《教槽料二次制粒生产工艺及流程》由会员分享,可在线阅读,更多相关《教槽料二次制粒生产工艺及流程(4页珍藏版)》请在装配图网上搜索。
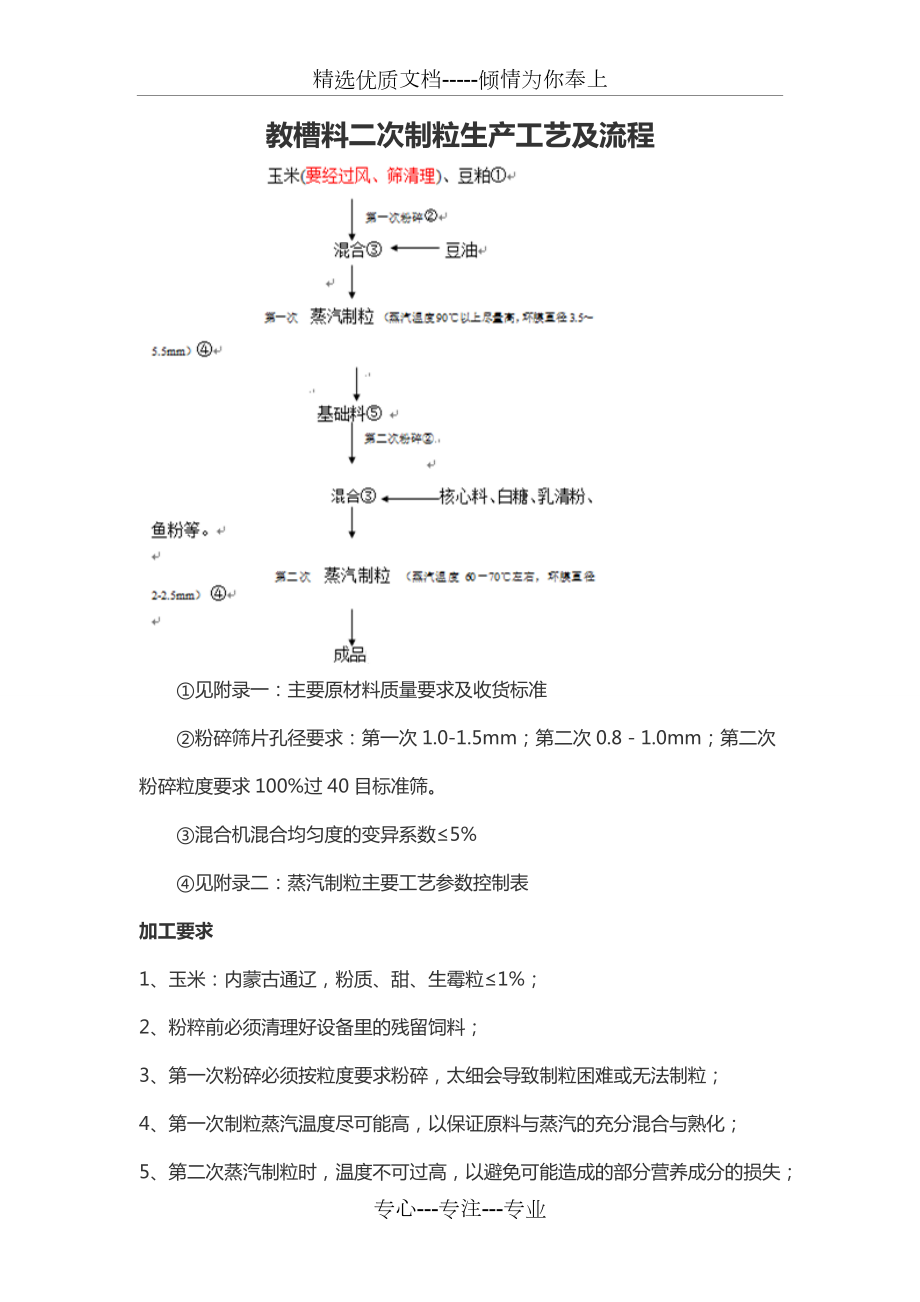
1、精选优质文档-倾情为你奉上教槽料二次制粒生产工艺及流程见附录一:主要原材料质量要求及收货标准粉碎筛片孔径要求:第一次1.0-1.5mm;第二次0.81.0mm;第二次粉碎粒度要求100%过40目标准筛。混合机混合均匀度的变异系数5%见附录二:蒸汽制粒主要工艺参数控制表加工要求1、 玉米:内蒙古通辽,粉质、甜、生霉粒1%;2、 粉粹前必须清理好设备里的残留饲料;3、 第一次粉碎必须按粒度要求粉碎,太细会导致制粒困难或无法制粒;4、 第一次制粒蒸汽温度尽可能高,以保证原料与蒸汽的充分混合与熟化;5、 第二次蒸汽制粒时,温度不可过高,以避免可能造成的部分营养成分的损失;6、 环模的压缩比为1:5(或
2、1:4,成品硬度高时调低),压缩比太高会造成第一次和第二次制粒困难。7、 核心料必须从小投料口投料或直接进入混合机, 必须在投大料的中间投,以保证核心料能完全进入混合机。8、 生产成品前必须用粉碎的玉米进行洗机,保证设备内不会有残留料;9、 生产的成品色泽要均一,经质检员认可后,按要求进行包装;10、 成品损耗率要小于0.5%,制粒冷却后的水分12.5%。附录一 主要原材料质量要求及收货标准附录二 制粒工艺主要参数控制一、主要控制参数1、调质器:其电流要严格按照设备要求控制2、转速:300-400转/分(经验值:转速基本在原该设备生产常规饲料转速的1/3-1/2左右)3、环模孔径:第1次3.5
3、-5.5mm,第2次2.0-2.5mm4、环模的压缩比:1:5(或1:4视成品硬度调整)5、粒长:5-8mm6、蒸汽的温度:第一次90(尽可能高,使原料尽可能的充分熟化);第二次55-65(视成品硬度调整);7、蒸汽的气压:4-5kg/cm2(第1次) 3.5 kg/cm2(第2次);8、冷却后温度:不高于室温49、调制后(未经过蒸汽制粒)的水分:15-18% ;10、 制粒后的水分含量:12.5%。11、 调质时间:30-40s(物料与蒸汽接触时间,正昌35s)12、 -淀粉糊化度:34 (正昌)(写第一次的糊化度)二、注意事项1、在夏秋季原料水分比较低的时候,调质压力尽量低些,这样蒸汽里的
4、水分会多点,有利于制粒;同时夏季原料水分低,基础室温高的时候,可以考虑原料细粉碎会更有利于制粒。在冬春季原料水分比较高的时候,调质压力尽量高些,这样蒸汽里的水分会少点,有利于制粒;同时冬春季原料水分高,基础室温低的时候,可以考虑原料粗粉碎会更有利于制粒。2、在多级调质器的情况下,如果调质后水分过高,可以只开最上面一级调质蒸汽打开,关闭其他的几级调质器的蒸汽。3、在基础料制粒困难时,可以测定一下混合后基础料的水分,和调质后基础料的水分。 (需要达到的温度-基础室温)/(调质后基础料的水分-调质前基础料的水分)=15左右。 如果这个比值越低,表示调质蒸汽中的水分过高了,可以适当增加蒸汽的压力,降低
5、水分。同时可以考虑蒸汽管道的设计是否合理,可以在低点增加一个疏水阀或者汽水分离器。如果这个比值过高,表示调质蒸汽中的水分过低了,可以适当降低蒸汽的压力,提高水分。调质前水分过低时,可以在混合机中适当提高12个点的水分,注意添加防霉剂。使得基础料调质后的水分在1617.5%范围内,制粒效率最佳。三、教槽料溶水性好的制粒要求1、第二次粉碎粒度尽可能达到要求,100%过40目;2、在成品调质制粒时,请务必关闭前几级调质器的蒸汽,仅打开最后一级调质器的蒸汽,如果有后熟化设备,请停止稳定器的工作。不要经过后熟化处理。3、降低第二次制粒的压力和温度,同时提高进料速度。4、基础料调质温度尽量达到95以上,第二次制粒温度不超过70。5、环模的压缩比1:5。6、采用逆流式冷却器,调节风量和冷却时间,如果该公司主要生产的产品为大粒径饲料,生产可以适当降低冷却风量。冷却时间一般在6分钟左右。注:尤其是在夏季高温高湿季节一定要注意控制好原料和成品的质量问题,甚至在夏季时可以考虑在加工时适当的多加些防霉剂。专心-专注-专业
 教槽料二次制粒生产工艺及流程
教槽料二次制粒生产工艺及流程