 焊接工艺评定报告样板异种钢
焊接工艺评定报告样板异种钢

《焊接工艺评定报告样板异种钢》由会员分享,可在线阅读,更多相关《焊接工艺评定报告样板异种钢(15页珍藏版)》请在装配图网上搜索。
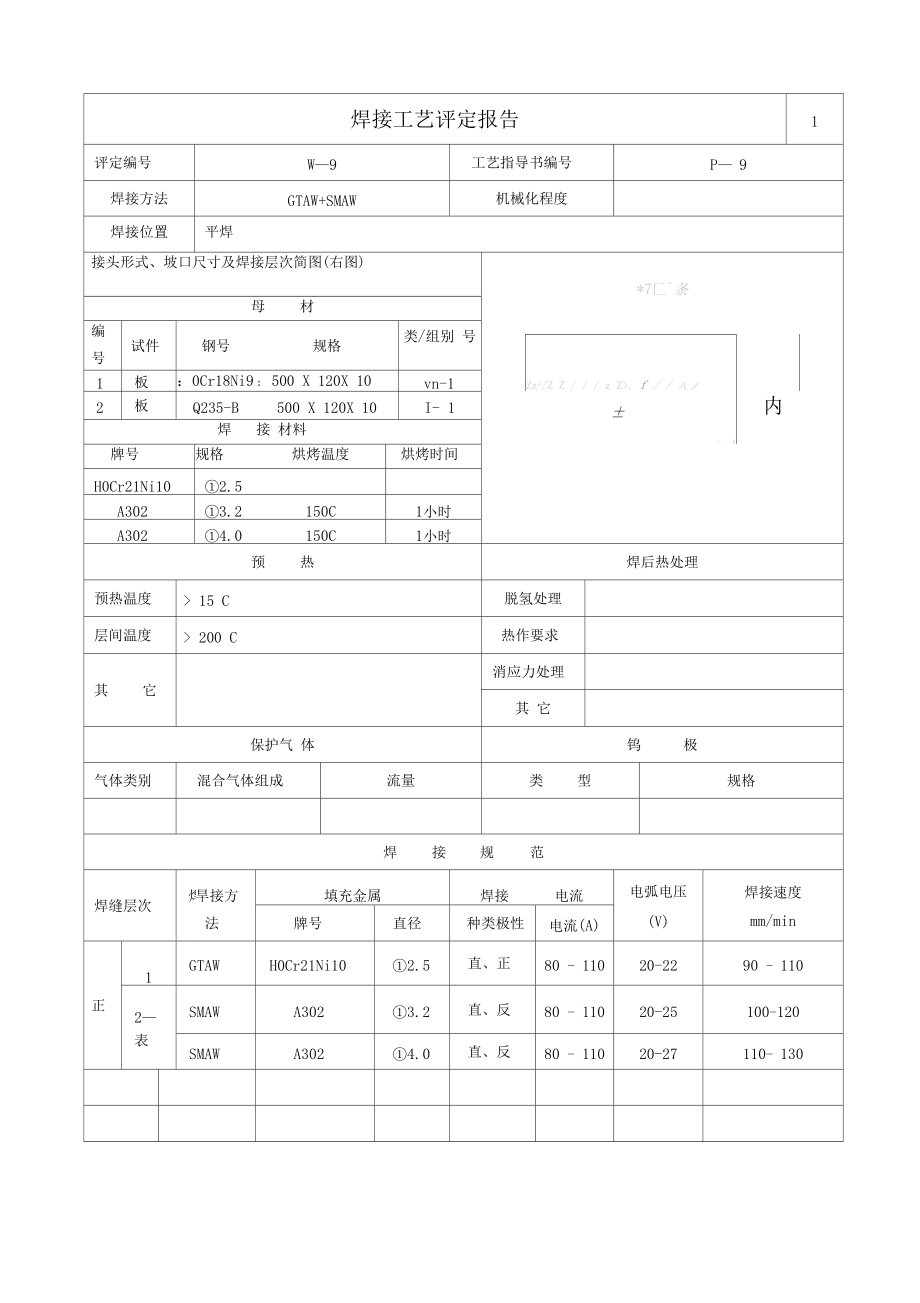
1、焊接工艺评定报告1评定编号W9工艺指导书编号P 9焊接方法GTAW+SMAW机械化程度焊接位置平焊接头形式、坡口尺寸及焊接层次简图(右图)*7匚条母材编号试件钢号规格类/组别 号Zzz/Z Z / / / z Z. f / / 八 /1板:0Cr18Ni9:500 X 120X 10vn-12板Q235-B500 X 120X 10I- 11内焊接 材料牌号规格烘烤温度烘烤时间H0Cr21Ni102.5A3023.2150C1小时A3024.0150C1小时预热焊后热处理预热温度 15 C脱氢处理层间温度 200 C热作要求其它消应力处理其 它保护气 体钨极气体类别混合气体组成流量类型规格焊接
2、规范焊缝层次焊旱接方填充金属焊接电流电弧电压(V)焊接速度mm/min法牌号直径种类极性电流(A)正1GTAWH0Cr21Ni102.5直、正80 - 11020-2290 - 1102表SMAWA3023.2直、反80 - 11020-25100-120SMAWA3024.0直、反80 - 11020-27110- 130焊接工艺评定报告2线能量E (KJ/cm)GTAW 18SMAW 375498 495(T s (MPa)弯曲试验项目试验依据合格标准试验结果报告号面弯JB4708- 2000裂纹:横向w 1.5mm 纵向w 3mm背弯JB4708- 2000侧弯JB4708- 2000焊
3、接工艺评定报告3冲 击 试 验部位缺口型式试验 温度试验依据合格标准试验结果报告号单个值均值焊缝中心V型CGB/T229-1994 27J热影 响区16MnR侧V型GB/T229-1994 27J20R侧V型GB/T229-1994 27J熔合线金 相 检 验部位组织显微硬度报 告 号母 材焊 缝热影响区其 它 检 验检查方法焊缝化学成份分析CSiMnPSNiCrMo结论:本评定按JB4708-2000标准规定焊接试件、检验试样、测定性能、确定试验记录正确。评定结果:合格审核编制2005.10.10焊接工艺评定指导书评定指导书编号焊接方法焊接位置焊缝接头形式机械化程度SMAW平焊对接接头坡口型
4、式及尺寸:7三香4外焊层焊道布置及顺序:*-二内母材序号试件钢号规格类/组别号供货状态1板16MnR600 X 130X 20n 12板Q235B600 X 130X 20I 1焊接材料类别标准型号牌号规格烘烤温度烘烤时间焊条JB4747J4274.0350 C1小时焊丝JB4747J4275.0350 C1小时焊剂保护气体钨极类型混合气体组成流 量类型规格钍钨极22.5预热焊后热处理预热温度层间温度预热方式焊态脱氢热作消应力 15C 200 CV焊接规范焊缝层次焊接方法填充金属焊接电流电弧电 压(V)焊接速度(mm/mi n)牌号直径mm种类极 性电流(A)正1SMAWJ4274.0直、反1
5、60-19022-27110-140SMAWJ4275.0直、反200-23022-28120-1502-表SMAWJ4274.0直、反160-19022-27110-140SMAWJ4275.0直、反200-23022-28120-150技术 措 施线能量:W 375:焊缝V型常温 27D=4Sa=180热影 响区V型16MnR侧0C 27Q235-B侧常温 27熔合线试验 项目拉 伸弯曲冲击面匕 冃侧焊缝热影响区熔合 线16MnR 侧Q235-B侧数 量24333其它:审核傅洲编制2007. 8. 13焊接工艺评定报告1评定编号W9工艺指导书编号P 9焊接方法SMAW机械化程度焊接位置平焊
6、接头形式、坡口尺寸及焊接层次简图(右图)母材编号试件钢号规格类/组别 号fJ/T J/TJJ1板0Cr18Ni9500 X 120 X 10vn -1/ J/ y J- /f# XF / # /ZzTx / / / /J /L亠2板Q235-B500 X 120 X 10I- 1内9焊接 材料牌号规格烘烤温度烘烤时间H0Cr21Ni102.5A3023.2150C1小时A3024.0150C1小时预热焊后热处理预热温度 15 C脱氢处理层间温度 200 C热作要求其它消应力处理其它保护气 体钨极气体类别混合气体组成流量类型规格焊接规范焊缝层 次焊接填充金属焊接电流电弧电压(V)焊接速度mm/m
7、in方法牌号直径种类极性电流(A)正SMAWJ4274.0直、反160-19022-27110-140SMAWJ4275.0直、反200-23022-28120-150反SMAWJ4274.0直、反160-19022-27110-140SMAWJ4275.0直、反200-23022-28120-150焊接工艺评定报告2线能量E (KJ/cm)GTAW 18SMAW 375498 495(T s (MPa)弯曲试验项目试验依据合格标准试验结果报告号面弯JB4708- 2000裂纹:横向w 1.5mm 纵向w 3mm背弯JB4708- 2000侧弯JB4708- 2000焊接工艺评定报告3冲 击
8、试 验部位缺口型式试验 温度试验依据合格标准试验结果报告号单个值均值焊缝中心V型GB/T229-1994 27J热影 响区16MnR侧V型GB/T229-1994 27J20R侧V型GB/T229-1994 27J熔合线金 相 检 验部位组织显微硬度报 告 号母 材焊 缝热影响区其 它 检 验检查方法焊缝化学成份分析CSiMnPSNiCrMo结论:本评定按JB4708-2000标准规定焊接试件、检验试样、测定性能、确定试验记录正确。评定结果:合格审核编制2005.10.10焊接工艺评定指导书评定指导书编号焊接方法焊接位置焊缝接头形式机械化程度SMAW平焊对接接头坡口型式及尺寸:4外焊层焊道布置
9、及顺序:土内母材序号试件钢号规格类/组别号供货状态1板16MnR600 X 130X 20n 12板Q235B600 X 130X 20I 1焊接材料类别标准型号牌号规格烘烤温度烘烤时间焊条JB4747J4274.0350 C1小时焊丝JB4747J4275.0350 C1小时焊剂保护气体钨极类型混合气体组成流 量类型规格钍钨极22.5预热焊后热处理预热温度层间温度预热方式焊态脱氢热作消应力 15C 200 CV焊接规范焊缝层次焊接方法填充金属焊接电流电弧电 压(V)焊接速度(mm/mi n)牌号直径mm种类极 性电流(A)正SMAWJ4274.0直、反160-19022-27110-140S
10、MAWJ4275.0直、反200-23022-28120-150反SMAWJ4274.0直、反160-19022-27110-140SMAWJ4275.0直、反200-23022-28120-150技术 措 施线能量:W 375:焊缝V型常温 27D=4Sa=180热影 响区V型16MnR侧0C 27Q235-B侧常温 27熔合线试验 项目拉 伸弯曲冲击面匕 冃侧焊缝热影响区熔合 线16MnR 侧Q235-B侧数 量24333其它:审核傅洲编制2007. 8. 13焊接工艺评定报告1评定编号W9工艺指导书编号P焊接方法SAW机械化程度焊接位置平焊接头形式、坡口尺寸及焊接层次简图(右图)7 j
11、a母材编号试件钢号规格类/组别 号/f/jrjrjFj1板0Cr18Ni9500 X 120 X 10vn -112板Q235-B500 X 120 X 10I- 1土一 1J内1焊接 材料牌号规格烘烤温度烘烤时间H0Cr21Ni102.5A3023.2150C1小时A3024.0150C1小时预热焊后热处理预热温度 15 C脱氢处理层间温度 200 C热作要求其它消应力处理其它保护气 体钨极气体类别混合气体组成流量类型规格焊接规范焊缝层 次焊接填充金属焊接 电流电弧电压(V)焊接速度mm/min方法牌号直径种类极性电流(A)正SAWH10M n2+HJ431 4.0直反460-52030 -
12、 36300 - 340反SAWH10M n2+HJ431 4.0直反460-52030 - 36300 - 340焊接工艺评定报告2线能量E (KJ/cm)GTAW 18SMAW 375498 495(T s (MPa)弯曲试验项目试验依据合格标准试验结果报告号面弯JB4708- 2000裂纹:横向w 1.5mm 纵向w 3mm背弯JB4708- 2000侧弯JB4708- 2000焊接工艺评定报告3冲 击 试 验部位缺口型式试验 温度试验依据合格标准试验结果报告号单个值均值焊缝中心V型GB/T229-1994 27J热影 响区16MnR侧V型GB/T229-1994 27J20R侧V型GB
13、/T229-1994 27J熔合线金 相 检 验部位组织显微硬度报 告 号母 材焊 缝热影响区其 它 检 验检查方法焊缝化学成份分析CSiMnPSNiCrMo结论:本评定按JB4708-2000标准规定焊接试件、检验试样、测定性能、确定试验记录正确。评定结果:合格审核编制2005.10.10焊接工艺评定指导书评定指导书编号焊接方法焊接位置焊缝接头形式机械化程度SMAW平焊对接接头坡口型式及尺寸:焊层焊道布置及顺序:i外內11母材序号试件钢号规格类/组别号供货状态1板16MnR600 X 130X 20n 12板Q235B600 X 130X 20I 1焊接材料类别标准型号牌号规格烘烤温度烘烤时
14、间焊条JB4747J427 4.0350 C1小时焊丝JB4747J427 5.0350 C1小时焊剂保护气体钨极类型混合气体组成流量类型规格钍钨极22.5预热焊后热处理预热温度层间温度预热方式焊态脱氢热作消应力 15C 200CV焊接规范填充金属焊接电流电弧电阳辰并囱焊缝层次焊接方法种类极压.:、-.牌号直径mm性电流(A)(V)(mm/mi n)H10Mn2+正SAWHJ431“4.0直反460-52030-36300- 340H10Mn2+反SAW 6 4.0直反460-52030-36300- 340HJ431技术 措 施线能量:W 375:焊缝V型常温 27D=4Sa=180热影 响区V型16MnR侧0C 27Q235-B侧常温 27熔合线试验 项目拉 伸弯曲冲击面匕 冃侧焊缝热影响区熔合 线16MnR 侧Q235-B侧数 量24333其它:审核傅洲编制2007. 8. 13
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 一元回归及相关分析课件
- 第六章北方地区第四节-祖国的首都——北京(课堂ppt)课件
- 第十三课《规划每一天》ppt课件
- 第十三课从蒸汽机到互联网ppt课件
- 第八章-真核基因表达调控ppt课件
- 第10章-中枢神经系统感染性疾病ppt课件
- 第十一课-公正处理民事关系ppt课件
- 第十三课《人的本质与利己利他》-一、正确处理利己和利他的关系ppt课件
- 第十四章-消息标题ppt课件
- 第23章第1节生物的生存依赖一定的环境ppt课件
- 第十八章电功率第1节电能电功ppt课件
- 第十二章-公共关系评估ppt课件
- 第十二章-词的初创及晚唐五代词ppt课件
- 一元二次方程解法——配方法课件
- 第十四章-流变学基础ppt课件
