《东风汽车活塞机械加工工序卡片11张》由会员分享,可在线阅读,更多相关《东风汽车活塞机械加工工序卡片11张(11页珍藏版)》请在装配图网上搜索。
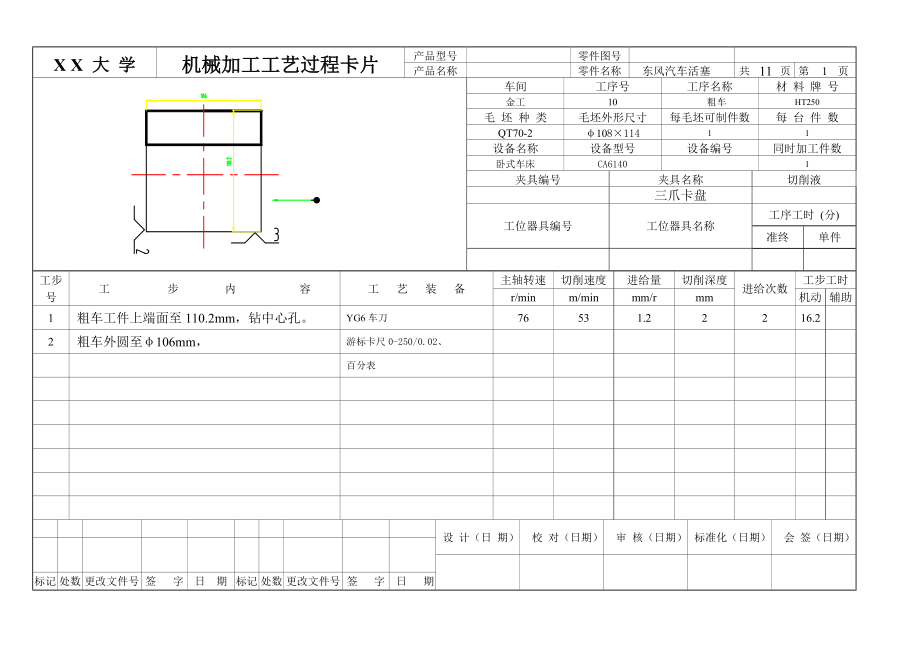
1、X X 大 学机械加工工艺过程卡片产品型号零件图号产品名称零件名称 东风汽车活塞共11页第1页车间工序号工序名称材 料 牌 号金工10粗车HT250毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数QT70-210811411设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗车工件上端面至110.2mm,钻中心孔。YG6车刀76531.22216.22粗车外圆至106mm,游标卡尺0
2、-250/0.02、百分表 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期X X 大 学机械加工工艺过程卡片产品型号零件图号产品名称零件名称 东风汽车活塞共11页第2页车间工序号工序名称材 料 牌 号金工20粗车HT250毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数QT70-210811411设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深
3、度进给次数工步工时r/minm/minmm/rmm机动辅助1粗车下端面至106.4mm。YG6车刀76531.22222.62粗车外圆至101.8mm。游标卡尺0-250/0.02、76531.22223.43粗车工件下端95mm至94.2mm,百分表76531.22226.2 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期X X 大 学机械加工工艺过程卡片产品型号零件图号产品名称零件名称 东风汽车活塞共11页第3页车间工序号工序名称材 料 牌 号金工20粗车HT250毛 坯 种 类毛坯外形尺寸每
4、毛坯可制件数每 台 件 数QT70-210811411设备名称设备型号设备编号同时加工件数摇臂钻床Z30251夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1钻30孔至28mm莫氏锥柄麻花钻2831537.82.00.1511.27游标卡尺0-250/0.02、百分表 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期X X 大 学机械加工工艺过程卡片
5、产品型号零件图号产品名称零件名称 东风汽车活塞共11页第4页车间工序号工序名称材 料 牌 号金工50精车HT250毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数QT70-210811411设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1精车下端面至106.2mm。YG6车刀24075.360.11.512.0722精车外圆至101.6mm。游标卡尺0-250/0.02、24075
6、.360.11.512.0723精车工件下端95mm车至95H7mm,百分表24075.360.11.512.072 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期X X 大 学机械加工工艺过程卡片产品型号零件图号产品名称零件名称 东风汽车活塞共11页第5页车间工序号工序名称材 料 牌 号金工60精车HT250毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数QT70-210811411设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具
7、名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1精车工件上端面至106mm,钻中心孔。YG6车刀24075.360.11.512.0722精车外圆至104.89和105.08mm,游标卡尺0-250/0.02、24075.360.11.512.072百分表 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期X X 大 学机械加工工艺过程卡片产品型号零件图号产品名称零件名称 东风汽车活塞共11页第6页车
8、间工序号工序名称材 料 牌 号金工70精车HT250毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数QT70-210811411设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1精车3mm环形槽至图纸尺寸。YG6车刀24075.360.11.512.0722精车4.76mm环形槽至图纸尺寸游标卡尺0-250/0.02、24075.360.11.512.072百分表 设 计(日 期)
9、校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期X X 大 学机械加工工艺过程卡片产品型号零件图号产品名称零件名称 东风汽车活塞共11页第7页车间工序号工序名称材 料 牌 号金工80精镗HT250毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数QT70-210811411设备名称设备型号设备编号同时加工件数铣镗床T681夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动
10、辅助1精镗30孔至图纸尺寸,YG6圆形镗刀、游标深度尺、百分表, 36075.360.11.512.0722割31槽游标卡尺0-500/0.02、专用夹具 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期X X 大 学机械加工工艺过程卡片产品型号零件图号产品名称零件名称 东风汽车活塞共11页第8页车间工序号工序名称材 料 牌 号金工80精镗HT250毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数QT70-210811411设备名称设备型号设备编号同时加工件数铣镗床T681夹具编号夹具名称切削
11、液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1精镗30孔至图纸尺寸,YG6圆形镗刀、游标深度尺、百分表, 36075.360.11.513.622割31槽游标卡尺0-500/0.02、专用夹具36075.360.11.513.62 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期X X 大 学机械加工工艺过程卡片产品型号零件图号产品名称零件名称 东风汽车活塞共11页第
12、9页车间工序号工序名称材 料 牌 号金工90铣HT250毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数QT70-210811411设备名称设备型号设备编号同时加工件数立式铣床X52K1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣活塞3mm半圆环槽D3铣刀、游标深度尺、百分表, 12075.360.11.512.072游标卡尺0-500/0.02、专用夹具 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日
13、期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期X X 大 学机械加工工艺过程卡片产品型号零件图号产品名称零件名称 东风汽车活塞共11页第10页车间工序号工序名称材 料 牌 号金工100钻HT250毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数QT70-210811411设备名称设备型号设备编号同时加工件数摇臂钻床Z30251夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1钻直油孔8-3.5莫氏锥柄麻花钻3.5 50
14、031.20.61.3510.16游标卡尺0-500/0.02、专用夹具 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期X X 大 学机械加工工艺过程卡片产品型号零件图号产品名称零件名称 东风汽车活塞共11页第11页车间工序号工序名称材 料 牌 号金工110钻HT250毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数QT70-210811411设备名称设备型号设备编号同时加工件数摇臂钻床Z30251夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1钻斜油孔1.5莫氏锥柄麻花钻1.5 50031.20.61.3510.16游标卡尺0-500/0.02、专用夹具 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期
 东风汽车活塞机械加工工序卡片11张
东风汽车活塞机械加工工序卡片11张