 实用标准化工时定额制定流程及方法
实用标准化工时定额制定流程及方法

《实用标准化工时定额制定流程及方法》由会员分享,可在线阅读,更多相关《实用标准化工时定额制定流程及方法(14页珍藏版)》请在装配图网上搜索。
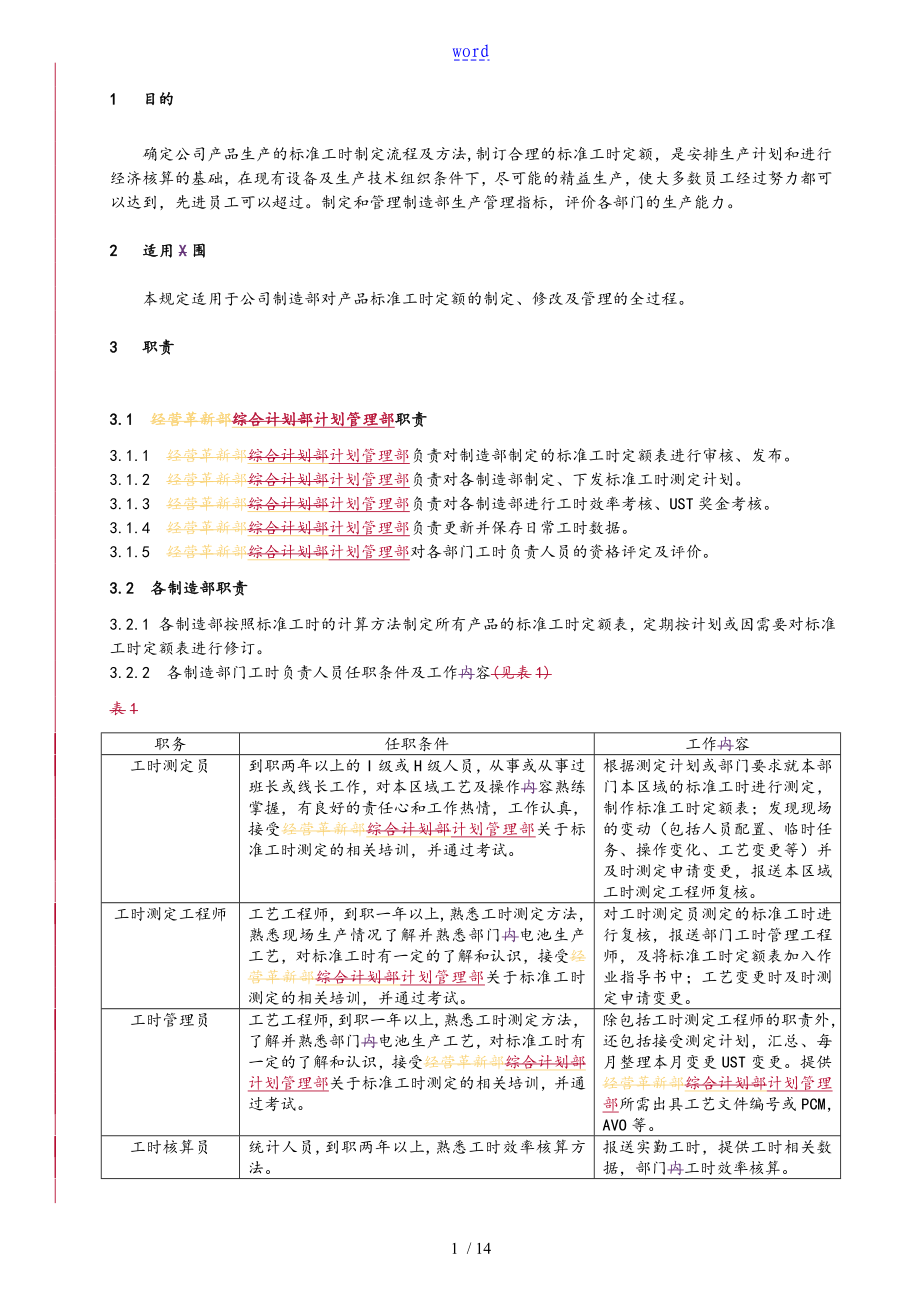
1、word1 目的确定公司产品生产的标准工时制定流程及方法,制订合理的标准工时定额,是安排生产计划和进行经济核算的基础,在现有设备及生产技术组织条件下,尽可能的精益生产,使大多数员工经过努力都可以达到,先进员工可以超过。制定和管理制造部生产管理指标,评价各部门的生产能力。2 适用X围本规定适用于公司制造部对产品标准工时定额的制定、修改及管理的全过程。3 职责3.1 经营革新部综合计划部计划管理部职责3.1.1 经营革新部综合计划部计划管理部负责对制造部制定的标准工时定额表进行审核、发布。3.1.2 经营革新部综合计划部计划管理部负责对各制造部制定、下发标准工时测定计划。3.1.3 经营革新部综合
2、计划部计划管理部负责对各制造部进行工时效率考核、UST奖金考核。3.1.4 经营革新部综合计划部计划管理部负责更新并保存日常工时数据。3.1.5 经营革新部综合计划部计划管理部对各部门工时负责人员的资格评定及评价。3.2 各制造部职责3.2.1 各制造部按照标准工时的计算方法制定所有产品的标准工时定额表,定期按计划或因需要对标准工时定额表进行修订。3.2.2 各制造部门工时负责人员任职条件及工作内容(见表1)表1职务任职条件工作内容工时测定员到职两年以上的I级或H级人员,从事或从事过班长或线长工作,对本区域工艺及操作内容熟练掌握,有良好的责任心和工作热情,工作认真,接受经营革新部综合计划部计划
3、管理部关于标准工时测定的相关培训,并通过考试。根据测定计划或部门要求就本部门本区域的标准工时进行测定,制作标准工时定额表;发现现场的变动(包括人员配置、临时任务、操作变化、工艺变更等)并及时测定申请变更,报送本区域工时测定工程师复核。工时测定工程师工艺工程师,到职一年以上,熟悉工时测定方法,熟悉现场生产情况了解并熟悉部门内电池生产工艺,对标准工时有一定的了解和认识,接受经营革新部综合计划部计划管理部关于标准工时测定的相关培训,并通过考试。对工时测定员测定的标准工时进行复核,报送部门工时管理工程师,及将标准工时定额表加入作业指导书中;工艺变更时及时测定申请变更。工时管理员工艺工程师,到职一年以上
4、,熟悉工时测定方法,了解并熟悉部门内电池生产工艺,对标准工时有一定的了解和认识,接受经营革新部综合计划部计划管理部关于标准工时测定的相关培训,并通过考试。除包括工时测定工程师的职责外,还包括接受测定计划,汇总、每月整理本月变更UST变更。提供经营革新部综合计划部计划管理部所需出具工艺文件编号或PCM,AVO等。工时核算员统计人员,到职两年以上,熟悉工时效率核算方法。报送实勤工时,提供工时相关数据,部门内工时效率核算。4 程序要求4.1 标准工时定额表制定、发布流程时间测定宽放率确定编制标准工时定额表发布标准工时定额表审核OKNO 图14.1.1 各制造部工时测定员生产现场实地观摩测出各工序的实
5、际作业时间值记入工序作业时间记录表并进行现场评价,将现场记录的手写版工序作业时间记录表交至经营革新部综合计划部计划管理部存档、备查。4.1.2 各制造部由根据LS/WI014.034标准工时宽放率的制定及变更的管理规定确定各工序宽放率,并将宽放率填入宽放率评价表,交至经营革新部综合计划部计划管理部存档、备查。4.1.3 各制造部工时测定员根据各工序的实际作业时间及宽放率计算出各工序的标准时间,编制标准工时定额表。产品的标准工时的计算方法参考下述(标准工时的计算方法)。4.1.4 各制造部工时测定工程师对工时测定员测定的标准工时进行复核,确认后加入作业指导书中等待审批。4.1.6 各型号产品的各
6、工序标准工时定额表制定后,经生产技术科科长审批后,再由经营革新部综合计划部计划管理部进行审核,经营革新部综合计划部计划管理部汇总编制标准工时汇总表。4.1.7 当对产品的标准工时产生异议时,由制造部工时管理员安排进行重新测定,修订后再次报送经营革新部综合计划部计划管理部进行审核。4.1.8 对同一种产品的标准工时进行两次审核后若仍产生异议,标准工时按照经营革新部综合计划部计划管理部测算出的结果进行颁布实施。4.1.9 各制造部在测定标准工时时需通知经营革新部综合计划部计划管理部该型号、该工序的具体生产时间,以便掌握现场测定及复核时间,否则无法复核造成的WI批准延迟责任归该制造部。4.2 标准工
7、时的制定方法4.2.1 标准工时:标准工时是在正常的作业条件下,以标准的作业方法和设备,在合理的劳动强度和正常的作业速度下完成达到规定的质量要求的单位作业量所需的作业时间。4.2.2 标准工时申请条件:有受控工艺文件、工艺流程图支持且可增值的工序。4.2.3 标准工时的基本构成:标准时间 = 正常作业时间 (1+宽放率)4.2.4 宽放率的构成、定义、计算方法详见标准工时宽放率的制定及变更4.2.5 时间测定方法4.2.45.1 选定被测时间的作业工序,将每一单位作业分割成具体的作业要素、必要时再对作业要素分割成具体的动作要素。划分原则及示例如表1划分原则及示例如表表1工艺划分工 序工序单元作
8、业要素清洗/打码热塑清洗打码套热缩套热塑外观检查以工艺环节为基础的作业划分工序以构成工序组成的加工等作业单元为单位划分以作业单元中所包含的一系列作业要素为基础的动作划分工艺分解(例)4.2.45.2 选定被测作业工序的作业者。作业者入厂时间需在3个月以上,工作时间6个月至1年为宜,或作业熟练度在平均值以上。4.2.45.3 时间测定次数:5次以上。4.2.45.4 时间测定用具:具百分秒的秒表或数码摄像机、观测板。4.2.5 6 时间测定4.2.56.1 观测者最好站在距离被观测者前方米距离为宜。若可清楚分辨出被观测者的动作时,也可采用斜后方观测。4.2.56.2 秒表不停、依作业要素记入时间
9、、一个周期为一个作业的总时间。4.2.56.3 在计时器观测过程中、如出现非正规之作业要素或不正常之数据、这些异常状况所产生之数据应剔除不计入。4.2.6 7 根据作业评价系数表(见附表65)判定被观测对象的熟练度和努力度,并和各工序的作业时间一并记录在生产工序作业时间记录表中,对作业时间进行分析。4.2.7 8 对测量时间进行时间评价。(评价方法参见附表56-作业评价系数表)4.3 标准工时的计算方法4.3.1 单位标准工时(UST:Unit Standard Time)的种类:a) 分布式作业标准工时:例如准备作业、前加工作业等b) 流水式生产线作业标准工时:例如装配线加工作业c) 人机配
10、合式作业标准工时:机加工、冲压作业4.3.2 单位标准工时(UST)的计算方法4.3.2.1 分布式作业标准工时:例如极片裁切、手工卷绕等。UST 观测时间(1评价系数)/ 加工单元单只电池用量(1宽放率)4.3.2.2 流水式生产线作业标准工时:例如半自动装配线加工作业。UST 瓶颈工序标准时间CT 流水线定员瓶颈工序标准时间CT MAX(各工序CT)工序CT 观测时间(1评价系数)/加工单元单只电池用量(1宽放率)/ 定员4.3.2.3 人机配合式作业标准工时:例如倒吸注液、抽真空作业、真空封口等。4.3.2.3.1 人员为主之作业UST CT 定员 CT 周程时间/周程内加工批量宽放率4
11、.3.2.3.2 机器为主之作业UST CT 定员CT 周程时间/周程内加工批量宽放率4.3.2.4 人机配合特殊工序之标准工时:例如制造一部的混粉、制浆工序等。分析影响机器加工能力的各个因素,并把各个相关因素与标准工时UST的逻辑关系用数学公式表示,在生产规格书中需要填写的是各相关因素的工艺参数及计算出UST。如制造一部的混粉、涂膜、碾压、剪切工序,制造三部的自动卷绕工序等。4.3.2.4.1 混粉工序标准工时UST=投料工时MAX(混粉工时,制浆工时)清洗工时)3600(1+宽放率)定员/设备最大加工量/每片单耗4.3.2.4.2 涂膜工序标准工时UST=(上料工时下料工时正式涂膜工时)2
12、试涂膜工时清理工时 3600/(每卷有效生产批量(大片)每卷条数)(1+宽放率)定员4.3.2.4.3 碾压工序标准工时UST=每卷一次走带工时上下料工时每卷有效生产批量(大片)每大片长度断带率一次接带时间/2+每面测试次数每次测试工时碾压次数清理工时(1宽放率) 3600/ (每卷有效生产批量(大片)每卷条数)定员4.3.2.4.4 剪切工序标准工时UST每卷正式切片工时上料工时下料工时每卷检验次数每次检验工时每卷试切工时每卷有效生产批量(大片)每大片长度(切片断带率碾压断带率)一次接带时间每卷接箔工时(1宽放率)3600/ (每卷有效生产批量(大片)每卷条数)定员4.3.2.43.35 自
13、动卷绕工序标准工时UST(自动卷绕时间每次换正极片时间/正极片数量每次换负极片时间/负极片数量每次换隔膜时间/隔膜长度单支隔膜长度每次换铝极耳时间/铝极耳重量单支铝极耳重量每次换镍极耳时间/镍极耳重量单支镍极耳重量每次换保护胶带时间/保护胶带长度单支保护胶带长度每次换终止胶带时间/终止胶带长度单支终止胶带长度单只电池正极片长度正极片断带率每次处理断带时间单只电池负极片长度负极片断带率每次处理断带时间)(1宽放率)定员 4.3.2.43.46 过厚工序标准工时过厚工序UST分为工装过厚一个电池工时UST1和取出一个超厚电池工时UST2第一次观测时间ST1UST1加工单元UST2第一次观测中的超厚
14、电池数第二次观测时间ST2UST1加工单元UST2第二次观测中的超厚电池数第二次观测时间ST2UST1加工单元UST2第二次观测中的超厚电池数4.3.3 计划产量工时(计划工时)核算方法4.3.3.1 普通工序计划产量工时计算方法计划产量工时计划产量UST4.3.3.2 特殊工序计划产量工时计算方法计划产量工时每月一等电池产量UST1+每月二等电池产量(2UST1+UST2)每月三等电池产量(3UST1+2UST2)4.4 标准工时定额表填写4.4.1 单工序作业时间编制于分布式作业标准工时定额表(见附表1)4.4.2 流水线作业时间编制于流水线作业标准工时定额表(见附表2)4.4.3 标准人
15、机配合式作业编制于标准人机配合式作业标准工时定额表(见附表3)4.4.4 自动卷绕作业时间编制于特殊人机配合式作业标准工时定额表-全自动卷绕(见附表4)4.4.5 电极制造作业时间编制于特殊人机配合式作业标准工时定额表-电极制造(见附表5)4.4.56 作业评价系数表(见附表65)4.4.7 6 标准工时测定计划编制于标准工时测定计划通知单(见附表67)4.4.7 4.5 标准工时的变更流程修改标准工时定额表审核修正标准工时汇总表标准工时定额表发布OKNO时间测定图2.1 当因工艺变更及技术改善或其它原因导致标准工时定额表需要更改时,各制造部需重新测定,修订标准工时定额表。4.5.2 各型号产
16、品的各工序标准工时定额表修改后,先经生产技术科科长审批,再由经营革新部综合计划部计划管理部进行审核,当对所修改的标准工时产生异议时,由制造部工时管理员重新测定,再次修订后报送经营革新部综合计划部计划管理部审核。对同一标准工时修订结果进行两次审核后若仍产生异议,经营革新部综合计划部计划管理部将采用MOD法对标准工时进行评估并实施。.43经营革新部综合计划部计划管理部将标准工时定额的变更情况填写到产品标准工时修订台帐中,详细记录UST变化情况。制造部工时管理员每月负责将本部门当月已审核并汇签通过后的UST变更情况汇总整理,形成本部门每月UST变更情况汇总,并由部长或部门相关负责人签字确认送交经营革
17、新部综合计划部计划管理部。4.5.5 4 处于量产初期的新产品,原则上每一个月修正一次标准时间;进入量产成熟期的产品其标准时间原则上每三个月修正一次。经营革新部综合计划部计划管理部每月从综合计划部计划管理部收集下月各部门的生产计划,制定各部门到期需变更的工时等标准工时测定计划并下发给各制造部工时管理员。日常工作中若发现现场生产情况与标准工时定额表不符,或产能提升等情况,经营革新部综合计划部计划管理部将随时下发标准工时测定计划进行标准工时的修正。4.6 标准工时的日常管理办法4.6.1 经营革新部综合计划部计划管理部按产品型号分类,设专门文件夹保存该产品的各工序标准工时定额表。4.6.2 所有产
18、品的标准工时定额表由档案室负责日常保管。相关部门需要查阅时可向档案室进行查询。4.6.3 当因工艺变更及技术改善或其它原因导致标准工时定额表的内容需要修改时,必须向经营革新部综合计划部计划管理部进行申请,经经营革新部综合计划部计划管理部重新审核并通过后方可颁布实施。4.6.4 标准工时及标准工时定额表等工艺文件的发放和管理严格按ISO文书管理的相关标准执行并作相应记录。5 相关文件LS/ 标准工时宽放率的制定及变更LS/ 生产工时效率评估及考核6 记录LS/RD014.107 生产工序作业时间记录表 产品标准工时修订台帐 标准工时汇总表7 修订记录修订状态拟制人修订原因修订记录发布日期0赵 冰
19、-200607131谢 艳部门职责调整优化制度优化流程全文200804212孙婷婷部门变更,按新的体系文件架构更新文件编号,保留修订记录全文20120309143孙婷婷部门变更,内容更新全文20130617附表1标 准 工 时 定 额 表(分布式作业)部门电池型号电池规格文件编号拟制人编制日期审核人修订日期NO工序设备名称及型号观测时间(S)评价正常时间(S)宽放率(%)ST(S)加工单元单只电池用量UST(S)人均产量(只/h.人)熟练度努力度12345678910备注注:此表若用于作为作业指导书中,其格式可按电池及电池组作业指导书编写规定进行编写。附表2标 准 工 时 定 额 表(流水线作
20、业)部门电池型号电池规格文件编号拟制人编制日期审核人修订日期NO工序观测时间(s)评价正常时间(s)加工单元单只电池用量宽放率(%)ST(s)定员工序CT(s)工具/ 设备熟练度努力度12345678910工 序 布 局 图信 息 汇 总 CT单位(s)标准产量单位:只/11h平衡率质量控制点总人数单位:人安全注意点UST单位(s)备注注:此表若用于作为作业指导书中,其格式可按电池及电池组作业指导书编写规定进行编写。附表3标 准 工 时 定 额 表(标准人机配合作业)部门电池型号电池规格文件编号拟制人编制日期审核人修订日期工序名称作业员/设备作业员A作业员B作业员C设备A设备B利用率时间(s)
21、设备B设备A作业员A作业员B作业员C设备A设备B时间(s)100100200200300300400400500500600600700700800800900900100010001100110012001500130017001400180015001900工 艺 布 局 图工 艺 参 数周程时间(s)周程内加工批量(只)设备数量(台)宽放率CT(s)标准产量(只/11h)定员UST(s)人均产量(只/h.人)备注注:此表若用于作为作业指导书中,其格式可按电池及电池组作业指导书编写规定进行编写。附表4标 准 工 时 定 额 表(特殊人机配合作业)部 门电池型号与规格文件编号工序名称设备型号
22、修订日期编制人编制日期审核人工 时 参 数换型次数(天)换负极片时间(s)换型时间(h)换铝极耳时间(s)自动卷绕时间(S)换镍极耳时间(s)正极片数量(片/卷)换隔膜时间(s)负极片数量(片/卷)换保护胶带时间(s)铝极耳重量(kg/盘)换终止胶带时间(s)镍极耳重量(kg/盘)正极断带率(次m)隔膜长度(m/卷)负极断带率(次m)保护胶带长度(m/卷)单支正极片长度(m)终止胶带长度(m/卷)单支负极片长度(m)换正极片时间(s)单次处理断带时间(s)单支铝极耳重量(kg)单支隔膜长度(m)单支镍极耳重量(kg)单支保护胶带长度(m)安全注意点单支终止胶带长度(m)质量控制点设 备 数定员
23、UST(s)备注注:此表若用于作为作业指导书中,其格式可按电池及电池组作业指导书编写规定进行编写。附表5注:此表若用于作为作业指导书中,其格式可按电池及电池组作业指导书编写规定进行编写。附表56熟练度评价努力度评价1.欠佳:1.欠佳:对工作不能熟悉,不能得心应手时间浪费较多动作显得笨手笨脚对工作缺乏兴趣不具有工作的适应性工作显得迟缓懒散工作犹豫,没有信心有多余动作常常失败工作地布置紊乱使用不适当的工具工作摸索2.可:2.可:对机器设备的用法相当熟悉勉强接受建议可以事先安排大致的工作计划工作時注意力不太集中对工作还不具有充分的信心受到生活不正常的影响不适宜长时间的工作工作方法不太适当而尔发生失败
24、、浪费时间工作比较摸索通常不会有所犹豫3.平均:3.平均:对工作具有信心显得有些保守工作速度稍缓慢虽接受建议但不实施对工作熟悉工作上有良好的安排能夠得心应手自己拟定工作计划工作成果良好按良好的工作方法進行工作4.良:4.良:能夠担任高精度的工作工作有节奏性可以指导他人提高操作熟练程度甚少浪費时间非常熟悉对工作有兴趣且負責几乎不需要接受指导很乐意接受建议完全不犹豫工作地布置井然有序相当稳定的速度工作使用适当的工具动作相当迅速5.优:5.优:对所担任的工作有高度的适应性动作很快能夠正确地工作而不需检查、核对工作方法很有系統工作順序相当正确各个动作都很熟悉十分有效地使用机器设备对改进工作很有热心动作很快且正确动作有节奏性6.超佳:6.超佳:有高度的技术很卖力地工作,甚至忽視健康动作极为迅速, 衔接圆滑這種工作速度不能持续一整天动作犹如机器作业熟练程度最高附表67标准工时测定计划通知单NO部门型号上次更新日期相关工序测定计划下发日期测定结果上交期限测定原因备注1234567891014 / 14
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
