清理涂油,然后再进行循环浇注。(四).生产工段及工作制度全年生产天数:300 天,每班有效工作时间:10
7、小时。(五).劳动定员劳动定员表序号工段及岗位名称班次班次轮休 替补合计1231原材料加工处理工段4上料工2112磨机工21122配料浇注工段6配料工2112浇注工2112涂油工21123静停初养工段2静停管理工21124切割编组工段8天车工2112切割工2112组模工2112编组工21125蒸压养护工段3配汽工311136成品出釜工段8天车工2112出釜工2112成品搬运工22247生产辅助工段6机修工2112由工2112化验员21128锅炉房3111139销售人员12210厂部管理人员(包括财务人员)13311总计2419245六).主要技术参数1.基本配合比 粉煤灰:石灰:水泥:石膏=6
8、9:20:8:3; 铝粉约占干物料总量的 0.08%;水料比:0.6 至 0.65。 注:具体参数还须根据原材料的实际情况进行调整。2. 料浆搅拌浇注周期搅拌浇注工作周期:6 至 8分钟。3. 坯体静停静停时间:2至3 小时;静停温度:40 摄氏度左右;坯体静停后强度:0.3 至 0.5Mpa。4.坯体切割周期6 至8 分钟。5. 蒸压制度抽真空:0 至-0.06 Mpa0.5 小时升压:-0.06 Mpa 至 1.3 Mpa 1.25 小时恒压:1.3 Mpa (温度183)7.0小时降压:1.3 Mpa至01.25小时合计: 10 小时单位制品耗汽量: 15 公斤/立方米(单位制品耗煤量
9、0.8 公斤/立 方米)。(七) .物料平衡表 年产15万立方米粉煤灰加气混凝土砌块物料平衡表序号物料 名称单位每立 方米 用量每模用量班用量(7h)日用量(2班)年用量(300天)1制成品立力 米272.16544.321632962合格品立力 米258.552517.104155131.23粉煤灰(干)吨0.37521.135102.15204.3612904灰浆吨0.59881.811162.99325.98977945生石灰吨0.11970.36232.5865.16195486水泥吨0.0570.17215.4830.9692887石膏吨0.01710.0524.689.362808
10、8废料浆吨0.0780.23621.2442.48127449铝粉膏公斤0.4501.361122.49244.987349410配料用水吨0.3361.01691.44182.885486411锅炉用水吨28842520012其他用水吨22660013废机油公斤0.3000.90781.63163.264897814蒸汽吨0.1500.45440.8681.722451615煤吨0.00130.003510.330.66200八)材料及成品的贮存序号物料名称储存形式储存时间(天)1粉煤灰堆场储存(3000)162块状石灰堆棚储存(100)1 (卸料过度区间)3粒状石灰储库储存(240)44石
11、灰粉料料仓储存(45)0.755水泥粉料料仓储存(45)1.56石膏堆场储存(200)127成品堆场储存(15000)35二、总图运输1.方案布置依据(1).根据建设单位提供的用地平面图。(2).根据建设单位提供的相关工艺条件(3).根据总图设计的一般规范要求。2.总平面布置 拟建粉煤灰加气混凝土砌块厂的平面布置是按工艺要求和总平 面布置的一般原则,结合地形等特点,在满足生产及运输的条件下, 尽量节约土地,力求布置紧凑,以便扩大堆场面积,提高场地利用系 数。扩建加气混凝土砌块项目在总图布局上,重点规划生产区、生活 行政区。在满足生产工艺、安全防火、卫生采光等要求前提下,适当划分 厂区。各区既有
12、明确分区,又保持一定联系。将扬尘、废水、废料、 噪音等污染源影响限制在局部,并在局部合理解决。扩建加气混凝土砌块项目将原材料处理集中在一个区域,该区域 也是汽车运输水泥、石灰、粉煤灰等原材料的出路口。生产区设实验室和铝粉库房(包括易损件库房)。主车间与原材 料处理区域分离,使操作人员有一较为安静的环境。扩建加气混凝土砌块项目厂区内设有环形车道,可作消防防火通 道和货物运输通道。3.加气混凝土生产线建筑物面积估算序号建(构)筑物名称建筑面积(平方米)1配料间1262静停预养间2883切割车间3364码架编组及成品出釜间17685制浆房966块石灰堆棚1007干磨机房908配汽间1009成品堆场5
13、000合计2904 (不含成品堆场)4.厂区给排水(1).给水 本项目方案采用一个给水系统。本单位有自备水井,生活、配料 消防、废浆给水等均从给水管网接管引入。(2).排水 生活污水排入厂区污水管道。 生产污水全部循环利用,厂区雨水排入厂区雨水管道。总体排水采用明沟与暗沟相结合的有组织排水方式。5.厂区供电、供热(1).供电 由原有变电室引线至配电间。(2).供热 生产用汽和生活采暖由一台4 吨锅炉供气,管道接至配汽间。6. 交通运输名称单位年运量运输工具备注合格成品立方米155131汽车运出粉煤灰吨61290汽车运入石灰吨19548汽车运入水泥吨9288汽车运入石膏吨2808汽车运入煤吨12
14、0汽车运入铝粉膏及废机油等吨122汽车运入注:(1)粉煤灰按 20%含水率计算2)成品按 600 公斤/立方米计算年最大运输量。3)产品废品率按 5%计算。(4)年产15 万立方米加气混凝土砌块项目年货物运输量约18.6 万吨,其中运入约9.3 万吨,运出约9.3 万吨。7. 厂内道路及成品堆场面积结构(1).主要道路宽6 米。砼路面。(2).车间引道为砼路面。(3).成品堆场为碎石夯实或用混凝土找平加固。三、建筑结构1. 建筑结构方案建筑工程方案是根据加气混凝土砌块生产工艺及工厂生产实际 对建筑物的要求而定的。工厂建筑在本着适用、经济的前提下,力求 明快新颖,风格统一。结构选型和建筑构造上尽
15、量做到因地制宜,技 术先进。建筑材料在选用时结合实际情况,应用新型建筑材料。在结构选型上采用标准化构件,减少结构类型,增加构件的通用 性,在构件制作上工厂化生产与现场制作相结合,在建筑构造上力求 简单、合理、技术可靠,以提高装配化程度,加快施工进度。根据工艺专业和环境保护要求,本方案所有建筑对采光、通风、 日照无特殊要求,只要能够满足规范规定即可。建筑安全等级为二级,耐火等级为二级,生产的火灾危险性为丁 (戊)类,抗震设防烈度及主导风向按国家有关规范和水文气象等条 件设计。配料楼为钢筋混凝土框架结构;主车间单层厂房采用钢结构;其他辅房及单层建筑采用砖混结构。2.建筑物组成序号建(构)筑物名称结
16、构形式备注1配料楼框架2静停预养间砖混3切割车间钢结构4码架编组间钢结构5制浆房钢结构6块石灰堆棚钢结构7干磨机房钢结构8配电间砖混9配汽间砖混10车间辅房砖混11石灰库钢砼12成品堆场地表为碎石夯实或混凝土找平四、给水排水1.给水系统 本项目方案采用生活生产消防给水系统。本单位有自备水 井,生活、配料、消防、废浆给水等均从给水管网接管引入,引水总 管管径 DN100mm。(1).生活用水: 用水量:最高时用水量每小时2 吨。(2).加气生产线生产用水: 根据工艺专业提出的设计要求,生产线主要用水点为:a. 配料楼底层地面冲洗用水,使用自来水;b. 粉煤灰制浆用水,使用自来水;c. 浇注搅拌机
17、、料浆计量秤、料浆贮罐冲洗用水,使用自来水;d. 铝粉搅拌机制浆用水,使用自来水;e. 真空泵冷却用水,使用自来水;f. 主车间切割机下废浆及配料楼底层废浆池用水,使用自来水, 用水量 0.2 吨/分钟;(3) .消防用水量按建筑设计防火规范(GBJ16-87),本工程建筑物耐火等级为二级,生产的火灾危险性为为丁(戊)类,故建筑物内外不设消防系统 ( 4 ) . 锅炉房用水:每小时用水量 4.0 吨。(5) .给水管管材DN大于等于75采用给水铸铁管石棉水泥接口,DN 小于等于 50 采用镀锌钢管上扣连接。(6) .水表中按国标S145施工。室内卫生设备按国标90S342施 工。2. 排水系统
18、( 1) .生活污水:厂区设置化粪池处置生活污水,处置后的水排 入厂区污水管道。(2) .生活废水:生产过程中产生的废浆、废水均汇入切割机下 废浆搅拌池,然后用泵打入废浆罐作制浆用水。( 3) .雨水:由雨水排水管道排出。蒸汽及压缩空气系统( 1 ) . 蒸汽系统:本项目方案所用蒸汽锅炉由锅炉房接管引入配汽间,经配汽后分两路,一路减压后送至静停预养室,另一路则通过配汽间内其他分气缸送入蒸压釜。根据生产工艺要求,蒸压养护制度采用抽真空,升温、恒温、排 汽四个过程。因此在配汽间设置真空泵,为了利于环境保护和方 便操作,蒸压釜排汽采用集中至配汽间后集中排汽,以减少排汽 点。配汽间至蒸压釜之间进汽管道
19、及排汽管道均架空敷设,静停预养 室采用排管散热器。蒸汽系统均采用手动阀门控制,平均用汽量合计3.0 吨/小时。(2).压缩空气系统 根据工艺专业提出的要求,本项目方案用气点为各干料贮仓下料 口助卸用气和气动阀门用气。总用气量约 3.0 立方米/分钟,压力0.6-0.7Mpa,选用一台活塞式空气压缩机。五、电器与控制1.变电所容量要求根据加气混凝土砌块生产线和实验室设施用电负荷计算,以及工 厂发展情况,本方案用电负荷为 200KVA。2.配电设计根据工艺设备布置,该方案生产线用电设备主要集中在原材料处 理及配料楼部分。因此该生产线配电间设在配料楼底层。该生产线用电电源采用 380/220V 三相
20、四线集中性点直接接地的 电源。电源由郭店变电所经郭全线引至配电间。为了加强加气混 凝土砌块工艺生产线内部经济独立核算,须在配电间进线柜内进行电度计量。照明电源由配电间的配电柜引至各照明配电箱。3. 加气混凝土砌块生产线工艺设备生产过程控制设计 生产线上用电设备的控制是根据工艺要求进行的,主要采用集中 控制和分散控制相结合的形式。原材料处理工段物料输送及给料设备实现电气联锁。按逆物料输 送方向开机,按顺物料方向停机。石灰、水泥、石膏储仓设备进行料位上、下限位检测。石灰、水泥、石膏、灰浆料配料计量均采用电子秤进行计量。 配料楼给料、计量、搅拌浇注由配料楼底层总控制室进行集中控 制。切割机等设备则由现场分散控制。4. 防雷接地 该方案建筑物属于三类建筑物防雷,其防雷装置采用避雷带防雷 沿配料楼屋顶安装避雷带。本方案建筑物设多处引下线,引下线与接地极连接
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 卡通可爱绿色小学生家长会模板课件
- 卡通可爱老师教育教学模板课件
- 卡通可爱幼儿园大班家长会模板课件
- 卡通夏日暑假班会家长会模板课件
- 卡通可爱创意爱情告白求婚婚礼婚庆策划方案模板课件
- 卡通可爱军人动态模板通用模板课件
- 卡通可爱五一劳动最光荣主题班会模板课件
- 卡通可爱小学生常用急救知识模板课件
- 卡通动画小乌龟Franklin_02_02【声音字幕同步】课件
- 卡通儿童预防冬季流感科普宣传模板课件
- 卡通动漫动物人物绘制课件
- 卡通可爱儿童节主题活动策划方案模板课件
- 卡通儿童珍爱生命防溺水主题班会模板课件
- 卡通动漫教育教学课程设计教师说课模板课件
- 身体工作动态静心资料来源Osho的静心与健康若欲详解敬请课件
