 埋弧焊工艺应用
埋弧焊工艺应用

《埋弧焊工艺应用》由会员分享,可在线阅读,更多相关《埋弧焊工艺应用(6页珍藏版)》请在装配图网上搜索。
1、埋弧焊工艺应用【摘要】通过对埋弧焊原理及结构分析,合理选择焊接参数包括焊接电流、焊接电压、焊接速度、焊丝直径,同时要有合理的施焊工艺方法,从而达到生产率高、焊接质量好、劳动条件好的目的。【关键词】埋弧焊 焊接参数 焊缝前言 埋弧焊是焊接生产中应用最广泛的工艺方法之一。由于焊接熔深大、生产效率高、机械化程度高,因而特别适用于中厚板长焊缝的焊接。在造船、锅炉与压力容器、起重机械、工程机械等制造中都是主要的焊接生产手段。因而正确掌握其焊接工艺很重要,对有效保证焊接质量,达到良好的焊接成形效果是非常有利的。随着焊接冶金技术和焊接材料生产的发展,埋弧焊所能焊接的材料已从碳素结构钢发展到低合金结构钢、不锈
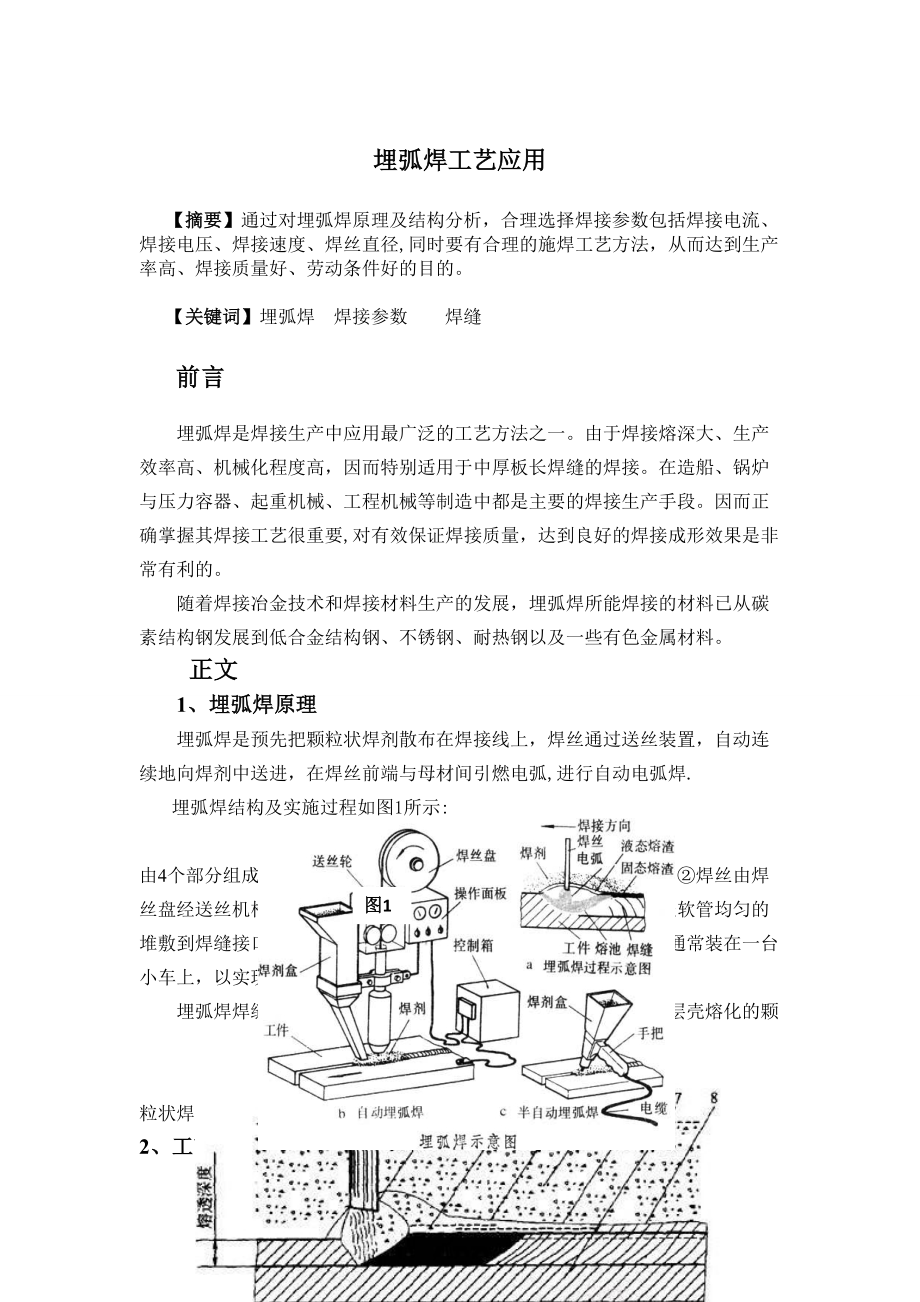
2、钢、耐热钢以及一些有色金属材料。正文1、埋弧焊原理埋弧焊是预先把颗粒状焊剂散布在焊接线上,焊丝通过送丝装置,自动连续地向焊剂中送进,在焊丝前端与母材间引燃电弧,进行自动电弧焊.埋弧焊结构及实施过程如图1所示:图1由4个部分组成:焊接电源接在导电嘴和弓箭之间用来产生电弧;焊丝由焊丝盘经送丝机构和导电嘴送入焊接区;颗粒状焊剂由焊剂漏斗经软管均匀的堆敷到焊缝接口区;焊丝及送丝机构、焊剂漏斗和焊接控制盘等通常装在一台小车上,以实现焊接电弧的移动。埋弧焊焊缝形成过程如图,埋弧焊时,连续送进的焊丝在一层壳熔化的颗图2粒状焊剂覆盖下引燃电弧。2、工艺参数埋弧焊主要应用于平焊位置焊接。21 焊接工艺参数的影响
3、2。 焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图所示),无论是 Y 形坡口还是 I 形坡口,正常焊接条件下,熔深与焊接电流变化成正比,即电流增加,熔深增加。图焊接电流与熔深的关系(4。8m)焊接电流对焊缝断面形状的影响,如图2所示。电流小,熔深浅,余高和宽度不足;电流过大,熔深大,余高过大,易产生高温裂纹。图 焊接电流对焊缝断面形状的影响a)I形接头 )Y形接头2。1.2电弧电压 电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不同,电弧空间电场强度不同,则电弧长度不同。如果其他条件不变,改变电弧电压对焊缝形状的影响如图3所示。电弧电压低,熔深大,焊缝宽
4、度窄,易产生热裂纹:电弧电压高时,焊缝宽度增加,余高不够.埋弧焊时,电弧电压是依据焊接电流调整的,即一定焊接电流要保持一定的弧长才可能保证焊接电弧的稳定燃烧,所以电弧电压的变化范围是有限的.图3电弧电压对焊缝断面形状的影响a)I形接头 )形接头2。1。 焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图 4 所示。焊接速度对焊缝断面形状的影响,如图5 所示。焊接速度过小,熔化金属量多,焊缝成形差:焊接速度较大时,熔化金属量不足,容易产生咬边。实际焊接时,为了提高生产率,在增加焊接速度
5、的同时必须加大电弧功率,才能保证焊缝质量.图 焊接速度对焊缝形成的影响 图焊接速度对焊缝断面形状的影响熔深熔宽 a)I形接头 b)形接头2.。4 焊丝直径焊接电流、电弧电压、焊接速度一定时,焊丝直径不同,焊缝形状会发生变化。表 所示的电流密度对焊缝形状尺寸的影响,从表中可见,其他条件不变,熔深与焊丝直径成反比关系,但这种关系随电流密度的增加而减弱,这是由于随着电流密度的增加,熔池熔化金属量不断增加,熔融金属后排困难,熔深增加较慢,并随着熔化金属量的增加,余高增加焊缝成形变差,所以埋弧焊时增加焊接电流的同时要增加电弧电压, 以保证焊缝成形质量。 表 1 电流密度对焊缝形状尺寸的影响 (U=3-3
6、2V,w =3cmi)项目焊接电流/A700750100110010140焊丝直径655465平均电流密度m22636588584868熔深m78515。516。51。519熔宽B/H.1。72.521。31.51。3、埋弧焊部分施焊工艺。1 焊前准备3。1.1 坡口设计及加工 依据单丝埋弧焊使用电流范围,当板厚小于14mm ,可以不开坡口,装配时留有一定间隙:板厚为42m,一般开V形坡口;板厚22 -50m时开 X 形坡口。对于锅炉汽包等压力容器通常采用形或双U形坡口,以确保底层熔透和消除夹渣。31。 装配点固 埋弧焊要求接头间隙均匀无错边,装配时需根据不同板厚进行定间距、定位焊,如表所示。
7、另外直缝接头两端尚需加引弧板和熄弧板,以减少引弧和引出时产生缺陷。 表2 埋弧焊装配标准板厚 tmm焊缝长度 /mm定位长度 /m00 50050 7020 5070 01焊前清理坡口内水锈、夹杂铁末,点焊后放置时间较长而受潮氧化等焊接时容易产生气孔,焊前需提高工件温度或用喷砂等方法进行处理.3。对接接头单面焊对接接头埋弧焊时,工件可以开坡口或不开坡口。开坡口不仅为了保证熔深,而且有时还为了达到其他的工艺目的。在不开坡口的情况下,埋弧焊可以一次焊透2mm以下的工件,但要求预留6mm的间隙,否则厚度超过146mm的板料必须开坡口才能用单面焊一次焊透。3.对接接头双面焊 一般工件厚度从10 40m
8、m的对接接头,通常采用双面焊。接头形式根据钢种、接头性能要求的不同,可采用图 所示的 形、 形、 形坡口.图 不同板厚的接头形式)形坡口对接焊 )形坡口对接焊c)形坡口对接焊这种方法对焊接工艺参数的波动和工件装配质量都不敏感,其焊接技术关键是保证第一面焊的熔深和熔池的不流溢和不烧穿。焊接第一面的实施方法常见的是悬空焊,即装配时不留间隙或只留很小的间隙 (一般不超过lm) 。第一面焊接达到的熔深一般小于工件厚度的一半。反面焊接的熔深要求达到工件厚度的 6070,以保证工件完全焊透。不开坡口的对接接头悬空焊的焊接参数,如表 3所示。表3 不开口对接接头悬空双面焊的焊接条件工件厚度mm焊丝直径 /m
9、焊接顺序焊接电流 /A电弧电压 V焊接速度 /mmin164正38 420305反3470305584正440 480350反4 53015010正530 57034反50 403361正62 6042反680 7235414正680 20741反730 774038165正800 034 3反850 90036 8417正80 95 3760反900 95037 948185正0 9003 386反9 95038 440205正850 9003 384反900 00038 0225正90 9507 394反100 105038 440.4 角焊缝焊接 焊接 形接头或搭接接头的角焊缝时,采用船
10、形焊和平角焊两种方法。34.1 船形焊将工件角焊缝的两边置于与垂直线各成45的位置(见图7),可为焊缝成形提供最有利的条件。这种焊接法接头的装配间隙不超过115mm,否则,必须采取措施,以防止液态金属流失。图7 船形焊a)T 形接头 b)搭接接头34。2 平角焊 当工件不便于采用船形焊时,可采用平角焊来焊接角焊缝(见图)。这种焊接方法对接头装配间隙较不敏感,即使间隙达到2 3m ,也不必采取防止液态金属流失的措施。焊丝与焊缝的相对位置,对平角焊的质量有重大影响;焊丝偏角一般在203之间.每一单道平角焊缝的惭面积不得超过405mm2,当焊脚长度超过mm m 时,会产生金属溢流和咬边.总结总之,在工程机械结构焊接中,埋弧焊的应用提高了焊接质量和焊接速度,更好的保证焊后外观质量,焊后不需要清渣。所以说埋弧焊在工程机械行业中具有很高的使用价值。文中如有不足,请您指教!6 / 6
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
