 EN3D相关参数的介绍
EN3D相关参数的介绍

《EN3D相关参数的介绍》由会员分享,可在线阅读,更多相关《EN3D相关参数的介绍(17页珍藏版)》请在装配图网上搜索。
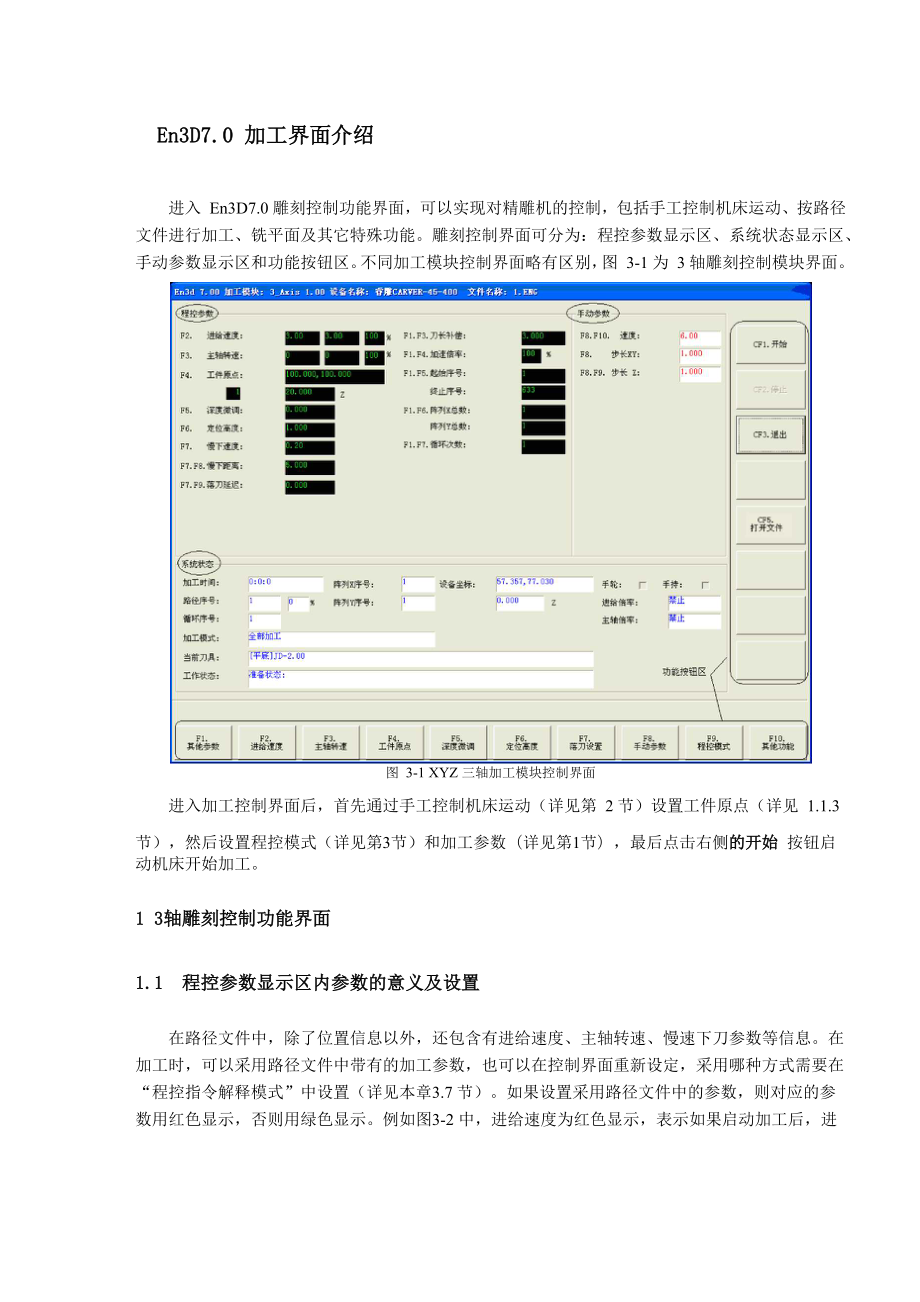
1、En3D7.0 加工界面介绍进入 En3D7.0 雕刻控制功能界面,可以实现对精雕机的控制,包括手工控制机床运动、按路径 文件进行加工、铣平面及其它特殊功能。雕刻控制界面可分为:程控参数显示区、系统状态显示区、 手动参数显示区和功能按钮区。不同加工模块控制界面略有区别,图 3-1 为 3 轴雕刻控制模块界面。图 3-1 XYZ 三轴加工模块控制界面进入加工控制界面后,首先通过手工控制机床运动(详见第 2 节)设置工件原点(详见 1.1.3节),然后设置程控模式(详见第3节)和加工参数(详见第1节),最后点击右侧的开始 按钮启 动机床开始加工。1 3轴雕刻控制功能界面1.1 程控参数显示区内参数
2、的意义及设置在路径文件中,除了位置信息以外,还包含有进给速度、主轴转速、慢速下刀参数等信息。在 加工时,可以采用路径文件中带有的加工参数,也可以在控制界面重新设定,采用哪种方式需要在 “程控指令解释模式”中设置(详见本章3.7 节)。如果设置采用路径文件中的参数,则对应的参 数用红色显示,否则用绿色显示。例如图3-2 中,进给速度为红色显示,表示如果启动加工后,进给速度将采用路径中设置值,而其它的参数则采用控制界面中设置的值。本节主要介绍在控制界面 中设置加工参数的方法。程控参数显示区如图3-2 所示。图 3-2 程控参数显示区在程控参数显示区内只是显示程控参数的数值,不能在该区域内用鼠标点击
3、显示框进行修改 参数编辑需要进入对应参数编辑对话框。有两种进入参数设置对话框方法,如图 3-3 所示的“定位高度”显示框。F5.深度微调:0. 000图 3-3一是点击屏幕下方的微调謀度按钮,弹出图 3-4 的设置“微调深度”对话框。二是键入显示框前面提示的功能键F5,也会弹出图3-4所示的“微调深度”设置对话框。以下按第一种方式介绍。图 3-4 定位高度设置对话框1.1.1 进给速度图 3-5 进给速度显示框进给速度是指在切削中刀具的移动速度。在该显示框内共有3 个数值:第一个为设置时的输入 值;第三个为进给倍率,进给倍率通过控制面板上的进给倍率开关调节;第二个为实际进给值,是 第一个数值与
4、第二个数值的乘积。进给速度的单位是:米/分钟。暂汀进给速度设置:点击屏幕下方的进给速度按钮,弹出图3-6所示进给速度设置对话框。图 3-6 进给设置在图3-6的输入框中输入“进给速度”值,在下面的输入框中输入“定位速度”值,单击 确 定,完成设置。右上方的三个按钮记录了最近3次输入的进给速度值,可以通过该快捷方式输入 最近的速度值。若选中“允许程控进给速度指令”选项,则在加工中采用路径文件中的速度值,在 控制界面中设置的“进给速度”无效。定位速度:是指在非切削时刀具的移动速度。1.1.2 主轴转速图 3-7 主轴转速显示框主轴转速就是主轴头即刀具的旋转速度。在主轴转速显示框内共有3 个数值,第
5、一个为设置时 输入值;第三个为转速倍率,转速倍率通过控制面板上的主轴倍率开关控制;第二个为实际转速, 是第一个数值与第二个数值的乘积。主轴转速的单位是:转/分钟。注意:精雕系列雕刻机均配备高速电主轴,主轴允许的实际转速范围是有限制的,当设置的最高转速大于上限转速时,软件自动将实际转速设定为最高值;如果设置的转速小于下限转速时,软件自动将实际转速设为最低值。因而,当转速倍率设置很低时,显示的实际转速值可能等于电主轴的最低限速,而不是设置转速与转速倍率的乘积,出现这种情况是正常的,说明软件已自动进行了最低限速。根据不 同的机床配置,不同类型主轴的转速范围是有差异的。诗主轴转速的设置:单击屏幕下方的
6、主轴转速按钮,弹出图3-8所示主轴转速设置对话框。在输入框中输入主轴 转速,点击 确定 按钮,完成主轴转速设置。左下方为最近3次输入的主轴转速的快捷输入按钮, 通过该按钮可以快速输入最近的主轴转速。如果选中下方的“运行程控主轴转速指令”,则采用路 径中带有的主轴转速指令。图 3-8 主轴转速设置对话框1.1.3 工件原点F4.工件原点:原扁号100. 000, 100. 000图 3-9 工件原点显示框图3-9 中才显示“原点序号”。工件原点显示框中数值的含义如图3-9 所示。山炉工件原点的设置步骤:(1) 单击屏幕下方工件原点按钮,弹出图3-10所示的对话框。2) 在原点设置对话框中选择要输
7、入的原点序号,该选项只有在多原点加工时才有,在单 原点加工中,没有该选项。图 3-10 原点设置提示:在图 3-10 的 X、Y、Z 值的设定中,支持加、减、乘、除四则运算。输入算数表达式后按 计算 按钮,将计算出输入框内算数表达式的值。如果在输入算数表 达式后按 确定 按钮,自动将表达式的值录入。(3) 在X、Y和Z输入框中输入数值,单击 确定 按钮,便完成了工件原点的设置。在 该对话框中点击 当前XY 按钮,系统自动将机床当前的XY坐标值,输入到原点 XY输入框中;点击E当前Z 按钮,自动将机床当前Z坐标,输入到原点Z输入框 中。点击 历史纪录按钮,将弹出图3-11所示“工件原点历史记录”
8、列表。图 3-11 历史工作原点4) 在图 3-11 中,列出了最近设置过的工件原点值,高亮状态表示该原点值被选中。单击选择XYZ按钮,将被选择的原点XYZ值输入到原点XYZ输入框,同时返回到图3-10对话框;单击E选择XY按钮,将被选择的原点XY值输入到原点XY输入框 中,同时返回到图3-10对话框;单击 选择Z按钮,将被选择的原点Z值输入到原 点Z输入框中,同时返回到图3-10对话框。注意:在多原点加工时,要在图3- 1 0中选择对应的“原点序号”。确定工件原点的目的:工件原点的位置就是刀具路径加工文件的原点位置,输入工件原点就是确定路径文件原点在机床坐标系中的位置,也就确定了工 件在机床
9、中的位置。1.1.4 微调深度F5.深度微调:0. 000图 3-12 深度微调显示框在二维加工中,经常将工件原点定义在加工工件的表面,加工深度根据实际要求,在加工时通过设置“深度微调值”来定义;在三维雕刻中,可以通过设置“微调深度”来调整雕刻的深度。匕 注意:微调深度为正数,表示加工后的深度大于程序中给定的深度;微调深度为负数,表示加工后的深度小于程序中给定的深度。相差值为“微调深度”的绝对值。特殊用法:在进行路径文件试加工时,将“微调深度”设为负值(根据实际情况设定绝对值的大小),刀具将在零件的上面进行加工,达到试加工的目的。霞云尹微调深度的设置:单击屏幕下沖谓深度按钮,弹出图3-13所示
10、深度微调设置对话框。(2) 在该对话框中输入深度值,单击I;确定 按钮完成设置。提示:在图3-13的输入框中,支持加、减、乘、除四则运算。输入算数表达式后按 计算j按钮,将计算出输入框内算数表达式的值。如果在输入算数表达式后按 确 定J按钮,自动将表达式的值录入。图 3-13 深度微调设置1.1.5 定位高度F6. 定位高度:1. 000图 3-14 定位高度显示框先介绍一下加工流程:FI3 加工流程(直接下刀方式):(1) 开始加工后,首先机头向上以“定位速度”,回到机床z轴设备原点,然后平 移到进刀位置的 XY 处;(2) 机头向下以“定位速度”,运动至当前序号路径起点Z (不是工件原点Z
11、)上方“慢下距离”高度的位置;(3) 主轴 Z 向变速,以“慢下速度”开始进刀运动,一直到加工深度处;( 4)此时机床停止运动“落刀延迟”时间后,按照路径进行切削运动;(5) 当前路径加工完毕后,机头向上以“定位速度”,回到Z轴“工件原点”以上“定位高度”处;(6) 主轴机头以定位速度,平移动到下一序号路径XY起点处;之后进行步骤:(2)( 3 )( 4 );(7) 当进行完最后一条路径后,机头向上以“定位速度”,抬刀至Z轴设备原点(若 指定加工完去“指定点”,则机床平移到指定点的XY处),停止加工。(6)cn(4tn床z向原点路径賂径1蠶趣时第一条路径起点蠶建位 ,咼度-T:件原点工第二条路
12、径起点图 2-15 加工流程示意图暑川定位高度的设置:(1) 点击屏幕下方的定拉高度按钮,弹出图3-16所示“定位高度”设置对话框。(2) 可以手工输入“定位高度”值,点击 确定 按钮完成设置,也可以点击 根据当前 刀尖位置计算定位高度按钮自动计算定位高度,自动计算的定位高度值,将保证抬 刀后的高度为当前的刀尖位置,所有在应该该功能时要将刀具停止在安全的快速抬刀 高度。在定位高度设置对话框内还给出了定位高度的参考范围,可以参照该值进行设图 3-16 定位高度设置注意:1.工件原点设定在零件的下表面时,定位高度”一定要大于零件的高度,否则有划伤零件的危险。2.定位高度值是一个相对于工件原点Z的相
13、对值,定位高度必须为正数,En3D7.0已经做了保护,当输入负数时默认为 0 。也由于相关参数还没有阐述,机床移动到定位高度时的坐标计算在本章的第8节中介绍。1.1.6 慢下速度、慢下距离和落刀延迟F7. 慢下速度:F7.F8.慢下距离:F7.F9.落刀延迟:图 3-17 慢下刀参数显示框 慢下刀参数的意义见1.1.5 节。心歹慢下刀参数的设置:(1) 点击屏幕下方的落刀设置按钮,弹出图3-18所示落刀设置对话框。(2) 输入对应的数值,点击 确定 按钮,完成设置。图 3-18 落刀设置对话框1.1.7 刀长补偿Fl. F3.刀长补偿:0. 000图 3-19 刀长补偿显示框有些零件需要多把刀
14、具才能完成加工,而这些刀具在安装时伸出的长度是有差异的,在En3D7.0中通过“刀长补偿”进行调整。在加工中,将其中一把刀具作为基准刀具(一般为第一把刀具), 用基准刀具设置工件原点。在更换刀具时,将新换刀具与基准刀具的长度差设定为“刀长补偿”值 系统根据“刀长补偿”值来解决刀具长度不等的问题。“刀长补偿”值的设定:X正确使用“刀长补偿”进行加工的步骤为:1) 用基准刀设置工件原点;(2) 将基准刀采用对刀仪对刀,将其设为“定义对刀基准”:(3) 更换刀具时,使用对刀仪对刀,并设为“修正刀具长度补偿”。注意: 1. 在首次连接或长时间没有使用对刀仪时,要先检验系统是否能够正常得到对刀仪信号,之
15、后再使用对刀仪对刀。2. 在已经进行对刀并修正了刀具长度补偿后(即刀长补偿参数不为零),禁止随意 修改工件原点Z值。二:直接输入“刀长补偿”注意: 该方式为特殊情况下使用,不提倡使用!(1)点击屏幕下方的其它参数按钮,弹出图3-23所示对话框。图 3-23 其它参数设置对话框(2)单击F刀长补偿 按钮,弹出图3-24所示对话框。图 3-24(3) 在刀长补偿值录入框内输入补偿值,单击确定按钮完成刀长补偿值设置。七提示:.点击图3-24中的 对刀按钮,同样可以按引导提示进入使用对刀仪设置“刀长补偿”方式。1.1.8 加速倍率F1.F4.加速倍率:100图 3-25 加速比率显示框軋汀加速倍率的设
16、置:点击图3-20对话框中的 加速倍率 按钮,弹出图3-26所示的“加速倍率”设置对话框,选 择倍率后单击确定按钮完成设置。图 3-26 加速倍率设置对话框提示: “加速倍率”决定速度的变化率,建议加工质量要求比较高的零件时设置小一些速度的变化会更加柔和;质量要求不高时设置大一些,可以提高加工效率。1.1.9 起始、终止序号F1.F5.起始序号:终止序号:图 3-27 起始序号终止序号显示框在刚进入加工界面时,程控参数显示区内显示的“起始序号”和“终止序号”,是打开路径文 件的起始序号和终止序号(哪怕是在图形管理界面已经按照序号选取了部分路径)。F起始、终止序号的作用:在启动开始加工后,系统将
17、按照进入加工界面时选择的路径与此处设置的起始序号和终点序号相重叠的路径进行加工。务孑 起始、终止序号的设置:点击图3-20对话框中的 起止序号 按钮,弹出图3-28所示的“起止序号”设置对话框。在 输入框中输入相应的数值或单击快速选择按钮,然后单击匸确定 按钮完成设置。图 3-28 起止序号设置1.1.10 阵列参数图 3-29 阵列数量显示框阵列加工是阵列当前路径文件,此功能可以大大减少路径文件的数据量。如果一次加工多个一 样的工件,只要生成一个工件的加工文件,其它的路径可以由系统自动阵列加工。蛰川阵列参数的设置:点击图3-20对话框上的E阵列参数;I按钮,弹出图3-30所示的对话框。图 3
18、-30 阵列参数设置对话框X方 向阵 列总数X方向阵列的总共数量。起始个数X方向加工的起始位置。阵列偏移X方向的阵列偏移值,有正负之分。见例题。每阵列一次暂停在阵列过程中,每当X方向数量增加时暂停。Y方 向阵 列总数Y方向阵列的总共数量。起始个数Y方向加工的起始位置。阵列偏移Y方向的阵列偏移值,有正负之分。见例题。每阵列一次暂停在阵列过程中,每当Y方向数量增加时暂停。附加 控制阵列顺序X-Y:先进行X方向再进行Y方向;Y-X:先进行Y方向再进行X方向。参数的意义:例:如果要加工下图所示12个工件,只需要生成一个工件的加工文件。然后进入到阵列加工参数设置对话框,按照图3-30那样进行参数设置,系
19、统按图3-31所示进行加工。Y精雕科技精雕科技精雕科技.-JI向ID列二精雕科技精雕补技精雕乖*技支粘雕科技3-31图 3-32 循环次数显示框注意:在阵列偏移中,阵列的偏移值是有方向的。正值表示向该轴的正方向偏移,负值表示向该轴的负方向偏移。若在图3-30 中两个偏移值均为负数,则在阵列后的路 径中,右上角的路径为原始图形。若X方向偏移值为负数,Y方向偏移值为正数, 则在阵列后的路径中,右下角的路径为原始图形。巴提示起始个数表示加工图形的起始位置,向各个轴的正方向加工,负方向的阵列路径不加工。1.1.11 循环次数X循环次数的设置:点击图3-20对话框中的 循环参数 按钮,弹出图3-33对话
20、框。图 3-33 循环加工参数设置对话框在循环加工次数内输入加工次数,若勾选下面的勾选框,则加工完每个单元后暂停。循环加工意义:在启动加工后,机床按照循环参数设定的次数进行加工。1.2 手动参数显示区内各参数的意义及设置图 3-34 手工参数显示区手动参数的意义及设置详见第2 节手工控制机床运动。1.3 系统状态显示区内各参数的意义加工时间:n:::n阵列3洋号;厂设备坐标:000, 0.000手轮:手持:厂路径序号:】 0 %阵列TJ字号:|Lo. oooZ逆给信率:奈止循环序号:1I主输倍率:加工横式:送择加工/当前刀具:工作伏态:准备状态:系统状态显示框图 3-35通过观察系统状态显示框,有助于在加工中了解机床的状态。加工时间机床进行加工的时间。路径序号当前加工的路径序号。循环序号循环加工时当前的循环加工次数。加工模式调入模块的加工模式,包括:全部加工、选择加工、双工序全部加工、 双工序选择加工、双工位全部加工、双工位选择加工以及包裹模式等等。当前刀具当前路径使用的刀具。工作状态包括:就绪、暂停、换刀等状态。阵列加工时X方向的序号。阵列X序号阵列Y序号阵列加工时Y方向的序号。设备坐标设备当前坐标。手轮手轮是否有效。手持手持是否有效。进给倍率进给倍率开关是否有效。主轴倍率主轴倍率开关是否有效。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
