 海德汉调试报告
海德汉调试报告

《海德汉调试报告》由会员分享,可在线阅读,更多相关《海德汉调试报告(23页珍藏版)》请在装配图网上搜索。
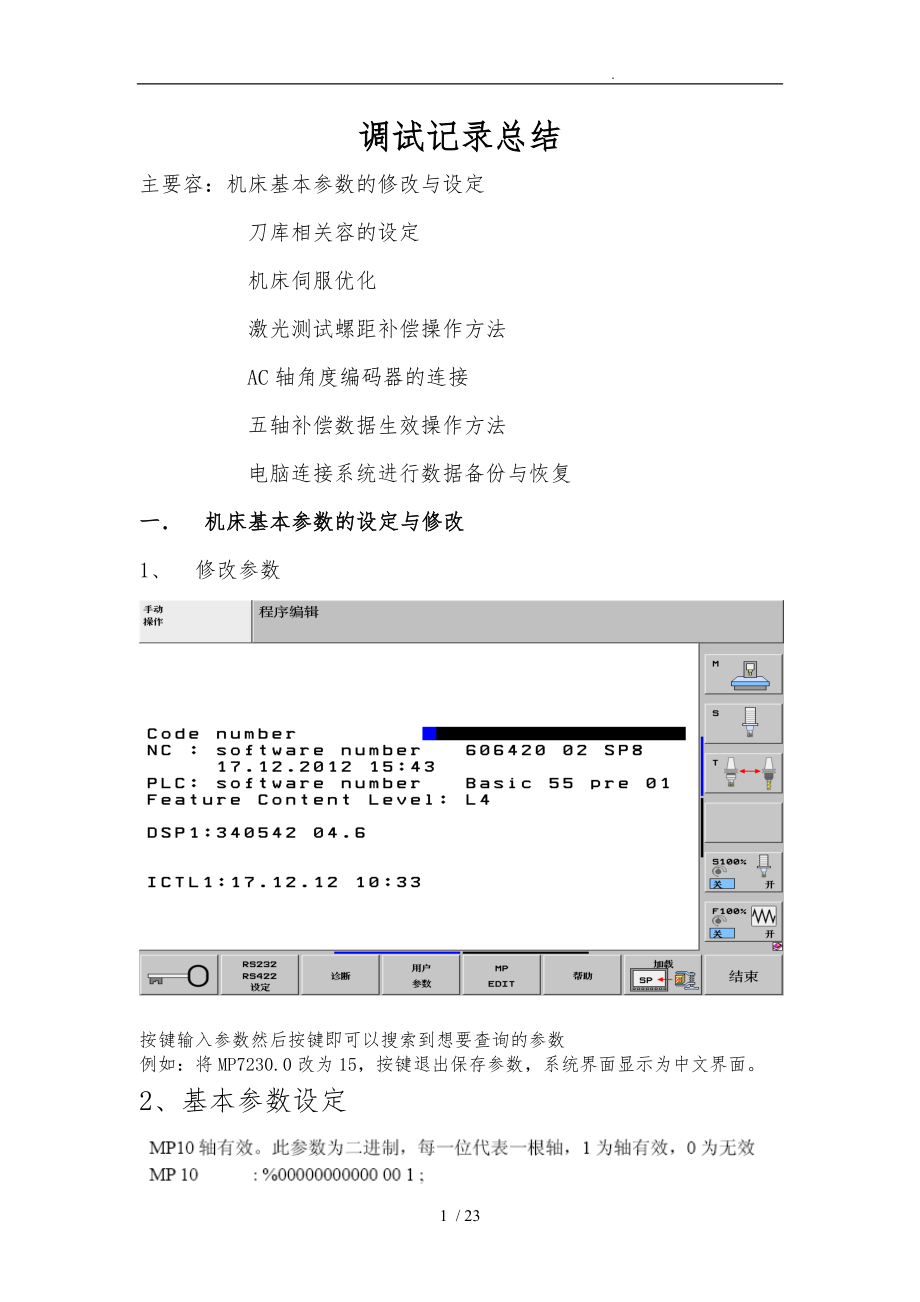
1、 .调试记录总结主要容:机床基本参数的修改与设定 刀库相关容的设定 机床伺服优化 激光测试螺距补偿操作方法 AC轴角度编码器的连接 五轴补偿数据生效操作方法 电脑连接系统进行数据备份与恢复一 机床基本参数的设定与修改1、 修改参数按键输入参数然后按键即可以搜索到想要查询的参数例如:将MP7230.0改为15,按键退出保存参数,系统界面显示为中文界面。2、基本参数设定从右边开始字符0-13代表轴1-14,对应某一位设置为“0”可以取消屏蔽某一轴。MP 10 : %1MP100轴名称的定义MP 100.0 : -CAZYX;Traverse range 1MP 100.1 : -CAZYX;Tra
2、verse range 2MP 100.2 : -CAZYX;Traverse range 3MP110位置编码器的接口。如果半闭环该参数设为0,全闭环则在对应轴设定模块接口的编号MP 110.0 : 0 MP 110.1 : 0 MP 110.2 : 0MP 110.3 : 201 A轴圆光栅接口MP 110.4 : 202 C轴圆光栅接口MP112速度编码器的接口MP 112.0 : 15 ;A轴电机速度编码器接口;对应CC6106 模块X15接口MP 112.1 : 16 ;C轴电机速度编码器接口;对应CC6106 模块X16接口MP 112.2 : 17 ;X轴电机速度编码器接口;对应
3、CC6106 模块X17接口MP 112.3 : 18 ;Y轴电机速度编码器接口;对应CC6106 模块X18接口MP 112.4 : 19 ;Z轴电机速度编码器接口;对应CC6106 模块X19接口MP 112.5 : 20 ;主轴电机速度编码器接口;对应CC6106 模块X20接口MP120PWM接口例SKW-1060A-5X机床:MP 120.0 : 53 ;X轴伺服模块X111与CC6106 模块PWM接口X53连接MP 120.1 : 54 ;Y轴伺服模块X112与CC6106 模块PWM接口X54连接MP 120.2 : 55 ;Z轴伺服模块X111与CC6106 模块PWM接口X
4、55连接MP 120.3 : 51 ;A轴伺服模块X111与CC6106 模块PWM接口X51连接MP 120.4 : 52 ;C轴伺服模块X112与CC6106 模块PWM接口X52连接注:(1)根据参数MP100轴名称定义,MP 120.0 对应X轴MP 120.1 对应Y轴MP 120.2 对应Z轴MP 120.3 对应A轴MP 120.4 对应C轴 (2)CC6106模块物理位置对应如下:X51-X15-X201- X52-X16-X202- X53-X17-X203- X54-X18-X204- X55-X19-X205- X56-X20-X206- (3)根据上述关系,配合出轴模块
5、接口的物理、逻辑关系 (4)根据伺服模块排列顺序与PWM电缆接插方便,首先定义PWM接口,然后对应出以下关系:X51-X15-X201-A轴 X52-X16-X202-C轴 X53-X17-X203-X轴X54-X18-X204-Y轴X55-X19-X205-Z轴X56-X20-X206-主轴电机每转的直线距离/旋转角度例:TOM1060 XYZ三轴传动比为1:1,丝杠螺距10mm,A、C轴传动比1:180的设定 1054.0 101054.1 101054.2 101054.3 21054.4 2MP 331.0 : 10.00000 ;X轴为直线轴螺距10mm,MP 331.1 : 10.
6、00000 ;Y轴为直线轴螺距10mm,MP 331.2 : 10.00000 ;Y轴为直线轴螺距10mm,MP 331.3 : 360.00000 ;A轴为旋转轴 3600 ,MP 331.4 : 360.00000 ;C轴为旋转轴 3600 ;MP332 Number of counting pulses in the distance from MP331 ;Input: 1 to 16 777 215MP 332.0 : 2048.00000 ;X轴减速比1:1,每螺距电机编码器脉冲数MP 332.1 : 2048.00000 ;Y轴减速比1:1, 每螺距电机编码器脉冲数MP 332.
7、2 : 2048.00000 ;Z轴减速比1:1, 每螺距电机编码器脉冲数MP 332.3 : 3.686400000E+05 ;A轴减速比1:180,转台每圈电机编码器脉冲数MP 332.4 : 3.686400000E+05; ;C轴减速比1:180,转台每圈电机编码器脉冲数;MP1054 Linear distance of one motor revolution(电机一圈轴走的直线距离或度数)MP 1054.0 : 10MP 1054.1 : 10MP 1054.2 : 10MP 1054.3 : 2 ;A轴电机一圈走2度MP 1054.4 : 2 ;C轴电机一圈走2度MP910设定
8、各轴正方向的软限位 MP 910.0 910.4: XYZAC轴的正向软限位MP920负方向软限位 MP 920.0920.4 : XYZAC轴的负向软限位MP960机床零点的设定本机床XYZ轴伺服电机为绝对式编码器需要在参数MP1350参考点类型中进行设定,均设为5将轴移动到想要的机械零点位置,根据系统界面显示的机械位置数值,将此数值直接输入至该参数,设定后当前机械坐标变为03、定位和控制快速运动速度的设定MP 1010.0 : 15000 ;X轴MP 1010.1 : 15000 ;Y轴MP 1010.2 : 15000 ;Z轴MP 1010.3 : 1000 ;A轴MP 1010.4 :
9、 1800 ;C轴手动进给速度的设定MP 1020.0 : 5000 ;X轴MP 1020.1 : 5000 ;Y轴MP 1020.2 : 5000 ;Z轴MP 1020.3 : 1000 ;A轴MP 1020.4 : 1800 ;C轴加速度和手动模式下最大允许加加速的设定MP1060 MP1087 根据机床运动的实际振动情况来调整设定MP 1060.0 : 2.5 MP1087.0: 1MP 1060.1 : 2.5 MP1087.1: 1MP 1060.2 : 0.8 MP1087.2: 0.5MP 1060.3 : 0.5 MP1087.3: 1MP 1060.4 : 2 MP1087.
10、4: 1回参考点方向的设定 MP 1320 : %01001(参数设定值0和1改变回零方向)回参考点时速度的设定mm/minMP 1330.0 : 10000MP 1330.1 : 10000MP 1330.2 : 10000MP 1330.3 : 1000 MP 1330.4 : 1800 回参考点顺序的设定MP1340.0:2MP1340.1:3MP1340.2: 1MP1340.3: 4MP1340.4: 5参考点类型的设定MP1350 根据海德汉调试手册规定绝对式编码器的该参数设定为5,增量式的设定为2MP 1350.0 : 5MP 1350.1 : 5MP 1350.2 : 5MP
11、1350.3 : 5MP 1350.4 : 5驱动模块型号的设定MP 2100.0 : HEIDENHAIN-UM121BD; XMP 2100.1 : HEIDENHAIN-UM121BD; YMP 2100.2 : HEIDENHAIN-UM122D; ZMP 2100.3 : HEIDENHAIN-UM121D; AMP 2100.4 : HEIDENHAIN-UM121D; C注:该参数中设定的型号可以通过硬件来自动引导完成。电机型号的设定MP 2200.0 : QSY155D-EcoDyn-EnDat X轴MP 2200.1 : QSY155D-EcoDyn-EnDat Y轴MP 2
12、200.2 : QSY155D-EcoDyn-EnDat Z轴MP 2200.3 : QSY155B-EcoDyn A轴MP 2200.4 : QSY155B-EcoDyn C轴注:在设定电机型号时,选到2200.*参数,出现下面画面:按软键,可以在以下画面选择相对应的伺服电机的型号用光标移动选择相应型号的电机。电机型号设定完成后需对参数MP2396(最大扭矩) MP2420(电流控制器的比例系数) MP2430(电流控制器的积分系数)进行设定,直接将参数值改为*,系统会进行自动引导设定。4、主轴部分主要参数设定速度编码器输入接口与轴的对应关系MP112.5 X20主轴速度编码器接口MP113
13、.0 20主轴PWM接口MP121.0 56主轴驱动型号MP2100MP 2100.11 : HEIDENHAIN-UM122D; Spindel 1 - Betriebsart 0 (Y-Mode)MP 2100.12 : HEIDENHAIN-UM122D; Spindel 1 - Betriebsart 1 (D-Mode)主轴电机型号MP 2200.11 : QAN-200L-9000MP 2200.12 : QAN-200L-9000主轴输出类型MP3010: 6注:MP 3010=“0”指撤销屏蔽主轴主轴转速极性 MP 3130 : 1 ;根据实际方向来调整设定主轴编码器计数方向M
14、P3140: 1主轴各档电机转速MP3210.0: 8 (1000/min)主轴电机最小速度MP3240.1: 0.01 (1000/min)主轴倍率调节围MP3310 %0-150%MP3310.0 150 上限MP3310.1 50 下限主轴零点偏置:MP3430: 0(根据需要设定)主轴最大转速的设定MP3515.0:8000主轴定向转速设定MP3520.1: 1805、常用参数一览参数号参数意义备注MP10开通、屏蔽伺服轴设为1开通,0为屏蔽MP110位置编码器接口半闭环设为0,有光栅的设接口编号MP112速度编码器接口根据驱动模块接口分配设定MP120PWM接口根据驱动模块接口分配设
15、定MP210编码器计数方向根据实际设定0,1MP331信号的距离根据螺距、传动比设定MP332信号的个数固定设定值,不需修改MP709反向间隙补偿时间常数根据机床震动调整设定MP710反向间隙补偿按实测值设定MP910正方向行程限位根据机床行程设定MP920负方向行程限位根据机床行程设定MP960机床零点的设定任意位置设定MP1010快速移动速度根据要求设定MP1020手动进给速度根据要求设定MP1054电机转一圈的距离/角度根据机床丝杠螺距传动比设定MP1060加速度MP1087手动操作模式下最大允许加加速机床震动大适当减小设定值MP1320回参考点方向设定0,1改变方向MP1330回参考点
16、时速度MP1331退离参考点开关的速度增量式编码器有回零开关时设定MP1340回参考点的顺序开机后各轴回零顺序,Z轴优先MP1350参考点类型绝对式编码器设为5,增量设为2(详细参照海德汉调试手册第138页)MP2100驱动模块型号根据实际设定MP2200电机型号可自动引导设定MP111主轴外接编码器接口按模块分配接口设定(没有的设为0)MP113主轴电机编码器接口按模块分配接口设定MP121主轴PWM接口按模块分配接口设定MP2100.12主轴驱动型号根据实际设定MP2200.12主轴电机型号根据实际设定MP2420电流控制器的比例系数电机型号设定后自动引导MP2430电流控制器的积分系数电
17、机型号设定后自动引导MP2500速度控制器的比例系数机床如震动大或电机响减小设定值MP2510轴速控制器的积分系数机床如震动大或电机响减小设定值MP3010主轴输出类型屏蔽主轴时设为0(参照海德汉调试手册第148页)MP3120允许转速为零0:允许 1:不允许MP3130主轴转速极性(参照海德汉调试手册第148页)MP3140主轴位置编码器输出信号的计数方向有外接编码器时设定0,1改变方向MP3143主轴位置编码器固定方式(参照海德汉调试手册第149页)MP3210主轴各档电机转速设定单位1000r/minMP3240主轴电机最低速度设定单位1000r/minMP3310.0主轴倍率调节围 上
18、限1%-150%任意设定MP3310.1主轴倍率调节围 下限1%-150%任意设定MP3430主轴零点偏执0至360任意预设MP3510齿轮变级档位1至8的额定转数根据实际电机与主轴设定MP3515齿轮变级档位1至8的额定转速根据主轴最高转速设定MP3520.0用M4011激活转速手动旋转主轴时的速度MP3520.1主轴定向时的转速任意设定(转速不要过高)MP7230语言设定,可单独对NC对话语言、PLC对话语言、PLC出错信息、帮助文件的语言进行设定具体参照海德汉调试手册第163页MP7289主轴的位置显示步距设定4默认0.001度MP7290轴的位置显示步距设定4默认0.001mm或0.0
19、01度二、刀库相关容的设定1.刀库机械手换刀点、定位角度、当前刀套位置的设定在以下机床参数打开界面,按下屏幕右方的 MP数据TC 键在此列表中来设定Z轴换刀点的机械坐标(第68)、主轴定位角度(第73)、刀库当前刀套位置(第76)注:修改刀套当前位置后需进行激活操作,在输入密码进入参数的界面,按下屏幕下方的 帮助 按钮 会出现以下画面将光标移至第20行,按下操作面板上的启动按钮即可。2.刀具表的排列如以下图P 代表刀库刀套 T代表刀具号设定完成后按下屏幕下方的“完毕”键,即生效。三、伺服优化利用海德汉TNCopt软件,可手动或自动优化电流环参数、速度环参数、摩擦力补偿、加速度前馈、KV系数、轮
20、廓误差。 正确的对电脑的IP地址设定后打开TNCopt软件连接系统,进行伺服优化操作,具体操作步骤参照海德汉调试手册第100至112页。四、激光测试螺距补偿操作方法1.螺距补偿文件在文件管理PLC/CORRECT目录下建立各轴补偿文件,文件名称后缀名必须为PLC/CORRECT/CONFIG文件中12345列对应XYZAC轴的生效文件名称螺补文件的生效路径指定PLC/OEM.SYS按ENT键进入第72行螺距补偿的文件路径地址设定2.螺距补偿数据的输入例:X轴 行程800mm 采样点24.999mm按下屏幕右下方HEADLINE键,在屏幕上方DUTM中指定起始点,设为0,DISTANCE指定采样
21、间隔点,设为24.999即可。数据补偿方式为绝对式补偿,X方向为正行程,通过激光软件分析出的数据对照每个点进行补偿,输入数据的时候要取反值,即软件分析出的正值按负值补,负值按正值输入。反向间隙在参数MP710.0中进行补偿,补偿单位mm。例:Y轴 行程600 采样点24.999按下屏幕右下方HEADLINE键,在屏幕上方DUTM中指定起始点,设为-599.976,DISTANCE指定采样间隔点,设为24.999即可。数据补偿方式为绝对式补偿,由于Y方向为负向行程,起始点必须设定为-599.976,,激光软件分析数据时也要设定负向行程,对照每个点进行补偿即可。反向间隙在参数MP710.0中进行补
22、偿,补偿单位mm。五、AC轴角度编码器的连接AC轴采用海德汉ECN225角度编码器需进行以下参数的设定A轴 C轴 (位置编码器的接口)MP 110.3: 201 MP 110.4:202()MP118.3: %1000 MP118.4:%1000(编码器计数方向)MP210.3: 1 MP210.4: 0(信号的距离) MP331.3: 360MP331.4:360(信号的个数)MP332.3: 1 MP332.4:1(参考点类型)MP1350.3: 5 MP1350.4:5六、五轴补偿数据生效操作方法在参数输入密码界面输入密码807667按下文件管理器找到PLC/KINEMAT_PS目录中的
23、_21AC-SwivelingTable文件光标移至_21AC-SwivelingTable按下ENT键出现以下画面第7条设定C轴与主轴之间的旋转中心X方向的机械坐标值X260.61第8条设定C轴与主轴之间的旋转中心Y方向的机械坐标值Y-322.278第9条设定主轴端面至倾斜轴中心的距离Z-642.75第12条设定回转工作台端面至倾斜轴中心的距离Z180.199以上4条正确设定后,检查五轴补偿文件生效路径,在PLC目录下找到OEN.SYS文件按下ENT键进入出现以下画面光标所选中行,指定的补偿文件路径必须与实际补偿的文件一致生效路径设定完成后,按END键退出。此时必须对系统进行断电重启,补偿数
24、据才能生效。系统重启后在此画面中输入密码KINEMATIC按下ENT键后会出现下面画面选择第21项AC Swiveling Table文件,按下OK键。五轴补偿功能设定完成。五轴补偿功能生效后在屏幕的右下方会出现3D ROT 画面七、电脑连接系统进行数据备份与恢复1、电脑连接系统在此画面输入密码NET123后,出现网络配置的设定画面按下屏幕左下方DEFINE NET对应的按键后出现下面画面按下ENT键设定系统的IP地址192.168.0.3,子网掩码255.255.255.0电脑侧的IP地址与系统设定不能一致,设定后系统重启,IP地址生效。2.数据备份和恢复使用海德汉TNCreomoNT 软件
25、可以实现数控系统的全备份,包括机床参数、PLC 程序、NC 程序、刀具数据等等。在备份数据之前,需要实现该软件与数控系统的连接。 TN CremoNT 连接设置: 点击菜单Extra / configuration / connection, 选择Ethernet connection(TCP/IP), 接着选择 Setting,输入iTNC530 数控系统的IP 地址:192.168.0.3设置好IP地址后点击File Connect连接成功后,系统的所有文件会在软件全部显示出来点击Extra/Backup/Restore再点击File/Scan file list/All control files输入密码807667系统的所有文件显示出来点击RUN/Backup,指定保存地址名称保存。数据恢复如果要批量调试或者误操作更改了某些系统文件,可以恢复备份文件。点击File/Open file list选择备份文件,点击打开再点击Run Restore数据开始传送给系统23 / 23
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
