 汽车线束部培训资料
汽车线束部培训资料

《汽车线束部培训资料》由会员分享,可在线阅读,更多相关《汽车线束部培训资料(84页珍藏版)》请在装配图网上搜索。
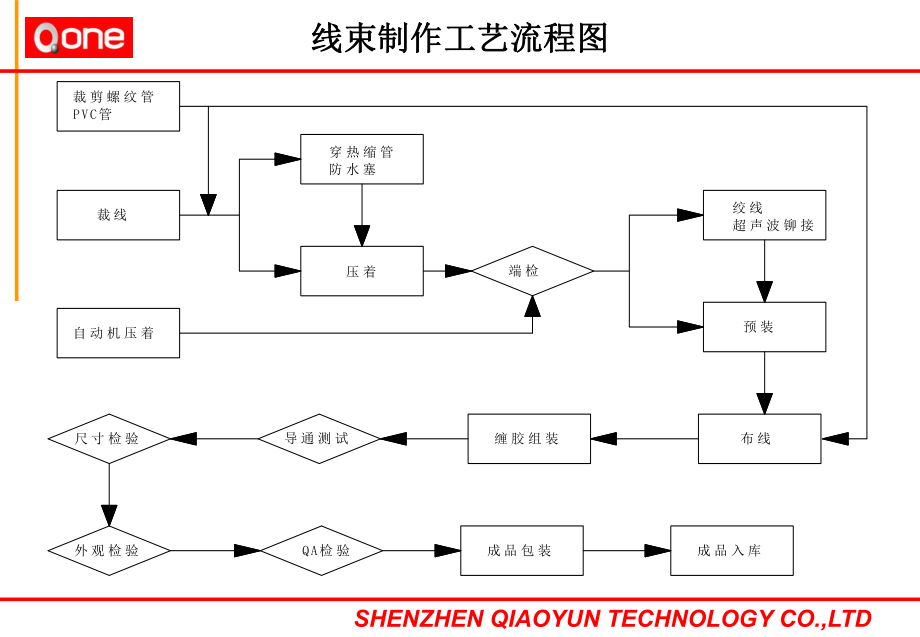
1、SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD 线束制作工艺流程图线束制作工艺流程图裁 剪 螺 纹 管PVC管裁 线穿 热 缩 管防 水 塞端 检绞 线超 声 波 铆 接预 装布 线缠 胶 组 装导 通 测 试尺 寸 检 验外 观 检 验QA检 验成 品 包 装成 品 入 库压 着自 动 机 压 着SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD一:原材料介绍一:原材料介绍1.电线电线线芯线芯多股铜丝绞合多股铜丝绞合绝缘皮绝缘皮导体横截面导体横截面 mm2 21.电线的组成电线的组成线径(单丝外径)线径(单丝外径)SHENZHEN QIAOYUN
2、TECHNOLOGY CO.,LTD2.电线电线的绝缘的绝缘皮颜色皮颜色绝缘皮绝缘皮 中文:蓝红中文:蓝红 英文代号:英文代号:L/RL/R 绝缘皮色板绝缘皮色板棕棕BrBr红红R R橙橙O O黄黄Y Y绿绿G G蓝蓝L L紫紫V V灰灰GrGr白白W W黑黑B B粉粉红红P P浅浅绿绿LgLg天天蓝蓝SbSb中文:中文:英代:英代:中文:蓝中文:蓝 英文代号:英文代号:L SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD或或或或3.电线的类别电线的类别印刷线种,线径标示印刷线种,线径标示SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD序号序号 线种
3、线种线径线径识别标示识别标示图示图示图解图解(且只有两根电线)屏蔽线屏蔽线SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD分类分类记号记号名称名称用途用途一般电线一般电线AV汽车用低压电线汽车用低压电线作为一般回路使用作为一般回路使用.AVS、AVSS的使用的使用增加增加,此线在用量方面减少此线在用量方面减少AVS汽车用低压电线薄肉汽车用低压电线薄肉AV线线作为一般回路使用作为一般回路使用.是把是把AV线的线更线的线更薄肉化的电线薄肉化的电线AVSS汽车用低压电线极薄肉汽车用低压电线极薄肉AV线线作为一般回路使用是把作为一般回路使用是把AVS线的线更线的线更薄肉化的电线素
4、构成也多少有差异薄肉化的电线素构成也多少有差异,代替代替AVS线成了线束主流线成了线束主流CAVUS汽车用低压电线超极薄肉汽车用低压电线超极薄肉AV线线作为一般回路使用作为一般回路使用,导体被压缩成圆导体被压缩成圆形、比形、比AVSS线更薄肉化线更薄肉化耐弯曲电耐弯曲电线线 AVO0.0F汽车用低压电线(柔软汽车用低压电线(柔软)是弄细素线把电线本身弄软的电线使是弄细素线把电线本身弄软的电线使用在二轮反复变曲的部位用在二轮反复变曲的部位 HEB汽车用汽车用接地接地低压电线(厚肉低压电线(厚肉)作为作为earch回路用使用回路用使用接地蓄电接地蓄电池线池线 EB汽车用结地结合低压电线汽车用结地结
5、合低压电线作为作为earch回路用使用回路用使用,5SQ以上粗线以上粗线4.电线的用途电线的用途SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD分类分类记号记号名称名称用途用途耐热线耐热线(架桥)(架桥)AVX汽车用架桥汽车用架桥PVC电线电线与与AV相比,提高了耐热性的聚相比,提高了耐热性的聚乙烯架桥电线,乙烯架桥电线,(耐热温度耐热温度90100)使用在要求耐热性的使用在要求耐热性的发动机室内等部位。发动机室内等部位。AVXS薄肉汽车用架桥薄肉汽车用架桥PVC电线电线把把AVX薄肉化的电线。薄肉化的电线。AVSSX汽车用极薄肉架桥耐热低压电线汽车用极薄肉架桥耐热低压电
6、线把把AVXS更薄肉化的电线。更薄肉化的电线。AEX汽车用架桥聚乙烯电线汽车用架桥聚乙烯电线与与AVX相比,提高了耐热性的聚相比,提高了耐热性的聚乙烯架桥电线乙烯架桥电线,(耐热温度耐热温度110120)使用在要求耐热性的发动机使用在要求耐热性的发动机室内等部位室内等部位AESSX汽车用极薄肉架桥耐热汽车用极薄肉架桥耐热,聚乙烯低聚乙烯低压电线压电线把把AEX的线皮薄肉化剂相当的线皮薄肉化剂相当AVSS为止的电线。为止的电线。耐热线耐热线(非非架桥)架桥)AVH汽车用非架桥耐热电线汽车用非架桥耐热电线非架桥耐热电线(粗线)非架桥耐热电线(粗线)AVSH汽车用薄肉绝缘非架桥耐热电线汽车用薄肉绝缘
7、非架桥耐热电线非架桥耐热电线非架桥耐热电线AVSSH汽车用非架桥耐热电线汽车用非架桥耐热电线非架桥耐热电线(细线)非架桥耐热电线(细线)SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD分类分类记号记号名称名称用途用途汽车用无卤素极薄肉型低汽车用无卤素极薄肉型低压电线压电线为为了低减了低减环环境的境的负负荷提升循荷提升循环环性,性,绝缘绝缘材中不含有材中不含有卤卤素化合物素化合物的的电线电线。导导体是体是线线构成且比厚肉的构成且比厚肉的电线电线。汽车用无卤素低压电线汽车用无卤素低压电线为为了低减了低减环环境的境的负负荷提升循荷提升循环环性,性,绝缘绝缘材中不含有材中不含有卤
8、卤素化合物素化合物的的电线电线。以上的粗物用。以上的粗物用。汽车用无卤素超极薄肉型汽车用无卤素超极薄肉型低压电线低压电线 为为了低减了低减环环境的境的负负荷提升循荷提升循环环性,性,绝缘绝缘材中不含有材中不含有卤卤素化合物素化合物的的电线电线。导导体是体是压缩压缩成成椭圆椭圆形、比形、比线线薄肉的薄肉的电线电线。无卤电线无卤电线HFSSHFCHFUS屏蔽线屏蔽线汽车用丝网电线汽车用丝网电线在在1 1根或多根电线上盖上屏蔽根或多根电线上盖上屏蔽(shield),套套(sheath)使其具有电磁、静电遮蔽效果的电使其具有电磁、静电遮蔽效果的电线线.使用在传感器用导线等要遮蔽的部位使用在传感器用导线
9、等要遮蔽的部位SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD一:原材料介绍一:原材料介绍2.端子端子1.端子组成端子组成序号名称作用1压着部位芯线压着胴部。因为是端子和电线电气连接的部分所以对担当压着的人来说是最重视的部分。2说的是位于压着桶部的带状沟有抑制端子电线间接触抵抗的效果。3部按压绝缘线皮的部分。是为了使从电线侧来的外力不会直接施加到压着桶部。4嵌合部与对接端子相接触的部分。5弹簧片(舌片)起到按压插入的公端子的嵌合部的作用。6扣位洞插入到壳仔的端子因壳仔扣位而扣锁。把扣位进入的洞叫作扣位洞。7扣位为了使插入壳仔的端子不脱落起到扣锁作用。8指的是嵌合部和压着桶
10、部之间的部分。压着时的端子变形多以该部分为支点。9嵌合部间隙母端子是指嵌合部插入部位的间隙。为了取得良好的金属间接触该间隙的寸法很重要。10嵌合部公端子板状部。11肩部防止插入到壳仔的端子晃动。SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD2.端子的种类端子的种类 现在作为汽车线束用而存在的端子、包括蓄电池端子达2000种。另外、更不断增加。这些可做如下分类。母端子和公端子母端子和公端子 大多数的端子是嵌合性端子。即:是有对接端子与此对象结合发挥机能的类型。大多数的端子是嵌合性端子。即:是有对接端子与此对象结合发挥机能的类型。在此在此 端子的名称上一定带有端子的名称上一
11、定带有F或或M记号。记号。SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD直送端子与横送端子直送端子与横送端子 根据压着以前的端子状态可以分为连锁端子和散端子。所谓连续端子就是一个。一个的端子锁状连接卷在卷筒上压着时同时切离。所谓的散端子说的是在端子制造工程事先一个一个地 切 离捆包的端子。直送端子直送端子横送端子横送端子SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD按尺寸分类按尺寸分类 嵌合型端子有时按母端子嵌合型端子有时按母端子的头部的头部(与母端子相接触的板状与母端子相接触的板状部分部分)宽度大小来分类。宽度大小来分类。头部尺寸SHENZHE
12、N QIAOYUN TECHNOLOGY CO.,LTD按使用目的分类按使用目的分类名称名称 用途用途 图示图示SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD一:原材料介绍一:原材料介绍3.塑壳塑壳1.塑壳的说明塑壳的说明 由塑料制成,端子线插入其中以确保塑壳与电器、塑壳之间的连接由塑料制成,端子线插入其中以确保塑壳与电器、塑壳之间的连接。塑壳就像住宅区那样被分成几个房子的东西,这种房子被称模孔,然后通过各模孔端子电线起使电气不错乱的塑壳就像住宅区那样被分成几个房子的东西,这种房子被称模孔,然后通过各模孔端子电线起使电气不错乱的作用。塑壳分为(母)塑壳和(公)塑壳种,这
13、些壳仔大部分都带有共有的锁扣机构。作用。塑壳分为(母)塑壳和(公)塑壳种,这些壳仔大部分都带有共有的锁扣机构。塑塑壳壳名称名称图片展示图片展示备注备注塑壳塑壳 平平/母塑壳母塑壳,插插母端子母端子尖尖/公塑壳公塑壳,插插公端子公端子SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD塑壳锁扣部嵌合面端子插入面锁扣部嵌合面端子锁片锁扣部锁扣部端子插入面端子锁片嵌合面SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD*塑壳中也有难于区分锁扣位置和形状的东西,所以请特别注意。塑壳中也有难于区分锁扣位置和形状的东西,所以请特别注意。嵌合面端子锁片直扣钩安装部嵌合面
14、塑壳锁扣部端子锁片端子插入面SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD直扣钩安装部锁扣部在直扣钩安装部的相反面直扣钩安装部锁扣部在直扣钩安装部的相反面锁扣部锁扣部左右各1个锁扣部左右各1个SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD一:原材料介绍一:原材料介绍4.密封件密封件1.密封件(密封圈)密封件(密封圈)一种元件,通常由硅胶制成,降塑件的槽和端子与外界环境隔离开。2.防水塞,密封堵防水塞,密封堵防水塞防水塞汽车线束过孔时一般运用橡胶件进行过渡,以起到耐磨、防水、密封等作用。主要分布在以下部位:发动机汽车线束过孔时一般运用橡胶件进行过渡
15、,以起到耐磨、防水、密封等作用。主要分布在以下部位:发动机与驾驶室接口处、前舱与驾驶室接口处(左右共与驾驶室接口处、前舱与驾驶室接口处(左右共2处)、四门(或有后背门)与车厢接口处、油箱进口处。处)、四门(或有后背门)与车厢接口处、油箱进口处。密封堵密封堵SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD1.灰色螺纹管为耐高温管灰色螺纹管为耐高温管一:原材料介绍一:原材料介绍5.套管套管1.螺纹管螺纹管L(长度长度)数長度()断面2.黑色螺纹管为普通管黑色螺纹管为普通管SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD一:原材料介绍一:原材料介绍6.扎带
16、、卡扣、胶套扎带、卡扣、胶套直上两端固定型直上一端固定型两端固定型一端固定型铁片插入型螺纹管固定型扣钩插入型一种原件通常由塑胶制成,用来将线束固定在汽车中。1.卡扣介绍卡扣介绍SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD 扎带是与线束一起安装扎带是与线束一起安装,在车辆上起固定作用。安装时扎带时必须放入治具(在车辆上起固定作用。安装时扎带时必须放入治具(如图如图1)。)。扎带扎带图图1安装安装OK状态状态安装安装OK状态状态扣钩安装完后状态(图扣钩安装完后状态(图2)2.扎带介绍扎带介绍SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD扎带是由头部
17、扎带是由头部 伞部伞部 扎带所组成的扎带所组成的!头头部部伞伞部部扎扎带带SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD 胶套是胶套是W/H贯穿自动车的室内和室外时,防止水从贯穿部浸入到室内的橡胶部品。贯穿自动车的室内和室外时,防止水从贯穿部浸入到室内的橡胶部品。胶套种类胶套种类胶套例胶套例胶套种类胶套种类胶套例胶套例发动机室贯发动机室贯穿型穿型(一端固定(一端固定型)型)门贯穿型门贯穿型发动机室贯发动机室贯穿型穿型(两端固定(两端固定型)型)底盘贯穿型底盘贯穿型3.胶套介绍胶套介绍SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD胶带胶带:生产用胶
18、带,缠绕在线束表面。(分为PVC,布胶带,纸胶带等)。质量标识胶带:红胶带,用于标识生产产品的缺陷。胶带在线束中起到捆扎、耐磨、绝缘、阻燃、降噪、作标记等作用,在包扎材料中一般占到30%左右。线束用胶带一般分PVC胶带、绒布胶带和布基胶带3种。PVC胶带耐磨性、阻燃性较好;耐温在80左右,降噪性不好,价格较便宜。绒布胶带和布基胶带材料为PET。绒布胶带的包扎性和降噪性最好,耐温在105左右;布基胶带的耐磨性最好,耐温最高150左右。绒布胶带和布基胶带共有的缺点是阻燃性不好,价格昂贵。一:原材料介绍一:原材料介绍7.胶带胶带SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD二
19、:前加工工艺流程二:前加工工艺流程1.裁线裁线1.剪线看板的识别剪线看板的识别产品料号产品料号线材规格线材规格裁线尺寸裁线尺寸A端剥皮尺寸端剥皮尺寸B端剥皮尺寸端剥皮尺寸(1).裁线(单线)裁线(单线)装防水塞装防水塞SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD1.剪线看板的识别剪线看板的识别产品料号产品料号线材规格线材规格裁线尺寸裁线尺寸A端芯线剥皮尺寸端芯线剥皮尺寸B端剥皮尺寸端剥皮尺寸(1).裁线(屏蔽线)裁线(屏蔽线)SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD防水塞的插入位置根据端子的不同多少会有不同,一般端子从线皮末端开始隔开防水
20、塞的插入位置根据端子的不同多少会有不同,一般端子从线皮末端开始隔开1 mm作业作业就可以了,就可以了,(参照图表(参照图表2)此时要注意不要有芯线钻入。)此时要注意不要有芯线钻入。防水塞插入位置防水塞插入位置芯线反折芯线反折2.防水塞插入作业防水塞插入作业SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD3.穿防水塞作业指导书穿防水塞作业指导书SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD2.裁线机的操作规范裁线机的操作规范SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD3.手工裁线操作规范手工裁线操作规范SHENZHEN QI
21、AOYUN TECHNOLOGY CO.,LTD进行端子压着的情况下,必须将电线的端末或者中间开线口。在压着不良里面,因开线口不良引起所发生的情况亦不少。1)剥头长)剥头长 对于各端子都规定了适当的剥头长,线卡看板中指示规格中央值。弄错剥头长进行 压着的话恐怕会造成如下的不良。剥头长度短的场合 被覆被咬,无芯线露出 (包胶)剥头长度长的场合 芯线露出过长,被覆后移(吊颈)2)剥头状态)剥头状态 与剥头的长度一样,剥头状态亦叫作剥皮状态也是非常重要的项目,另外,因是影响到通电特性的项目,所以必须十分注意。良品不良品判定良品不良品判定正常品良品良品4.良品与不良品图示说明良品与不良品图示说明SHE
22、NZHEN QIAOYUN TECHNOLOGY CO.,LTD不良品不良品芯线不齐断芯线伤芯线芯线弯曲线皮残留(留胶)留胶(胶皮未剥掉)刀片的 切入量深 刀片的 切入量浅注意事项确认外观后,用手动开线钳去取线皮,去确认剥皮切刀有否对此造成伤害。SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD1、机器介绍、机器介绍全自动裁线压着机全自动裁线压着机半自动压着机半自动压着机二:前加工工艺流程二:前加工工艺流程2.压着压着SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD3.剪线看板的识别一剪线看板的识别一(1).压着压着(两端压端子)(两端压端子)产品料号
23、产品料号A端剥皮尺寸端剥皮尺寸B端剥皮尺寸端剥皮尺寸A端端子端端子型号型号B端端子型号端端子型号SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD3.剪线看板的识别二剪线看板的识别二产品料号产品料号A端剥皮尺寸端剥皮尺寸B端剥皮尺寸端剥皮尺寸(1).压着压着 (穿防水塞压端子)(穿防水塞压端子)A端端子端端子型号型号A端防水塞端防水塞型号型号SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD4.半自动端子机操作手册半自动端子机操作手册SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD5、端子压着检验方式、端子压着检验方式进行目视确认的
24、条数为进行目视确认的条数为10条以下条以下.(批量为批量为10条以上的情况时条以上的情况时,分分10条以下进行条以下进行)目视顺序(左目视顺序(左右)任意右)任意确认确认芯线露出部与芯线露出部与C/H部部不良样品不良样品 芯线露出大芯线露出大芯线无露出芯线无露出芯线露出芯线露出无芯线无芯线确认确认线皮位置与线皮位置与I/H部部不良样品不良样品包胶包胶线皮吊颈线皮吊颈包胶栓包胶栓胶栓吊颈胶栓吊颈胶栓伤胶栓伤,破损破损包胶栓边缘包胶栓边缘筒部张开筒部张开(扣锁扣锁)目视顺序(左目视顺序(左右)任意右)任意确认确认嵌合部与固定弹片不良样品嵌合部与固定弹片不良样品嵌合部变形嵌合部变形舌片变形舌片变形锁
25、片变形锁片变形固定弹片变形固定弹片变形SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD21(在筒部间能够确认芯线,线皮,胶栓。)项目确认项目确认 不良样品不良样品6.端子压着状态判定标准端子压着状态判定标准防防水水塞塞状状态态防水塞安装位置是否正确。防水塞安装位置是否正确。咬防咬防水塞水塞咬防水咬防水塞边缘塞边缘吊颈吊颈压伤断裂压伤断裂SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD端子拉力强度端子拉力强度3个正确的状态个正确的状态 喇叭口的正确状态喇叭口的正确状态 出现了前后两侧 (根据端子不同,亦有前侧无喇叭口之 仕样,故必须确认端子的安装规格。
26、)前后须均等,另外后侧要大点。(电线侧)切断口的正确状态切断口的正确状态 在端子安装规格里所指示的范围。(通常是大于0小于0.5mm)导体抓合部卷入的正常状态导体抓合部卷入的正常状态 要求左右抓合部要均等 前侧喇叭口后侧喇叭口前侧切断口后侧切断口导体抓合部1)端子和模具位置关系引致的不良)端子和模具位置关系引致的不良 如果端子和模具的位置偏了的话,应该被压着的位置都乱了,给喇叭口和切断口以及端子变形带来很大影响。端子和模具的位置之偏差,大都是模具的调整不善所致,会使不良品继续发生,因此,作业者须对此充分注意,必须经常注意制品和模具,使其保持在最佳状态,端子和模具的位置关系在正常时的压着状态以下
27、作简单的总结。SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD导体抓合部的芯线及绝缘抓合部的被覆,如果没有好好的处理的话,作导体抓合部的芯线及绝缘抓合部的被覆,如果没有好好的处理的话,作为端子不仅不能得到最好的性能,而且会成为大问题的起因为端子不仅不能得到最好的性能,而且会成为大问题的起因端子的正常状端子的正常状态态 导导体抓合部和体抓合部和绝缘绝缘体抓合部之体抓合部之间间的的芯芯线线和被和被覆覆两两边边可看可看见见。芯芯线线和和被被覆覆位置最好是位置最好是:。:。芯线露出的正确状态芯线露出的正确状态 有芯线露出有芯线露出。芯线露出尺寸在规格尺寸范围内芯线露出尺寸在规格尺
28、寸范围内。(参照(参照端子安装规格端子安装规格)1:1SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD端子拉力强度端子拉力强度 对于模具,端子向前后方向偏离时对于模具,端子向前后方向偏离时后侧喇叭口大(前侧切断口大)端子对于模具,发生向后偏离的情况下,会造成以下不良的原因。1.有效压着面积的减少:电阻会上升,拉力强度减弱。2.无前侧喇叭口:容易发生驼背等的端子变形和龟裂。3.无后侧切断口:使绝缘抓合部产生变形。(特别是端子end输送(直送)端子)4.前后侧切断口太多:直送端子的情况下,插入壳仔会显得困难,或导致与对侧发生嵌合不良。前侧喇叭口大(后侧切断口大)端子对于模具,
29、发生向前方偏离的情况下,会造成以下不良的原因。1.有效压着面积的减少:电阻上升,拉力强度减弱。2.造成无后侧喇叭口:自导体抓合部的边缘发生断线。(即使压着时没问题,以后恐怕会断线)3.无前侧切断口:直送端子的情况下,嵌合部会被损坏。端子和模具的前后位置偏离导致之压着不良端子和模具的前后位置偏离导致之压着不良SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD端子拉力强度端子拉力强度对于模具,端子向对于模具,端子向左右左右方向偏离时方向偏离时端子端子和模具和模具侧侧面面方向方向偏离偏离时时的的压压着着不良不良抓合部卷入抓合部卷入不均等不均等端子朝侧面(左右)方向偏离时是没有将抓
30、合部左右均等压着。那时根据压片的作用端子尽量朝中央卷入,但朝前后方向一起发生偏离的情况也多。SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD被被外皮咬外皮咬合合(包胶包胶)指的是导体抓合部里抓住被覆(胶皮)的现象,导体抓合部内有被覆被包裹,不但容易断线,如压着过于紧迫,会因芯线和端子的接触减少,造成电阻极端增高,会造成发热,烧损的大型事故。外皮咬合时,如下图,全部被咬合时,是比较容易发现的,但如右图导体抓合部在某种情况下也有被覆被咬掉一块的状态,这种情况下是难以发现的,必须注意。故此芯线和被覆的比例希望是1:1是有原因的。电线偏后电线偏后(吊颈吊颈)吊颈是指被覆(脱皮)与
31、绝缘抓合部相脱离的现象。由于外力,会构成因抓合部边缘而断线的原因。是指电线的位置偏差,从导体抓合部前端看不到芯线前端的状态。因有效压着面积的减少,不仅会造成拉力强度减弱,也会造成电阻变高,而且会构成发热,烧损等大型事故的原因。不良项目不良项目不良说明及不良图示不良说明及不良图示SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD是指芯线从导体抓合部露出1根或以上的状态称为芯线外露。仅外露的芯线会造成电线变细,加上压着部的芯线压缩倾向宽松的话,电阻变高,不用说拉力强度也会减弱,明显的外露时是比较容易发现的,但大部分情况下,抓合部表面会压伤了芯线或使之断线,如下记说明的新芯线的状
32、态是难以发现的。芯芯线线外外露露不良项目不良项目不良说明及不良图示正常压着部断面芯线外露时的压着部断面SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD芯线1根或以上被切断的压着状态称为断芯线。与芯线外露相同,电线变细,电阻变高。是由于后侧喇叭口没造出来的缘故,被抓合部边缘切断,或许是开胶时被切伤或扭着电线压着等原因。另外,当芯线外露,而芯线完全没有了的话,看起来就好象是断芯线了。断断芯芯线线线皮后线皮后偏偏(吊颈吊颈)不良项目不良项目不良说明及不良图示线口露出即使在正规状态,线口的长度加长的话,会造成被覆后退,此时,绝缘抓合部就不能起到着本来的机能。因此,从压着部断线的机
33、会率相当高。而且芯线和绝缘抓合部(I/H)因振动发生磨损,也很有可能从此部发生断线,再则,芯线与其他回路相接触有可能发生短路。EFI 4WS等是重要回路,如产生了这样的不良,将与人命事故紧密相连。SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD芯芯线线露露出出过过多多即使被覆位置正确,如果芯线口外露尺寸过长的话会造成芯线外露过多,嵌合不良,脱钉,端子装着不良等发生也是很有可能的。无芯线无芯线露出露出是指线口完全没有露出的状态。会造成压着部电阻的增加,减弱了拉力强度。芯线不芯线不齐齐(芯线芯线引出引出)是指电线的线口在芯线不整齐的状态下压着,芯线外露部分有1根(或1根以上)
34、处于较长的状态,可能会与其他回路构成短路,嵌合不良,脱钉等不良。不良项目不良项目不良说明及不良图示不良说明及不良图示SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD抓合部张抓合部张开开指的是导体抓合部绝缘抓合部的其中哪一个或者两方面在变形的状态下被压着称作为抓合部张开。关于导体抓合部张开是不用说的了,绝缘抓合部张开时,有可能会插不进去塑壳,因不能起到抓合部本来的作用,短时间内很有可能会发生断线。端子位置对于压着模具偏靠横向时,可能是直送端子弯曲等理由,另外由于模具的磨损也容易产生的。嵌合部嵌合部的的变形变形嵌合部如果变形的话,很有可能会产生嵌合不良,接触不良,不能插入塑壳
35、 之不良。其原因认为是异物粘在模具上,直送类型的输送调整失误所致。不良项目不良项目不良说明及不良图示不良说明及不良图示SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD切断切断口毛口毛刺刺前侧或者后侧的喇叭口有毛刺称作切断口毛刺。有嵌合不良和难以插入壳仔之不良的可能 压压着着毛刺毛刺抓合部底面两侧或者一侧产生毛刺称作压着毛刺。如发生了压着毛刺,在压着时往图中箭头方向把力度卸掉,造成接触力减弱,而且因形状上也与正规的状态发生很大变形,引起驼背,仰头,侧弯,扭转之变形之不良。其原因被认为极端的压着(压着高度有问题),以及模具磨损。另外,压陷时被认为是由于输送不良(横送),导杆和
36、砧板的中心偏位(直送),上下模的位置偏差。(直送)不良项目不良项目不良说明及不良图示不良说明及不良图示SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD不良项目不良项目不良说明及不良图示不良说明及不良图示因模具损伤因模具损伤造成的不良造成的不良正规压着状态正规压着状态下模崩缺下模崩缺损坏损坏正规压着状态正规压着状态上模的损伤上模的损伤 由于异常作业(二次压着等)和模具超负荷,导致上下压着模产生伤痕缺,或者出现裂纹。因此不能压出正规的形状与毛刺一样会造成大问题。模具异常,可通过观察压着部观察压着部来发现。SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD端
37、子变形容许范围根据端子不同就会有所不同,一般在5以内。扭转后的端子会产生侧弯后的相同不良。向下向下弯曲弯曲容许角度根据端子之不同多少有差异,一般在3以内。向下弯曲的端子不能插入壳仔,即使可插入壳仔也会脱钉,且会造成另一端的嵌合不良。向上弯曲向上弯曲容许范围根据端子不同多少有不同,一般在3以内。向上弯曲的端子不能插入壳仔,即使可插入也会脱钉,且会造成另一侧1的嵌合不良。不良项目不良项目不良说明及不良图示不良说明及不良图示SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD过渡段过渡段的变形的变形容许范围根据端子不同就会有所不同,一般在5以内。扭转后的端子会产生侧弯后的相同不良。
38、侧弯侧弯容许范围根据端子不同就会有所不同,一般在3以内。侧弯的端子,不能插入壳仔,即使可插入也会造成二重保险的锁扣等不良。扭转扭转容许范围根据端子不同就会有所不同,一般在5以内。扭转后的端子会产生侧弯后的相同不良。不良项目不良项目不良说明及不良图示不良说明及不良图示SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD1.屏蔽线加热缩管标示屏蔽线加热缩管标示A端外被剥皮尺端外被剥皮尺寸,增加热缩管寸,增加热缩管B端外被剥皮尺端外被剥皮尺寸,增加热缩管寸,增加热缩管二:前加工工艺流程二:前加工工艺流程3.热收缩管热收缩管SHENZHEN QIAOYUN TECHNOLOGY CO
39、.,LTD2.熔接线接套管线卡标示熔接线接套管线卡标示熔接前需套熔接前需套热缩管热缩管SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD3.热收缩管作业标准热收缩管作业标准SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD1.超声波熔接线卡识别超声波熔接线卡识别熔接对应熔接对应线材线材二:前加工工艺流程二:前加工工艺流程4.超声波熔接超声波熔接线号标示线号标示SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD2.超声波熔接机操作规范超声波熔接机操作规范SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD1.绞线卡识别
40、绞线卡识别二:前加工工艺流程二:前加工工艺流程5.绞线绞线绞线要求绞线要求线号标示线号标示SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD2.绞线机操作规范绞线机操作规范SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD3.绞线规范及标准绞线规范及标准SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD线号标示线号标示对对应应线线表表对应图纸对应图纸编号编号三:后加工工艺流程三:后加工工艺流程1.预装预装1.预装图纸的识别预装图纸的识别SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD 装配中装配中1.装配不到位(
41、会影响客户在装机时,导线从塑件中掉出),所以我们要在装配过程中进行回拉来确认端子是否完全插入到塑件中。2.孔位装配错误(又称误配线),这个是装配工序中最严重的错误,直接影响机器的安全,要严格把关。3.产品不需要扎胶或扎带时,装配时要注意不能绞线。4.复杂装配时,先装配孔位少的再装配到多孔位塑件中。装配前装配前1.确认端子的正确插入方向(正面向上或反面向上)2.确认塑件的正确插入方向(有的塑件前面和后面都可以装配)3.确认双排塑件的左右孔位(一般都是一边单,一边双)4.确认端子和塑件是否配套一致性,有的端子同时可以插配套的公母塑件。(一般情况下,公端子配母塑件,母端子配公塑件,由于这些端子都可以
42、插入到公母塑件,所以一定要注意)2.装配注意事项装配注意事项SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD 1.推3.拉(确认)2.响声插端子插端子的三大的三大要领要领如有插错孔的端子必须由如有插错孔的端子必须由专人用专业工具处理专人用专业工具处理重点重点 3.图纸识别及穿塑壳方法要领图纸识别及穿塑壳方法要领SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD插接时,手拿端子插接时,手拿端子下约下约10MM位置位置1.不能用手拿端子,手不能用手拿端子,手拿端子不能一次性插入拿端子不能一次性插入护套。护套。2.手拿端子,端子容易手拿端子,端子容易氧化。氧
43、化。手拿位置在距端子下约手拿位置在距端子下约20mm 以上的地方时以上的地方时,则会因则会因电线折弯而不能一次性插入电线折弯而不能一次性插入护套。护套。SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD4.安装橡胶套安装橡胶套物料的确认安装方向与图纸一致装配完后,需按照图纸尺寸把尾端固定SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD2.端子插入塑壳时端子插入塑壳时 确认端子是否反插确认端子是否反插1.插端子之前确认塑壳插端子之前确认塑壳的二重保险是否关闭的二重保险是否关闭单边关闭单边关闭OKOK反插端子反插端子3.指甲不要力捏电线指甲不要力捏电线电线
44、扭曲时,不要免强插入,电线扭曲时,不要免强插入,要拔出端子。并确认二重保要拔出端子。并确认二重保险是否关闭险是否关闭5.装配不良图示装配不良图示SHENZHEN QIAOYUN TECHNOLOGY CO.,LTDPVC管用错防水堵位置不正确塑壳用错错位附件未扣下端子插入塑壳变形SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD三:后加工工艺流程三:后加工工艺流程2.上架上架1.上架图纸的识别上架图纸的识别线材规格线材规格螺纹管螺纹管标签标签扎带扎带扎带扎带SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD线束走向。主线15表示护套要灌注凡士林。表示一个
45、物品要附在另一个物品之上的作业。PVC橡塑硬管,分为开口和闭口,表示为内径外径长度,例:硬质管67120闭口。用长宽厚度来表示,例:100500.5。1314灌注凡士林假附专用色胶布标记包扎。记号分为束带式卡扣和固定式卡扣。卡扣硬质管12胶带重叠二分之一包扎,来回包扎两次。表示特殊胶带,并在包扎部位用文字表示规格。双重密包1110987654321固定、定位治具埋设位置点。用长宽厚度来表示,例:100505。PVC橡塑软管,分为开口和闭口,表示为内径厚度长度,例:PVC管60.5120闭口硬质弹簧式管,分为开口和闭口,表示方法为L,例:波纹管6150L开口。胶带重叠包扎2至3圈。表示特殊胶带,
46、并在包扎部位用文字表示规格。胶带重叠二分之一包扎。表示特殊胶带,并在包扎部位用文字表示规格。胶带隔一个胶带宽度包扎。表示特殊胶带,并在包扎部位用文字表示规格。海棉定位治具塑料布PVC管波纹管固定粗卷密包含义内容图示序号配线板图例标准SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD1)根据图纸布线顺序,按上架图的指示进行布线。布线时,注意不要让电线溢出了U治具,端子要挂到末端治具上。为了保护端子,要把尾部线材放到流水线的端子保护槽内,绝对不可垂到地面上。抵住U治具抵住端末治具2.布线作业方法布线作业方法线材摆放(线材摆放(OK)线材摆放(线材摆放(NG)SHENZHEN Q
47、IAOYUN TECHNOLOGY CO.,LTD2)端子插入时确认端子是否为不良品、插入方向是否正确、线种、线径、线色是 否与塑壳装配图一样后,插入至有“咔唧”的声音为止。插入后一定要拉动电线确认不会脱落(扣位是否已扣上)。3)以塑壳为单位,确认全部的布线及端子插入完了后,再确认配件是否完全扣上。配件用平常的力度无法安装时,可能是端子不到位等导致的,故不可以强行压入。一旦强行压入的话,会导致锁扣破损或塑壳破损。4)插入时感觉到“与平常有什么地方不一样”时,需马上停止作业,并回报于上一级领导。5)端子插入有错时(误配/插错端子等)时,需通报上一级领导,或贴上不良标示卡。SHENZHEN QIA
48、OYUN TECHNOLOGY CO.,LTD装配螺纹管时需使用专用工具进行操作将治具夹住线材并紧靠直角边位置将螺纹管的开口由治具的斜边口插入将螺纹管沿着治具斜边水平下拉,直到螺纹管全部装配到线材上为止 SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD3.缠胶布缠胶布缠胶布方法:缠胶布方法:、固定卷、固定卷 、粗卷、粗卷 、二分之一密包、二分之一密包缠胶布方法缠胶布方法(1)固定卷)固定卷(2)粗卷)粗卷(3)二分之一)二分之一密包密包L1 L2SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD2、分支缠胶布、分支缠胶布 、胶布规格、胶布规格 A、一般
49、常用、一般常用0.11920 的规格胶布的规格胶布 B、具体规格按图面指示、具体规格按图面指示 、基准、基准 十字分叉部(里外)两侧,使电线固定。十字分叉部(里外)两侧,使电线固定。缠两圈以上缠两圈以上 、缠绕方法、缠绕方法 (不要拉长胶布)拉紧胶布,缠到电线上。(不要拉长胶布)拉紧胶布,缠到电线上。、外观、外观 分支部胶布缠绕部不要有扭曲、尾部脱落分支部胶布缠绕部不要有扭曲、尾部脱落等,缠胶布后不能露出电线。等,缠胶布后不能露出电线。SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD缠胶操作图示缠胶操作图示2.胶带的缠法,重复拉、抛、捡、拉动作;胶带的缠法,重复拉、抛、捡
50、、拉动作;如图如图4、5、6、71.胶带的拿法;如图胶带的拿法;如图1、2、33.胶带的切断法;如图胶带的切断法;如图8、9SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD开始重叠包扎开始重叠包扎2圈,中间不能过于密集或过于圈,中间不能过于密集或过于稀疏,标准稀疏,标准0.5至至1.5个胶带宽,结尾重叠个胶带宽,结尾重叠包扎包扎2圈,胶带末端无飞翘,松脱现象。圈,胶带末端无飞翘,松脱现象。(例如:胶带的宽度是(例如:胶带的宽度是19mm,那么要裸,那么要裸露露10-30mm进行包扎。)进行包扎。)重叠包扎重叠包扎2至至4圈,胶带圈,胶带末端无飞翘,松脱现象末端无飞翘,松脱
51、现象密包时密包时不能露线,开始固定包扎不能露线,开始固定包扎2圈,中间不能过于密集圈,中间不能过于密集或过于稀疏,标准或过于稀疏,标准1/2至至1/3个胶带宽,结尾固定包扎个胶带宽,结尾固定包扎2圈,圈,胶带末端无飞翘,松脱现象。(例如:胶带的宽度是胶带末端无飞翘,松脱现象。(例如:胶带的宽度是 19mm,那么要重叠,那么要重叠6-10mm 进行包扎。)进行包扎。)SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD1、目的、目的 是使塑壳固定在车体上,在塑壳上称塑壳卡扣。是使塑壳固定在车体上,在塑壳上称塑壳卡扣。2、作业标准、作业标准 、安装同图纸上指示的塑壳相同的塑壳卡扣
52、。、安装同图纸上指示的塑壳相同的塑壳卡扣。图示图示 外观外观 塑壳卡扣塑壳卡扣 塑壳卡扣部品塑壳卡扣部品 、塑壳卡扣插入位置、塑壳卡扣插入位置4.安装塑壳卡扣安装塑壳卡扣SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD、塑壳卡扣插入方向、塑壳卡扣插入方向 插入方向插入方向 插入方向插入方向 插入方向插入方向 插入方向插入方向 插入方向插入方向 SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD5.锁片的安装方法锁片的安装方法1、安装方法、安装方法、塑壳、塑壳 A、首先按压后锁扣可动的两端、首先按压后锁扣可动的两端,向箭头向箭头的方向旋转使其固定。的方向
53、旋转使其固定。B、接下来向箭头、接下来向箭头方向按压后锁扣两端使其安装上。方向按压后锁扣两端使其安装上。1234SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD2、注意事项、注意事项 、确认锁扣是否安装上、确认锁扣是否安装上 、装上锁扣后,再次按锁扣,确认两侧安装好。、装上锁扣后,再次按锁扣,确认两侧安装好。、确认折链部有没有折断,有折断的要更换新的。、确认折链部有没有折断,有折断的要更换新的。3、其他的注意事项、其他的注意事项 、逆插入端子时,端子的绝缘皮部碰到塑壳上,没有插入到位、逆插入端子时,端子的绝缘皮部碰到塑壳上,没有插入到位,所以按入时不要过分用力,以免损坏塑
54、壳。所以按入时不要过分用力,以免损坏塑壳。绝缘部卡住绝缘部卡住 、不要按下图的状态按入,一定要把端子插到位。、不要按下图的状态按入,一定要把端子插到位。端子未插到位端子未插到位SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD三:后加工工艺流程三:后加工工艺流程3.测试测试SHENZHEN QIAOYUN TECHNOLOGY CO.,LTDSHENZHEN QIAOYUN TECHNOLOGY CO.,LTD三:后加工工艺流程三:后加工工艺流程4.检验检验尺寸上下尺寸上下限图示限图示固定起始位置,固定起始位置,从此处开始从此处开始SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD三:后加工工艺流程三:后加工工艺流程4.检验检验SHENZHEN QIAOYUN TECHNOLOGY CO.,LTD外外
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
