《模具设计指导作业书 模具设计指导书》由会员分享,可在线阅读,更多相关《模具设计指导作业书 模具设计指导书(7页珍藏版)》请在装配图网上搜索。
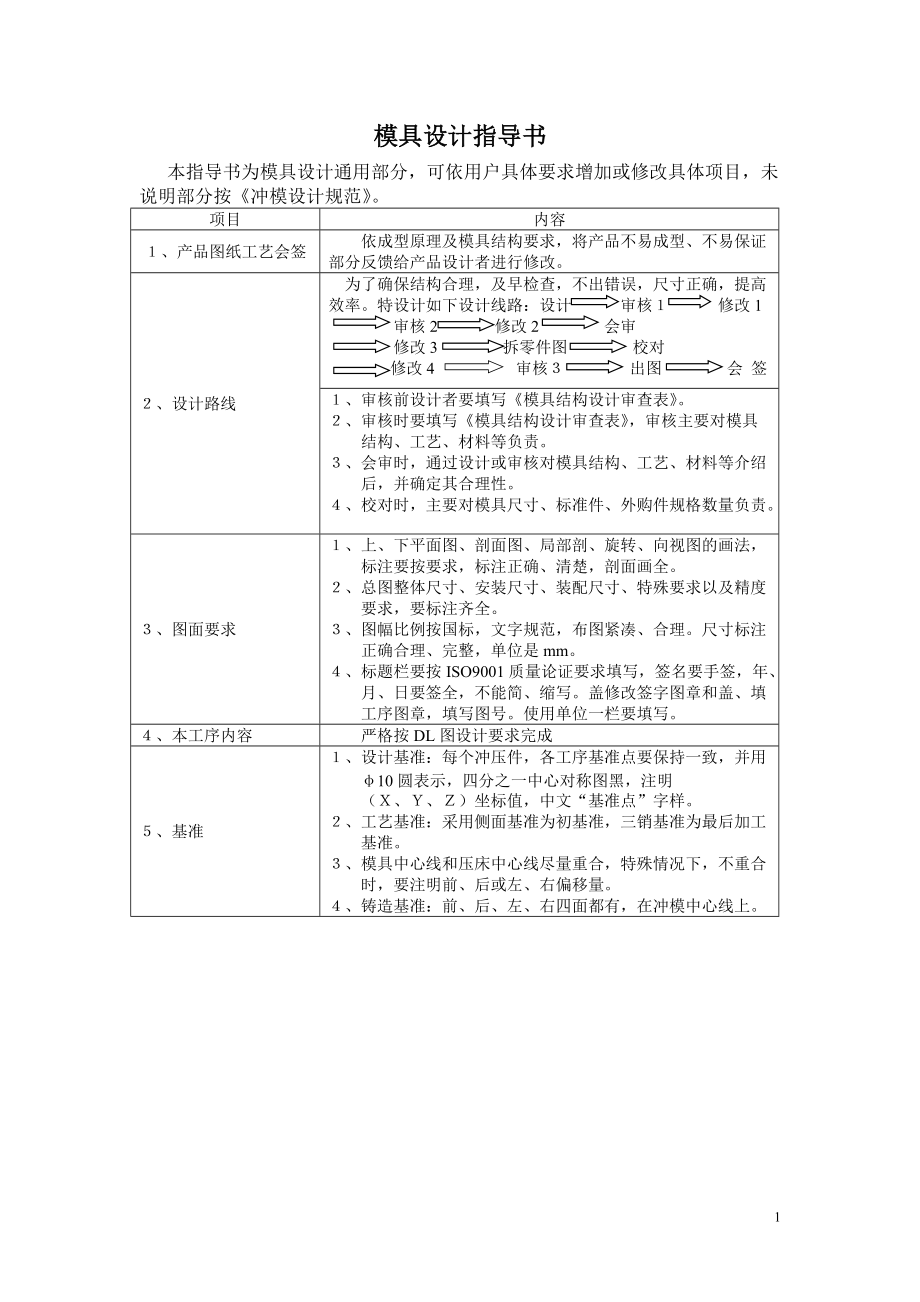
1、模具设计指导书本指导书为模具设计通用部分,可依用户具体要求增加或修改具体项目,未说明部分按冲模设计规范。项目内容、产品图纸工艺会签 依成型原理及模具结构要求,将产品不易成型、不易保证部分反馈给产品设计者进行修改。、设计路线为了确保结构合理,及早检查,不出错误,尺寸正确,提高效率。特设计如下设计线路:设计 审核修改1审核2 修改2会审修改3拆零件图校对 修改4审核出图会 签、 审核前设计者要填写模具结构设计审查表。、 审核时要填写模具结构设计审查表,审核主要对模具结构、工艺、材料等负责。、 会审时,通过设计或审核对模具结构、工艺、材料等介绍后,并确定其合理性。、 校对时,主要对模具尺寸、标准件、
2、外购件规格数量负责。、图面要求、 上、下平面图、剖面图、局部剖、旋转、向视图的画法,标注要按要求,标注正确、清楚,剖面画全。、 总图整体尺寸、安装尺寸、装配尺寸、特殊要求以及精度要求,要标注齐全。、 图幅比例按国标,文字规范,布图紧凑、合理。尺寸标注正确合理、完整,单位是mm。、 标题栏要按ISO9001质量论证要求填写,签名要手签,年、月、日要签全,不能简、缩写。盖修改签字图章和盖、填工序图章,填写图号。使用单位一栏要填写。、本工序内容 严格按DL图设计要求完成、基准、 设计基准:每个冲压件,各工序基准点要保持一致,并用10圆表示,四分之一中心对称图黑,注明(、)坐标值,中文“基准点”字样。
3、、 工艺基准:采用侧面基准为初基准,三销基准为最后加工基准。、 模具中心线和压床中心线尽量重合,特殊情况下,不重合时,要注明前、后或左、右偏移量。、 铸造基准:前、后、左、右四面都有,在冲模中心线上。、压板槽、 模具压板槽以模具中心对称布置,模具长度大于2000,上底版不少于个压板槽,下底版不少于个压板槽。模具长度1000-2000,上底版不少于个压板槽,下底版不少于个压板槽。个压板槽中间对称,斜对称分布,前左后右,位置公差不标注。、 模具压板槽间距2/3。、 结构尺寸。7、闭合高度H 后两位数字为X00、X50两种。8、导向:相对运动、 上、下模导向:冲切平刃口类的模具,用导柱导向;立体修边
4、冲孔,采用导柱、导板导向;成型类(拉延、整形、翻边)只用导板导向。、 导柱、导板合用时,导板一定要先初导向,导柱后导向,相差15mm。、 斜楔和滑块的初接触面积,不少于整个导板面的二分之一。、 导板均采用铸铁基的自润导板,按QB1001标准选用。、 导板要划双斜线。、 模具仅导柱导向时,最少要使用三个导柱(标准模架、小模具除外)。推荐优先采用QM1205导柱合件及QM1224导套合件,其次为QM1202导柱合件及QM1222导套合件。9、模具端头及起重方式、 每个冲压件各道工序的端头和起重保持一致为总原则,以拉延,修边为准。、 冲模零件或部件超过15kg及取放不方便的均应设置起吊螺孔,只采用M
5、8、M10、M12、M16、M20几种。10、顶出器限位(选用QM标准)B型限位螺钉:下模:从上往下把 上模:从下往上把工序工 作安 全第一优先第二优先数量第一优先第二优先数量拉延B4修边CB4CB2成形CB4CB211、安全区及限位装置、 模具四个角部设置安全区结构及尺寸如下、 所有模具必须设计行程限制器,有弹性元件的模具需设计存放限制器。12、进、出料、 下模送料高度为300-500(从工作台面计算)。、 关键外覆盖件需设进出料机构,托料架要可旋转、 工件和废料退出凸凹模,不能有任何滞留和粘附现象。13、汽缸、 汽缸按模具厂指定型号。、 快换接头由用户提供标准。14、铸字、 在进料操作面铸
6、出模具号、材料、前面标志“F”,在出料面铸“潍坊模具”标志。、 上模在两端头铸出板料的流动方向。、 铭牌格式见附图:、 若是左右件模具:则在模具号后铸出左右标志“L/R”。15、试棒(上下底版除外)、 模具工作部分为铸件的均应在工作面的反面设计试棒,供模具使用厂家检验用,位置及尺寸见下图。16、防护板 下模活动部分需加防护板17、连接板模具要有运输连接板,长度根据结构定,宽设定为50mm,厚为12mm,螺钉M12X30,长孔在下方,长孔尺寸为13.5X30。18、快速定位、 固定工作台: 所有模具定位位置利用托杆孔位置。 尺寸大小,入图(如结构受限制也可以布置在左右二侧):、 活动工作台按用户
7、要求。19、托杆、 模具上的托杆孔直径按压床上尺寸D设计:D+1020。、 托杆用户自备,但Lmin=150,且每隔30一挡,即L=150,180,210.,最大顶出高度。、 如用二级托杆,优先考虑铸腿,其次考虑带台阶,挂在下底板。20、缓冲器、 大中型模具下模加缓冲器。、 缓冲器位置放在下底版安全区。、 装有缓冲器的模具存放限制器厚度H40。、 缓冲器结构见下图,图示为模具存放状态。拉延模模具结构、铸件壁厚及使用材质模具结构内容1、铸件加强筋厚度及铸件材料 具体见模具标准、模具结构及使用材质标准。2、模具导向、 模具采用导向腿导向。、 导板采用含石墨自润导板(铸铁基体)。3、成形到位检测装置
8、、 拉延模均需对角布置2个成形到位检测器。、 检测器标准选用QM1622。4、热处理 1、MTMo-Cr表面淬火HRC52+2。5、定位块6、平衡块1、压料圈上按需要布置4 8块平衡块。7、压料圈垫块、 垫块须均匀布置,具体数量由设计人员确定,但不得少于4块。、 标准按QM1623,规格d=60或d=80,H=20.8、排气孔、 上模排气管采用铜弯管。、 标准按QM2956。修边模结构及使用材质标准模具结构内容1、铸件加强筋厚度及材料 具体见模具标准、模具结构及使用材质标准。2、刃口进给量3、刃口镶块、 镶块长度:铸件L1.23不多于34件。5、冲孔凸模、凹模、 直径d10或短边b5的异型孔,优先采用钢球式快换冲头,冲孔凹模能镶套的一定镶套,异型孔防转采用压键防转。、 所有冲孔凸模的长度尽量短并一致,为L=6380mm,所有的冲孔凹模的高度定为H=25mm。翻边模模具结构、铸件壁厚、使用材质模具结构内容1、模质结构、铸件结构及材质具体见模具标准、模具结构及使用材质标准。2、镶块1、镶块长度:锻件L300mm,铸件L500mm。7
 模具设计指导作业书 模具设计指导书
模具设计指导作业书 模具设计指导书