 4陶瓷坯体的成形-陶瓷工艺学资料课件
4陶瓷坯体的成形-陶瓷工艺学资料课件

《4陶瓷坯体的成形-陶瓷工艺学资料课件》由会员分享,可在线阅读,更多相关《4陶瓷坯体的成形-陶瓷工艺学资料课件(42页珍藏版)》请在装配图网上搜索。
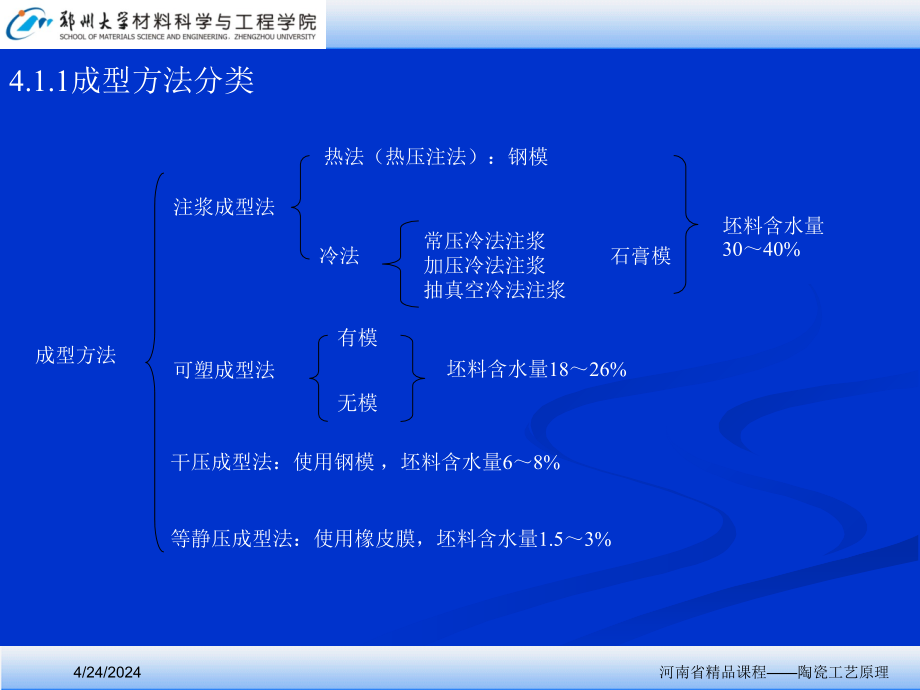
1、4.1.1成型方法分类 冷法坯料含水量3040%石膏模常压冷法注浆加压冷法注浆抽真空冷法注浆有模无模等静压成型法:使用橡皮膜,坯料含水量1.53%干压成型法:使用钢模,坯料含水量68%可塑成型法 成型方法坯料含水量1826%注浆成型法热法(热压注法):钢模4/24/2024河南省精品课程陶瓷工艺原理4.1.2 成型方法的选择 以图纸或样品为依据,确定工艺路线,选择合适的成型方法。选择成型方法时,要从下列几方面来考虑:(1)产品的形状、大小、厚薄等。(2)坯料的工艺性能。(3)产品的产量和质量要求。(4)成型设备要简单,劳动强度要小,劳动条件要好。(5)技术指标要高,经济效益要好。4/24/20
2、24河南省精品课程陶瓷工艺原理第二节 注浆成型 注浆成型工艺简单,适于生产一些形状复杂且不规则、外观尺寸要求不严格、壁薄及大型厚胎的制品。4.2.1影响泥浆流动性的因素1、固相的含量、颗粒大小和形状的影响2、泥浆温度的影响 3、粘土及泥浆处理方法的影响 4、泥浆的pH值的影响 4/24/2024河南省精品课程陶瓷工艺原理4.2.2注浆过程的物理化学变化 1.注浆时的物理脱水过程 2.注浆时的化学凝聚过程:Na-粘土CaSO4Na2SiO3Ca-粘土CaSiO3+Na2SO4 4/24/2024河南省精品课程陶瓷工艺原理4.2.3陶瓷坯体的注浆成型 1、基本注浆方法:空心注浆(单面注浆)实心注浆
3、(双面注浆)空心注浆(单面注浆)4/24/2024河南省精品课程陶瓷工艺原理实心注浆(双面注浆)4/24/2024河南省精品课程陶瓷工艺原理2、注浆用石膏模的主要缺陷(1)开裂(2)气孔与针眼(3)变形(4)塌落(5)粘膜 4/24/2024河南省精品课程陶瓷工艺原理第三节 干压成型 4.3.1 干法压制的基本原理 1、粉料的基本性质(1)粒度和粒度的分布 V=abc=r3即该颗粒等效半径为:4/24/2024河南省精品课程陶瓷工艺原理(2)粉料的堆积性质 等径球体堆积形式及孔隙率 4/24/2024河南省精品课程陶瓷工艺原理(3)粉料的拱桥效应(或称桥接)4/24/2024河南省精品课程陶瓷
4、工艺原理2、粉料的流动性 粉料自然堆积的外形 F=4/24/2024河南省精品课程陶瓷工艺原理4.3.2压制过程坯体的变化 1、密度的变化 坯体密度与压力的关系 4/24/2024河南省精品课程陶瓷工艺原理2、强度的变化 第一阶段强度并不大 第二阶段强度直线提高第三阶段强度变化也较平坦3、坯体中压力的分布 坯体中压力分布不均匀,H/D比值愈大,则不均匀分布现象愈严重。4/24/2024河南省精品课程陶瓷工艺原理4.3.3加压制度对坯体质量的影响1、成型压力的影响2、加压方式的影响加压方式和压力分布关系图(横条线为等密度线)a单面加压;b双面同时加压;c双面先后加压;d四面加压 4/24/202
5、4河南省精品课程陶瓷工艺原理3、加压速度的影响4、添加剂的选用(1)减少粉料颗粒间及粉料与模壁之间的摩擦,这种添加物又称润滑剂;(2)增加粉料颗粒之间的粘结作用,这类添加物又称粘合剂;(3)促进粉料颗粒吸附、湿润或变形,通常采用表面活性物质。5、弹性后效 加荷卸荷压力与变形的关系示意图 4/24/2024河南省精品课程陶瓷工艺原理4.3.4影响层裂的因素及防止方法 1、气体的影响。2、坯体水分的影响。3、加压次数对层裂的影响。4、压制时间及压力的影响。4/24/2024河南省精品课程陶瓷工艺原理第四节 可塑成型 可塑成型主要是通过胶态原料制备、加工,从而获得一定形状的陶瓷坏体。4.4.1可塑成
6、型分类可塑成型分类 可塑成型是古老的一种成型方法。我国古代采用的手工拉坯就是最原始的可塑法。常用的可塑成型方法主要是挤压成型、热压铸成型、胶态成型等。4/24/2024河南省精品课程陶瓷工艺原理1、挤压成型 挤压成型时应该注意以下工艺问题:(1)挤制的压力;(2)挤出速率;(3)挤出管子时,管壁厚度必须能承受本身的重力作用和适应工艺要求;(4)挤压成型的缺陷。4/24/2024河南省精品课程陶瓷工艺原理2、热压铸成型工艺 陶瓷热蜡铸工艺流程图 4/24/2024河南省精品课程陶瓷工艺原理3、热压铸成型的特点 热压铸成型适用于以矿物原料、氧化物、氮化物等为原料的新型陶瓷的成型,尤其对外形复杂、精
7、密度高的中小型制品更为适宜。其成型设备不复杂,模具磨损小,操作方便,生产效率高。热压铸成型的缺点是,工序较繁,耗能大,工期长,对于壁薄,大而长的制品不宜采用。4/24/2024河南省精品课程陶瓷工艺原理4.4.2 造粒成型造粒类型原料状态造粒机理粒子形状主要适用领域备注熔融成行熔融液冷却、结晶、削除板状、花料状无机、有机药品、合成树脂包含回转筒、蒸馏法回转筒型粉末、液体毛细管吸附力、化学反应球状医药、食品、肥料、无机、有机化学药品、陶瓷转动型回转盘型粉末、液体毛细管吸附力、化学反应球状医药、食品、肥料、无机、有机化学药品粒状大的结晶析晶型溶液结晶化、冷却各种形状无机、有机化学药品、食品喷雾干燥
8、型溶液、泥浆表面张力、干燥、结晶化球状洗剂、肥料、食品、颜料、燃料、陶瓷喷雾冷水型熔融液表面张力、干燥、结晶化球状金属、无机药品、合成树脂喷雾空冷型熔融液表面张力、干燥、结晶化球状金属、无机、有机药品使用沸点高的冷却体液相反应型反应液搅拌、乳化、悬浊反应球状无机药品、合成树脂硅胶微粒聚合烧结炉型粉末加热熔融、化学反应球状、块状陶瓷、肥料、矿石、无机药品有时不发生化学反应挤压成型溶解液糊剂冷却、干燥、剪切圆柱状、角状合成树脂、医药、金属板上滴下型熔融液表面张力、冷却、结晶、削除半球状无机、有机药品、金属铸造型熔融液冷却、结晶、离型各种形状合成树脂、金属、药品制品形状过大就不能造粒压片型粉末压力、
9、脱型各种形状食品、医药、有机、无机药品压缩成型机械型板棒机械应力、脱型各种形状金属、合成树脂、食品冲孔、切削、研磨乳化型表面张力、相分离硬化作用,界面反应球状医药、化妆品、液晶微胶束4/24/2024河南省精品课程陶瓷工艺原理4.4.3流延成型1、工艺流程溶剂混磨烧结促进剂细磨熟料抗聚凝剂除泡剂烘干再混磨流延真空除气增塑、润滑剂粘合剂卷轴待用4/24/2024河南省精品课程陶瓷工艺原理2、流延成型浆料的制备 流延成型用浆料的制备方法是,先将通过细磨、煅烧的熟瓷粉加入溶剂,必要时添加抗聚凝剂、除泡剂、烧结促进剂等进行湿式混磨;再加入粘结剂、增塑剂、润滑剂等进行混磨以形成稳定的、流动性良好的浆料。
10、3、流延成型的特点 流延成型设备不太复杂,且工艺稳定,可连续操作,生产效率高,自动化水平高,坯膜性能均匀一致且易于控制。但流延成型的坯料因溶剂和粘结剂等含量高,因此坯体密度小,烧成收缩率有时高达2021%。流延成型法主要用以制取超薄型陶瓷独石电容器、氧化铝陶瓷基片等新型陶瓷制品。为电子元件的微型化,超大规模集成电路的应用,提供了广阔的前景。4/24/2024河南省精品课程陶瓷工艺原理4.4.4 轧膜成型 轧膜成型是将准备好的陶瓷粉料,拌以一定量的有机粘结剂(如聚乙烯醇等)和溶剂,通过粗轧和精轧成膜片后再进行冲片成型。1、工艺流程 压延辊(精轧)增塑剂粘合剂瓷粉水混合,粉碎干燥 混料辊压(粗轧)
11、成型4/24/2024河南省精品课程陶瓷工艺原理2、轧膜成型用塑化剂 坯料聚乙烯醇水溶液聚乙烯醇乙醇甘油蒸馏水塑化剂用量浓度/用量/ml高压电容器153535压电喇叭15182滤波器15242压电陶瓷900g480g240g4000mL1820各种轧膜瓷料用塑化剂的不同配比 4/24/2024河南省精品课程陶瓷工艺原理3、轧膜成型的特点 轧膜成型具有工艺简单、生产效率高、膜片厚度均匀、生产设备简单、粉尘污染小、能成型厚度很薄的膜片等优点。但用该法成型的产品干燥收缩和烧成收缩较干压制品的大。该法适于生产批量较大的1mm下的薄片状产品,在新型陶瓷生产中应用较为普遍。4/24/2024河南省精品课程
12、陶瓷工艺原理4.4.5 注射成型 1、工艺流程 瓷粉粘结剂柱塞式预塑式螺旋直列式加热混练用辊机质粒压纹加热挤压制粒机混练机低温粉碎用辊机低温挤压成薄片粒状粉料注射成形一次成型坯脱 脂 脂烧 结成 品4/24/2024河南省精品课程陶瓷工艺原理第五节 其他成型方法 4.5.1纸带成型 它与流延成型法有些类似,以一卷具有韧性的、低灰份的纸(如电容纸)带作为载体。让这种纸带以一定的速度通过泥浆槽,粘附上合适厚度的浆料。通过烘干区并形成一层薄瓷坯,卷轴待用。在烧结过程中,这层低灰份衬纸几乎被彻底燃尽而不留痕迹。如泥浆中采用热塑性高分子物质作为粘结剂,则在加热软化的情况下,可将坯带加压定型。4/24/2
13、024河南省精品课程陶瓷工艺原理4.5.2 滚压成型 它与轧膜成型有些相似,是以热塑性有机高分子物质作为粘合载体,将载体与陶瓷粉料放在一起,加入封闭式混练器进行混练,练好后再进入热轧辊箱,轧制成一定厚度引出,用冷空气进行冷却,然后卷轴待用。如欲制作其它定型坯带,则对从轧辊箱出来的坯片,可趁热进行压花。此法与前述纸带成型法均可用以制作垂直多孔筒状热交换器,两者各有优点。用滚压法所制的坯体孔型较好,空气易于流通,但工艺较难控制。4/24/2024河南省精品课程陶瓷工艺原理4.5.3 印刷成型 将超细粉料、粘合剂、润滑剂、溶剂等充分混合,调制成流动性很好的稀浆料,然后采用丝网漏印法,即可印出一层极薄
14、的坯料。4.5.4 喷涂成型 此法所用的浆料与流延法、印刷法相似,但必须调得更稀一些,以便利用压缩空气通过喷嘴,能使之形成雾粒,此法主要用以制造独石电容器,喷涂时以事先刻制好的掩膜,挡住不应喷涂的部分,到一定程度可让其干燥,干后再作第二次、第三次喷涂,到达预定厚度时,再更换掩膜,喷上所需的另一浆料。按这种金属浆料和陶瓷浆料,反复更换掩膜,交替喷上,以获得独石电容器的结构。4/24/2024河南省精品课程陶瓷工艺原理4.5.5爆炸成型 50年代初,爆炸成型最初用于TiC、TaC和Ni粉叶片的成型。炸药爆炸后,在几微秒内产生的冲击压力可达1106MPa。巨大的压力,以极快的速度作用在粉末体上,使压
15、坯获得接近理论密度和很高的强度。爆炸成型法可以成型形状复杂的制品,制品的轮廓清晰,尺寸公差稳定,成本较低。目前,爆炸成型法已应用于铁氧体、金属陶瓷等的生产。4/24/2024河南省精品课程陶瓷工艺原理第六节 坯体的干燥 坯体干燥的目的在于提高其机械强度,有利于装窑操作并保证烧成初期能够顺利进行。4.6.1干燥过程 干燥三个阶段 4/24/2024河南省精品课程陶瓷工艺原理干燥时随温度提高坯料中水的粘度和表面张力的变化020406080100020406080100百分数(%)121-水的粘度;2-表面张力干燥过程中,坯料内水分的粘度和表面张力随温度升高而降低 4/24/2024河南省精品课程陶
16、瓷工艺原理自由含水率(%)空气温度与干燥速率的影响在干燥过程中,干燥速度和干燥条件(空气的温度、湿度和流动速度)关系如图:4/24/2024河南省精品课程陶瓷工艺原理自由含水率(%)相对湿度与干燥速度的关系 4/24/2024河南省精品课程陶瓷工艺原理空气流动速度与干燥速度的关系 自由含水率(%)4/24/2024河南省精品课程陶瓷工艺原理4.6.2干燥制度 干燥制度是砖坯进行干燥时的条件总和。它包括干燥时间、进入和排出干燥剂的温度和相对湿度、砖坯干燥前的水分和干燥终了后的残余水分等。1、影响干燥时间的因素(1)物料的性质和结构。(2)砖坯的形状和大小。(3)坯体最初含水量和干燥后残余水分。(
17、4)干燥介质的温度、湿度和流速。(5)干燥介质在干燥器中的温度降。(6)干燥器的构造良好,密封情况和操作情况也对干燥时间有很大影响。4/24/2024河南省精品课程陶瓷工艺原理2、砖坯干燥残余水分根据下列因素确定(1)砖坯的机械强度应能满足运输装窑的要求;(2)为满足烧成初期能快速升温的要求;(3)为制品的大小和厚度所决定,通常形状复杂的大型和异型制品的残余水分应低 些;(4)不同类型烧成窑有不同的要求。4/24/2024河南省精品课程陶瓷工艺原理制品类型干燥介质温度,相对湿度,%进口出口可塑法成型粘土制品标 型异 型异型硅砖镁质(镁砖、铬镁砖、白云石质)异型砖12014010012015020080120354030354050405075908095最好90 隧道干燥器干燥某些陶瓷坯体的干燥制度 4/24/2024河南省精品课程陶瓷工艺原理本节小结:注浆成型可塑成型干压成型坯体的干燥4/24/2024河南省精品课程陶瓷工艺原理
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
