 盾构中文注释
盾构中文注释

《盾构中文注释》由会员分享,可在线阅读,更多相关《盾构中文注释(5页珍藏版)》请在装配图网上搜索。
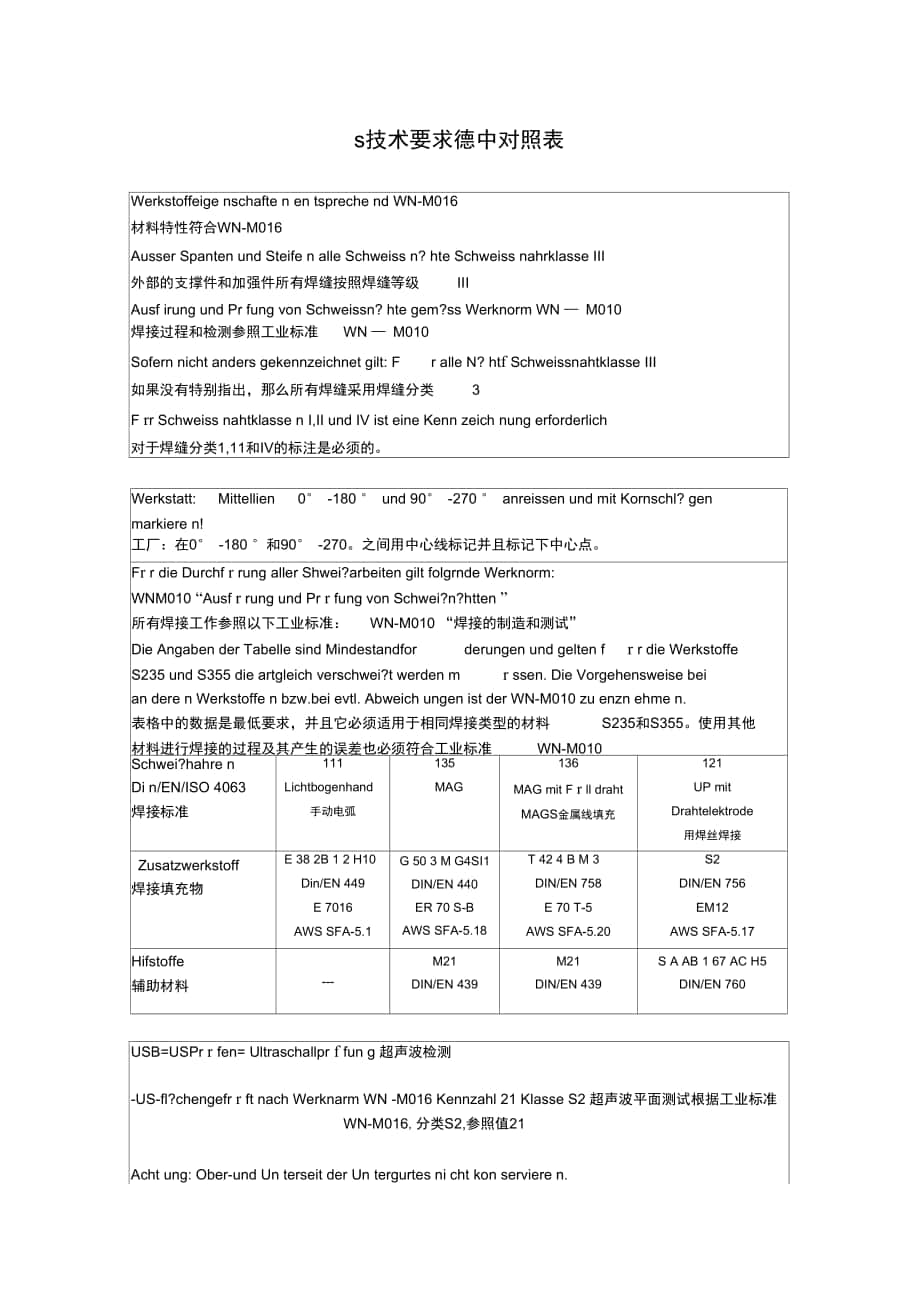
1、s技术要求德中对照表Werkstoffeige nschafte n en tspreche nd WN-M016材料特性符合WN-M016Ausser Spanten und Steife n alle Schweiss n? hte Schweiss nahrklasse III外部的支撑件和加强件所有焊缝按照焊缝等级IIIAusf irung und Pr fung von Schweissn? hte gem?ss Werknorm WN M010 焊接过程和检测参照工业标准WN M010Sofern nicht anders gekennzeichnet gilt: Fr alle
2、N? htf Schweissnahtklasse III如果没有特别指出,那么所有焊缝采用焊缝分类3F rr Schweiss nahtklasse n I,II und IV ist eine Kenn zeich nung erforderlich对于焊缝分类1,11和IV的标注是必须的。Werkstatt:Mittellien0 -180 und 90 -270 anreissen und mit Kornschl? genmarkiere n!工厂:在0 -180 和90 -270。之间用中心线标记并且标记下中心点。Fr r die Durchf r rung aller Shwei
3、?arbeiten gilt folgrnde Werknorm:WNM010 “Ausf r rung und Pr r fung von Schwei?n?htten ”所有焊接工作参照以下工业标准:WN-M010 “焊接的制造和测试”Die Angaben der Tabelle sind Mindestandforderungen und gelten fr r die WerkstoffeS235 und S355 die artgleich verschwei?t werden mr ssen. Die Vorgehensweise beian dere n Werkstoffe
4、n bzw.bei evtl. Abweich ungen ist der WN-M010 zu enzn ehme n.表格中的数据是最低要求,并且它必须适用于相同焊接类型的材料S235和S355。使用其他材料进行焊接的过程及其产生的误差也必须符合工业标准WN-M010Schwei?hahre nDi n/EN/ISO 4063焊接标准111Lichtbogenhand手动电弧135MAG136MAG mit F r ll drahtMAGS金属线填充121UP mitDrahtelektrode用焊丝焊接Zusatzwerkstoff 焊接填充物E 38 2B 1 2 H10Din/EN
5、449E 7016AWS SFA-5.1G 50 3 M G4SI1 DIN/EN 440ER 70 S-BAWS SFA-5.18T 42 4 B M 3DIN/EN 758E 70 T-5AWS SFA-5.20S2DIN/EN 756EM12AWS SFA-5.17Hifstoffe辅助材料-M21DIN/EN 439M21DIN/EN 439S A AB 1 67 AC H5DIN/EN 760USB=USPr r fen= Ultraschallpr f fun g 超声波检测-US-fl?chengefr r ft nach Werknarm WN -M016 Kennzahl 2
6、1 Klasse S2 超声波平面测试根据工业标准WN-M016,分类S2,参照值21Acht ung: Ober-und Un terseit der Un tergurtes ni cht kon serviere n. 注意:下窄板的上下二面不油封。Ohne weitere Angaben :没有特别说明的话:A) wird der Blechbelag ringsum 15mm aufgelegt连接板安装周围空出15mmB) Schwei?n?hte ringsum a4 (50/150) 焊缝的周围 a4 (50/150)Oh ne Spezielle An gaben sind
7、Folge nde MINDESTABDORDERUNGEN ein zuhalte n!没有特别说明时遵守以下最低要求:1. Stahl-Materialgte:uS235 JRG2 DIN 10025 S355J2G3 钢材料标准 S235 JRG2 DIN 10025S355J2G32. Schweissn?hte: G ute entsprechend Bewertungsgruppe C Din EN 25817 焊缝评估标准 Din EN 258173. N?htst? rke : a= 4 mm / tragende N?hte voll anshclie? en 焊缝高度:a=
8、 4 /Hartauftrag : 5mm (Theoretisch)硬质合金堆焊理论上5mmDrahtelektrode Din 8555 MSG 6-GZ-60. 焊条标准 Din 8555 MSG 6-GZ-60Acht ung: Hartauftrag erst n ach dem Vermesse n aufgeschwei? t. 注意:硬质合金堆焊在测量的基础上焊接。Lege nde zur Positi onierung:图表定位Zeichnungsnummer 图号Nachl?ufer-Nr:NL 1.X1 (152)Hauptpositionsnummer 主定位号Alll
9、e Schwei? n?hte druck dicht所有焊缝作压力测试Schwei? n?hte an Rohrst? ?en 管接口处焊接Schwei? nahtvorbereitung nach DIN 2559-1 焊缝标准根据 DIN 2559-1Nichtbema? te Schwei?n?hte tMin未标注焊缝tMi nKlasse IV 分类 IVMindestfreiraum fr Demontage des Pumpengeh? auses.泵室要求最紧凑的安装。Die an einer beliebige nMan telli niegemesse nenDurchm
10、essermu sse ninVortriebsricht un g(VTR) n ach hinten gleich oder kle iner sein.对于外壳表面的直径测量必须在前进方向的方面进行测量。Blechst? rke “ T ” nach Vermaessen bestimmt.Das Ma? “ T ” ist FA. Herrenknecht mitzuteilent = theoretisch 10mm钢板厚度T必须在测量后被确定。尺寸T必须要被建议到 Herrenknecht, T的理论尺寸 10mm2- seitig=2-sides2-边3- seitig=3-si
11、des3 边B.M.=bis Mitte / tocen ter至中心Ausser Spanten und Steife n alle Schwei ?n ?hte dmckdieht 骨架和加强件的所有焊缝必须经过压力测试。Kemn zeich nungder Schwei? n?hte WN-M010 Kapite 11标注焊缝按照 WN-M010 11章进行焊接Schwei ?n ?hte ohne An gabe Kapite 11.19 未标注焊缝按照11.19章进行焊接Schwei? n?htklass S3 mit Standard Pr ufunfangP5P5中有关于焊缝等级
12、 S3的标准检测Schwei ?n ?hte mit An gabeKapite 11.1b标注焊缝按照11.1b章中进行Fla nschplatle npaare Zusamme n gebohrt二块法兰板必须在一起钻孔IVIIIAn sieser StelleBechrifungsh? he ca。 有此标记的焊缝高度大约Segme ntnum mer80mm80mm左右aufschwei? en und rotmarkiere n 。Die an einerbeliebige nMan telli nieVotriebsrichtung( VTR ) nach hinten直径尺寸必须在标注的范围内gemesse nenDurchmessergleich oder kle inersein。mu sse nin
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
