《加工中心精度检验单》由会员分享,可在线阅读,更多相关《加工中心精度检验单(4页珍藏版)》请在装配图网上搜索。
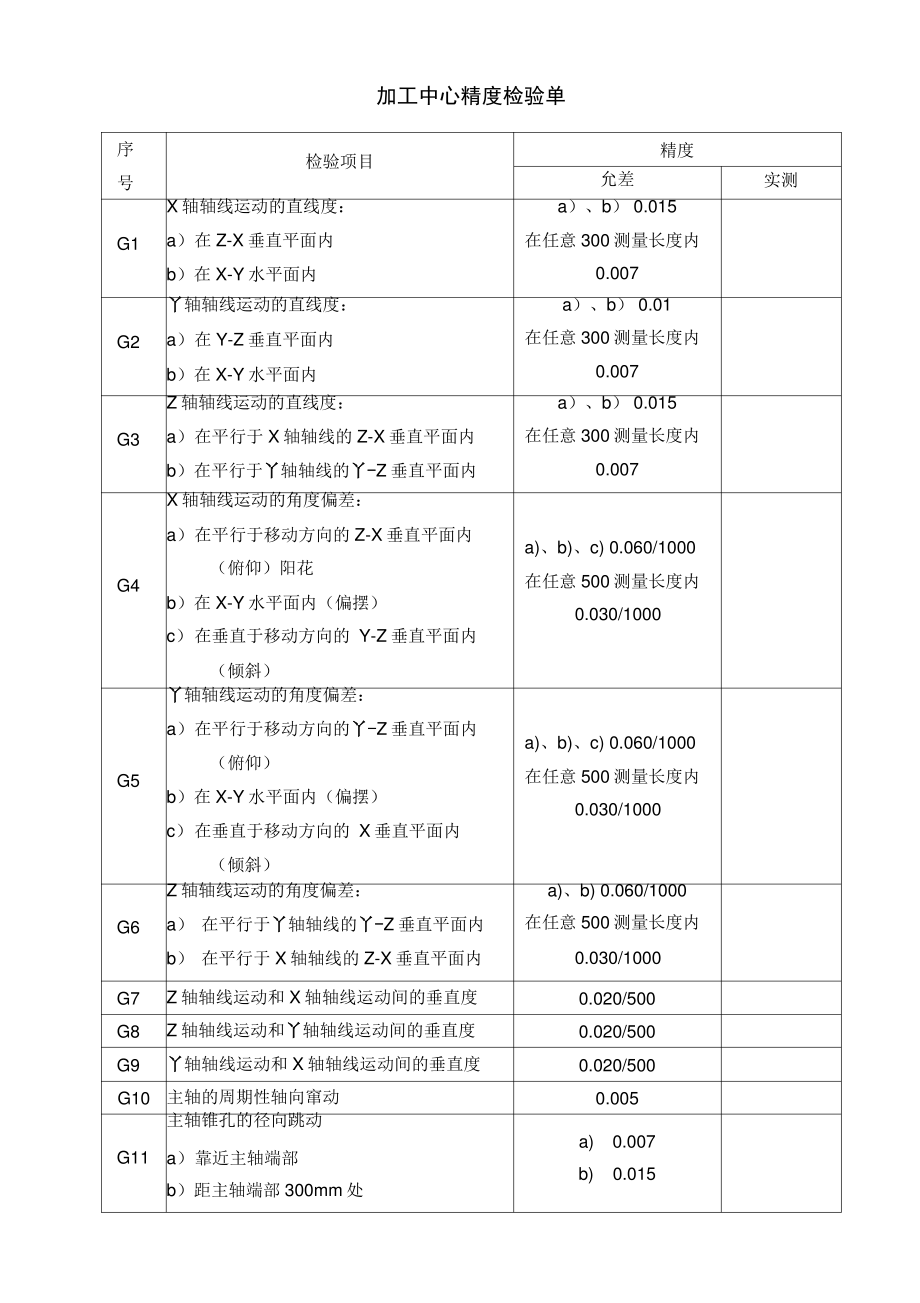
1、加工中心精度检验单序号X 轴轴线运动的直线度:G1a)在 Z-X 垂直平面内b)在 X-Y 水平面内丫丫轴轴线运动的直线度:G2a)在 Y-Z 垂直平面内b)在 X-Y 水平面内Z 轴轴线运动的直线度:G3a)在平行于 X 轴轴线的 Z-X 垂直平面内b)在平行于丫丫轴轴线的丫丫-Z 垂直平面内X 轴轴线运动的角度偏差:a)在平行于移动方向的 Z-X 垂直平面内(俯仰)阳花G4b)在 X-Y 水平面内(偏摆)c)在垂直于移动方向的 Y-Z 垂直平面内(倾斜)丫丫轴轴线运动的角度偏差:a)在平行于移动方向的丫丫-Z 垂直平面内(俯仰)G5b)在 X-Y 水平面内(偏摆)c)在垂直于移动方向的 X
2、 垂直平面内(倾斜)Z 轴轴线运动的角度偏差:G6a)在平行于丫丫轴轴线的丫丫-Z 垂直平面内b)在平行于 X 轴轴线的 Z-X 垂直平面内G7G8G9Z 轴轴线运动和 X 轴轴线运动间的垂直度Z 轴轴线运动和丫丫轴轴线运动间的垂直度丫丫轴轴线运动和 X 轴轴线运动间的垂直度a)、b)0.060/1000在任意 500 测量长度内0.030/1000检验项目允差精度实测a)、b)0.015在任意 300 测量长度内0.007a)、b)0.01在任意 300 测量长度内0.007a)、b)0.015在任意 300 测量长度内0.007a)、b)、c)0.060/1000在任意 500 测量长度内
3、0.030/1000a)、b)、c)0.060/1000在任意 500 测量长度内0.030/10000.020/5000.020/5000.020/500G10主轴的周期性轴向窜动主轴锥孔的径向跳动G11a)靠近主轴端部0.005a)0.007b)0.015b)距主轴端部 300mm 处加工中心精度检验单序号主轴轴线和 Z 轴轴线运动间的平行度在平行于丫丫轴轴线的丫丫-Z 垂直平面内G12a)b)在平行于 X 轴轴线的 Z-X 垂直平面内G13主轴轴线和 X 轴轴线运动间的垂直度G14主轴轴线和丫丫轴轴线运动间的垂直度G15工作台面的平面度0.015检验项目允差精度实测a)、b)在 300
4、测量长度上0.015/3000.015/3000.020在任意 300 测量长度上为0.012G16工作台面和 X 轴轴线运动间的平行度G17工作台面和丫丫轴轴线运动间的平行度工作台面和 Z 轴轴线运动间的垂直度在平行于 X 轴轴线的 Z-X 垂直平面内G18a)b)在平行于丫丫轴轴线的丫丫-Z 垂直平面内0.0250.020a)、b)0.020/500G19工作台纵向中央或 T 形槽和 X 轴轴线运动 间的平行度直线运动坐标在 500 测量长度上为0.025A:0.04B:0.04C:0.04G20A、纵向B、横向C、垂向直线运动坐标的重复定位精度A:0.02B:0.02C:0.02G21A
5、、纵向B、横向C、垂向直线运动坐标的反向偏差A:0.012B:0.012C:0.012G22A、纵向B、横向C、垂向序号检验项目允差1、机床的几何精度精度实测G1主轴箱垂直移动对工作台面的垂直度A:0.016/300B:0.016/300G2主轴回转轴线对工作台面的垂直度A:0.016/300B:0.016/3000.04G3工作台面的平面度主轴锥孔轴线的径向跳动靠近主轴端面G4A、B、距主轴端面 300 处工作台面对工作台移动的平行度横向G5A、B、纵向G6中央基准 T 型槽对工作台纵向移动的平 行度G7工作台横向移动对工作台纵向移动的垂直度直线运动坐标的定位精度G8A、纵向B、横向C、垂向直线运动坐标的重复定位精度G9A、纵向B、横向C、垂向直线运动坐标的反向偏差G10A、纵向B、横向C、垂向任意 300 测量长度上为0.02A:0.01B:0.02A:0.025/300B:0.025/3000.015/3000.040.02/300A:0.04B:0.04C:0.04A:0.02B:0.02C:0.02A:0.012B:0.012C:0.0122、机床的工作精青度P1圆度(加工 200 250 深 16)0.04
 加工中心精度检验单
加工中心精度检验单