《铝合金焊接缺陷原因和解决措施》由会员分享,可在线阅读,更多相关《铝合金焊接缺陷原因和解决措施(16页珍藏版)》请在装配图网上搜索。
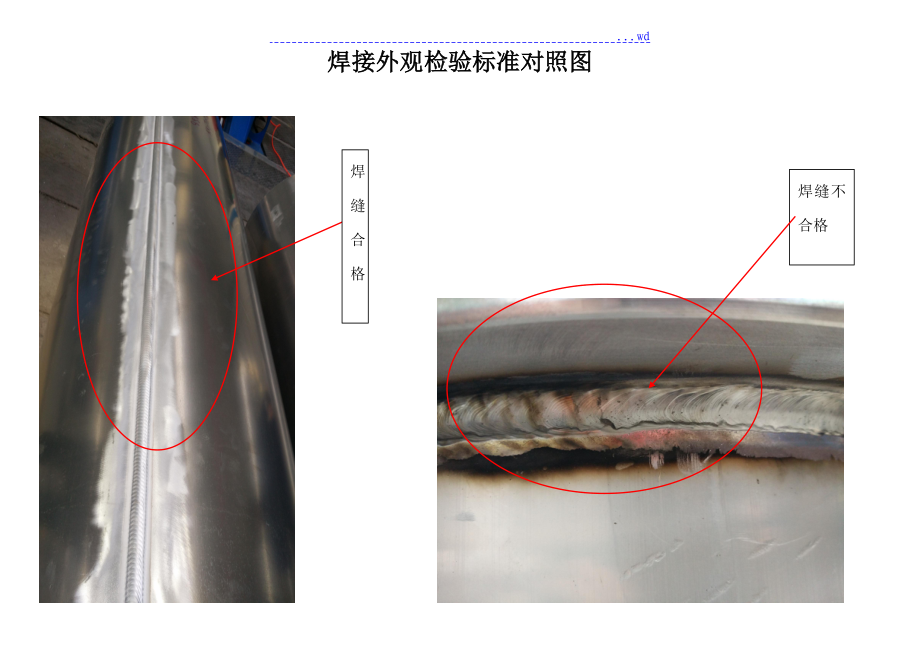
1、 .wd焊接外观检验标准对照图焊缝不合格焊缝合格 焊缝咬边焊缝搭接不够到位且发黑焊缝凹坑。处理:补焊。 焊缝不合格,熔合不良。 焊缝合格 焊缝不合格焊缝未搭接 焊缝直线度超差 焊缝鱼鳞纹不够密实 焊前清理不彻底,焊缝发黑焊缝反面焊漏、焊瘤焊缝接头过宽 焊缝高凸较大 焊缝不合格 电流大、速度快。焊缝不合格 焊缝气孔 起弧时钨极触及工件发黑,收弧时停顿较慢,焊缝高凸,焊缝不合格 焊缝凹陷字头不合格有烧钨隐患 焊缝不合格 焊接缺陷的成因与解决措施缺陷种类 成因 解决措施气孔1.保护气体覆盖缺乏增加保护气体流量,排除焊接区的空气保护缺乏。减小保护气体流量或增大喷嘴尺寸,以防卷入空气。消除气体喷嘴内壁的
2、飞溅。防止周边环境的空气流动太大破坏气体保护。降低焊接速度。适当减小喷嘴到焊件的距离。焊接完毕时应在熔池凝固之后再移开焊枪喷嘴。2.保护气体不纯提高气体纯度。不得使用压力达不到要求的气体。3.焊丝污染使用清洁和枯燥的焊丝。消除焊丝在送丝装置中或导管中黏附上的润滑剂。4.焊件污染焊前去除焊件外表的油脂、漆和尘土等杂质。5.电弧电压太高或焊接速度太快减小电弧电压或降低焊接速度。6.焊件距离太大减小焊丝伸出长度。7.环境湿度较大工作环境不要潮湿,做好雨季防护,控制湿度。8.环境风速较大做好挡风装置。裂纹1.焊缝的深宽比太大增大电弧电压或减小焊接电流以加宽焊道而减小熔深。2.焊道太窄特别是角焊缝和底层
3、焊道 减慢行走速度以加大焊道的宽度和焊道的横截面。3.焊道末端的弧坑冷却过快利用衰减控制以减小冷却速度。适当的填充弧坑。在完成焊缝顶部焊道时,采用分段退焊技术。4.焊丝化学成分与工件不匹配选择与线材匹配的焊丝。夹渣1.焊缝有杂质在焊后续焊道之前去除掉焊缝的渣子。2.行走速度过大氧化膜型夹渣物减小行走速度。3.熔池流动性差、深渣浮不出来选择较大电流。飞溅1.电弧电压过低或过高根据焊接电流仔细调节电弧电压。2.焊丝与焊件清理不良焊前仔细清理焊丝及坡口。3.送丝速度不均匀检查压丝轮和送丝软管,如有问题应修理或更换。4.导电嘴磨损严重更换新导电嘴。咬边1.焊接速度过高降低焊接速度。2.电弧电压太高降低
4、电弧电压。3.电流过大降低送丝速度。4.停留时间缺乏增加在熔池边缘的停留时间。5.焊枪角度不正确改变焊枪角度使电弧力推动金属流动。未熔合1.焊缝区外表有氧化膜在焊前清理焊缝区外表上的氧化皮或杂质。2.热输入缺乏提高送丝速度和电弧电压,减小焊接速度。3.焊接熔池太大减小电弧摆以减小熔池体积。4.焊接操作技术不适宜采用摆动技术时应在靠近坡口面的熔池边缘短时停留。焊丝应指向熔池的前沿。5.接头设计不合理坡口角度应足够大,以便减小焊丝伸出长度增大焊接电流,使电弧直接加热熔池底部及坡口侧面。6.焊接电流偏低适当增大焊接电流。未焊透1.坡口形式不适宜接头设计必须合理,适当加大坡口角度,使焊枪能够直接作用到
5、熔池底部,同时保持喷嘴到焊件的距离适宜。2.焊接操作不适宜使焊丝保持适当的行走角度,以到达足够大的熔深。使电弧处在熔池的前沿。3.热输入缺乏提高焊接电流,保持喷嘴到焊件的距离适宜。烧穿1.热输入过大减小送丝速度和电弧电压,提高焊接速度。2.坡口加工不适宜减小过大的底层间隙,增大钝边高度。焊缝直线度差1.焊丝伸出长度过大保持适宜的伸出长度。2.导电嘴磨损严重或带渣更换新导电嘴或清理导电嘴。夹钨1.钨极接触工件或焊材保持钨极与工件的间隙,焊材不得接触钨极。2.钨极端部烧损严重,有针刺现象或裂纹。及时修磨钨极端部,或更换钨极。3.保护气体不良使钨极氧化烧损。做好气体保护,遮风,选择适宜的气体留量。4.钨极直径较小。选择适宜直径的钨极。
 铝合金焊接缺陷原因和解决措施
铝合金焊接缺陷原因和解决措施