 连接器生产过程控制计划PMP精华版
连接器生产过程控制计划PMP精华版

《连接器生产过程控制计划PMP精华版》由会员分享,可在线阅读,更多相关《连接器生产过程控制计划PMP精华版(10页珍藏版)》请在装配图网上搜索。
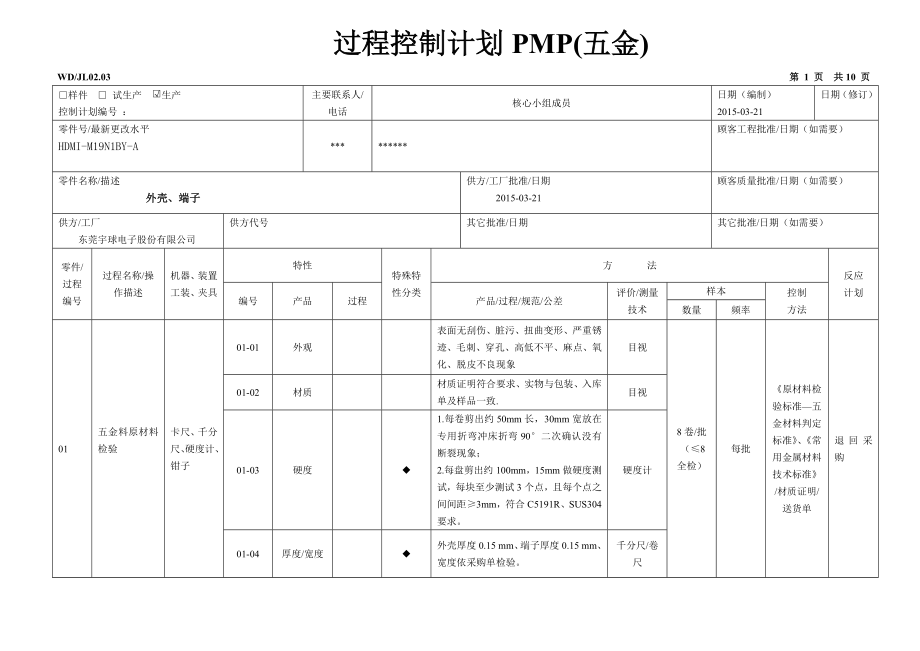
1、过程控制计划PMP(五金)WD/JL02.03 第 1 页 共10 页样件 试生产 生产控制计划编号 :主要联系人/电话核心小组成员日期(编制)2015-03-21日期(修订)零件号/最新更改水平HDMI-M19N1BY-A*顾客工程批准/日期(如需要)零件名称/描述外壳、端子供方/工厂批准/日期2015-03-21顾客质量批准/日期(如需要)供方/工厂东莞宇球电子股份有限公司供方代号其它批准/日期其它批准/日期(如需要)零件/过程编号过程名称/操作描述机器、装置工装、夹具特性特殊特性分类方 法反应计划编号产品过程产品/过程/规范/公差评价/测量技术样本控制方法数量频率01五金料原材料检验卡尺
2、、千分尺、硬度计、钳子01-01外观表面无刮伤、脏污、扭曲变形、严重锈迹、毛刺、穿孔、高低不平、麻点、氧化、脱皮不良现象目视8卷/批 (8全检)每批原材料检验标准五金材料判定标准、常用金属材料技术标准 /材质证明/送货单退回采购01-02材质材质证明符合要求、实物与包装、入库单及样品一致.目视01-03硬度1.每卷剪出约50mm长,30mm宽放在专用折弯冲床折弯90二次确认没有断裂现象;2.每盘剪出约100mm,15mm做硬度测试,每块至少测试3个点,且每个点之间间距3mm,符合C5191R、SUS304要求。硬度计01-04厚度/宽度外壳厚度0.15 mm、端子厚度0.15 mm、宽度依采购
3、单检验。千分尺/卷尺过程控制计划PMP(五金)WD/JL02.03 第 2 页 共10 页样件 试生产 生产控制计划编号 :主要联系人/电话核心小组成员日期(编制)2015-03-21日期(修订)零件号/最新更改水平HDMI-M19N1BY-A*顾客工程批准/日期(如需要)零件名称/描述端子供方/工厂批准/日期2015-03-21顾客质量批准/日期(如需要)供方/工厂东莞宇球电子股份有限公司供方代号其它批准/日期其它批准/日期(如需要)零件/过程编号过程名称/操作描述机器、装置工装、夹具特性特殊特性分类方 法反应计划编号产品过程产品/过程/规范/公差评价/测量技术样本控制方法数量频率02五金料
4、分条分条机02-01外观不可有披锋,不平整目视100%全检每批进料检验报告退回采购02-02尺寸外壳:厚0.15mmX宽30 mm 千分尺端子:厚0.15mmX宽26 mm03冲压机冲,模具冲压机,模具03-01吨数25吨目视每天检查一次保养记录表操作员知会上级处理气压 5kg6kg03-02外观毛刺,错位,划痕,垫伤偏芯,变形,破裂等缺陷目视,样品比对作业员每2H检查一模穴IPQC每2H检查80 PCS连续员工自检记录表加工,挑选03-03尺寸参照工程图纸卡尺/投影仪首件、末件每一模穴IPQC每2H检查一模穴首件检验报告/巡检记录表调试/修模/开不良处理联络单 过程控制计划PMP(五金)WD
5、/JL02.03 第 3 页 共 10 页样件 试生产 生产控制计划编号 :主要联系人/电话核心小组成员日期(编制)2015-03-21日期(修订)零件号/最新更改水平HDMI-M19N1BY-A*顾客工程批准/日期(如需要)零件名称/描述端子供方/工厂批准/日期2015-03-21顾客质量批准/日期(如需要)供方/工厂东莞宇球电子股份有限公司供方代号其它批准/日期其它批准/日期(如需要)零件/过程编号过程名称/操作描述机器、装置工装、夹具特性特殊特性分类产品方 法反应计划编号产品过程产品/过程/规范/公差评价/测量技术样本控制方法数量频率03冲压冲压机,模具03-03尺寸外壳:5.83+0.
6、03/-0.03投影仪测量5PCS2H巡检一次首件确认表/巡检记录表调试/修模/开不良处理联络单端子:3.60+0.1/-0.104包装自动卷料机04-01卷盘和纸带依产品料带宽度选择合适的纸带和胶盘100%每卷巡检记录表退货返工接头管理料带接头相接时,用铜丝固定5个料带孔,并将重合后的端子扳掉一边,保持重合部位至保留一层端子厚度100%每个接头封口机、打包机、带刀04-02数量不可超过箱子黄线目测100%连续 重工05入库05-01数量不可超过箱子黄线目测100%连续零件入库单退货返工备注: 检验: 加工: 包装: CTQ(重点品质): CTP(重点过程): 过程控制计划PMP(塑胶) 第
7、4 页 共 10 页样件 试生产 生产控制计划编号 :主要联系人/电话核心小组成员日期(编制)2015-03-21日期(修订)零件号/最新更改水平HDMI-M19N1BY-A*顾客工程批准/日期(如需要)零件名称/描述胶壳、模定供方/工厂批准/日期2015-03-21顾客质量批准/日期(如需要)供方/工厂东莞宇球电子股份有限公司供方代号其它批准/日期其它批准/日期(如需要)零件/过程编号过程名称/操作描述机器、装置工装、夹具特性特殊特性分类方 法反应计划编号产品过程产品/过程/规范/公差评价/测量技术样本控制方法数量频率01塑料原材料检验01-01外观1.实物与厂商质量保证书、MDDS核对;2
8、. 按色卡和实物样板,进行颜色核对。 目测 10g20g每批进料检验报告/材质证明NG送货单退采购01-02试料注塑成品外观尺寸符合要求。目视01-03信赖性注塑成品做恒温恒湿、高低温试验符合要求。目视干燥烤箱01-04温度100-110指数器1次每2H塑胶材料烘烤记录表立即调整01-05时间68 H目视过程控制计划PMP(塑胶) 第 5 页 共 10页样件 试生产 生产控制计划编号 :主要联系人/电话核心小组成员日期(编制)2015-03-21日期(修订)零件号/最新更改水平HDMI-M19N1BY-A*顾客工程批准/日期(如需要)零件名称/描述胶壳、模定供方/工厂批准/日期2015-03-
9、21顾客质量批准/日期(如需要)供方/工厂东莞宇球电子股份有限公司供方代号其它批准/日期其它批准/日期(如需要)零件/过程编号过程名称/操作描述机器、装置工装、夹具特性特殊特性分类方 法反应计划编号产品过程产品/过程/规范/公差评价/测量技术样本控制方法数量频率02注塑注塑机/模具/模温机02-01 料筒温度注塑成型工艺卡电脑控制器生产时每4小时检查一次注塑工艺参数监控记录调试02-02 射胶及保压压力02-03 射胶及保压时间02-04 冷却时间02-05射胶及开模时间02-06成型周期02-07模具温度过程控制计划PMP(塑胶) 第 6 页 共 10页样件 试生产 生产控制计划编号 :主要
10、联系人/电话核心小组成员日期(编制)2015-03-21日期(修订)零件号/最新更改水平HDMI-M19N1BY-A*顾客工程批准/日期(如需要)零件名称/描述胶壳、模定供方/工厂批准/日期2015-03-21顾客质量批准/日期(如需要)供方/工厂东莞宇球电子股份有限公司供方代号其它批准/日期其它批准/日期(如需要)零件/过程编号过程名称/操作描述机器、装置工装、夹具特性特殊特性分类方 法反应计划编号产品过程产品/过程/规范/公差评价/测量技术样本控制方法数量频率03注塑03-01外观无缺胶、缩水、批锋、多胶、气纹、顶白、起泡、熔接线、色差不良目测作业员每2H检查一模穴IPQC每2H检查一模穴
11、自检记录表/IPQC巡回检验报告调试/修模03-02尺寸基座: 依据工程图面卡尺/投影仪首件、末件每一模穴IPQC每12H检查一模穴首件确认表/自检记录表/巡检记录表调试/修模基座:0.710.02投影仪X-R04包装封口机打包机带刀架刀片04-01数量热封包装3000PCS/每袋电子称100%全检符合数量标签退货/重检过程控制计划PMP(塑胶)第 7 页 共 10页样件 试生产 生产控制计划编号 :主要联系人/电话核心小组成员日期(编制)2015-03-21日期(修订)零件号/最新更改水平HDMI-M19N1BY-A*顾客工程批准/日期(如需要)零件名称/描述胶壳、模定供方/工厂批准/日期2
12、015-03-21顾客质量批准/日期(如需要)供方/工厂东莞宇球电子股份有限公司供方代号其它批准/日期其它批准/日期(如需要)零件/过程编号过程名称/操作描述机器、装置工装、夹具特性特殊特性分类方 法反应计划编号产品过程产品/过程/规范/公差评价/测量技术样本控制方法数量频率05入库05-01数量30000PCS/每框电子称全部点数零件入库单退货05-02封口封口完好无损,不可有封口漏气现象目测全部点数过程控制计划PMP(成品)WD/JL02.03 第 8 页 共 10页样件 试生产 生产控制计划编号 :主要联系人/电话核心小组成员日期(编制)2015-03-21日期(修订)零件号/最新更改水
13、平HDMI-M19N1BY-A*顾客工程批准/日期(如需要)零件名称/描述成品组装供方/工厂批准/日期2015-03-21顾客质量批准/日期(如需要)供方/工厂东莞宇球电子股份有限公司供方代号其它批准/日期其它批准/日期(如需要)零件/过程编号过程名称/操作描述机器、装置工装、夹具特性特殊特性分类方 法反应计划编号产品过程产品/过程/规范/公差评价/测量技术样本控制方法数量频率01组装手工01-01外观基座无缺胶、破裂、色差不良;铜套无松动、铆不到位不良。目视作业员100%全检IPQC每2H检10PCSQC检验记录表/首件检验报告/IPQC巡检记录表返工,报废02上锡 上锡机02-01外观五金
14、脚无铆伤、漏铆、压不到位不良目视作业员100%全检IPQC每2H检10PCS返工尺寸尺寸:140.15mm投影仪卡尺首件检查10PCSIPQC每4H检10PCS03功能测试 测试仪设定值为30m03-01功能作业指导书目视作业员100%全检返工,报废04CCD检查CCD04-01 外观作业指导书目视作业员100%全检IPQC每2H检10PCS返工,报废04外观检查目视05-01 外观作业指导书目视作业员100%全检IPQC每2H检10PCS返工过程控制计划PMP(成品)WD/JL02.03 第 9 页 共 10页样件 试生产 生产控制计划编号 :主要联系人/电话核心小组成员日期(编制)2015
15、-03-21日期(修订)零件号/最新更改水平HDMI-M19N1BY-A*顾客工程批准/日期(如需要)零件名称/描述成品组装供方/工厂批准/日期2015-03-21顾客质量批准/日期(如需要)供方/工厂东莞宇球电子股份有限公司供方代号其它批准/日期其它批准/日期(如需要)零件/过程编号过程名称/操作描述机器、装置工装、夹具特性特殊特性分类方 法反应计划编号产品过程产品/过程/规范/公差评价/测量技术样本控制方法数量频率10包装封口机/打包机/16-01数量100 PCS/每盘7000 PCS/外箱目视 100%抽检时确认QA检验报告返工, 报废11QA检验耐压测试仪,绝缘电阻仪,毫欧姆表,推拉
16、力计17-01外观成品检验规范目视100%检查QA检验报告/尺寸检验报告填退货通知单返工/报废17-02尺寸尺寸检测报告游标卡尺/投影仪10PCS/批17-03信赖性测试产品规格书耐压测试仪,绝缘电阻仪,毫欧姆表,推拉力计/目视20PCS/批信赖性测试报告17-04包装规格100 PCS/每盘7000 PCS/外箱目视100%抽检时确认QA检验报告过程控制计划PMP(成品)WD/JL02.03 第 10 页 共 10 页样件 试生产 生产控制计划编号 :主要联系人/电话核心小组成员日期(编制)2015-03-21日期(修订)零件号/最新更改水平HDMI-M19N1BY-A*顾客工程批准/日期(
17、如需要)零件名称/描述成品组装供方/工厂批准/日期2015-03-21顾客质量批准/日期(如需要)供方/工厂东莞宇球电子股份有限公司供方代号其它批准/日期其它批准/日期(如需要)零件/过程编号过程名称/操作描述机器、装置工装、夹具特性特殊特性分类方 法反应计划编号产品过程产品/过程/规范/公差评价/测量技术样本控制方法数量频率12产品出货检验18-01外观装错槽位,铆伤,铆不到位,装不到位,包装规格,包装数量,标签QA检验报告 尺寸检测报告检查成绩书 出货检验报告100%检查OQA检验报告/出货检验报告填退货通知单返工/报废18-02信赖性测试产品规格书耐压测试仪,绝缘电阻仪,毫欧姆表,推拉力计/目视抽检20PCS信赖性测试报告18-03包装规格100PCS/每盘7000 PCS/外箱目视100%检查QA检验报告备注: 检验: 加工: 包装: CTQ(重点品质): CTP(重点过程):
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
