 自动化英文文献翻译
自动化英文文献翻译

《自动化英文文献翻译》由会员分享,可在线阅读,更多相关《自动化英文文献翻译(13页珍藏版)》请在装配图网上搜索。
1、附录Programmable logic controllerFrom Wikipedia, the free encyclopediaJump to: navigation, search PLC & input/output arrangementsA programmable logic controller (PLC) or programmable controller is a digital computer used for automation of electromechanical processes, such as control of machinery on fa
2、ctory assembly lines, control of amusement rides, or control of lighting fixtures. PLCs are used in many different industries and machines such as packaging and semiconductor machines. Unlike general-purpose computers, the PLC is designed for multiple inputs and output arrangements, extended tempera
3、ture ranges, immunity to electrical noise, and resistance to vibration and impact. Programs to control machine operation are typically stored in battery-backed or non-volatile memory. A PLC is an example of a real time system since output results must be produced in response to input conditions with
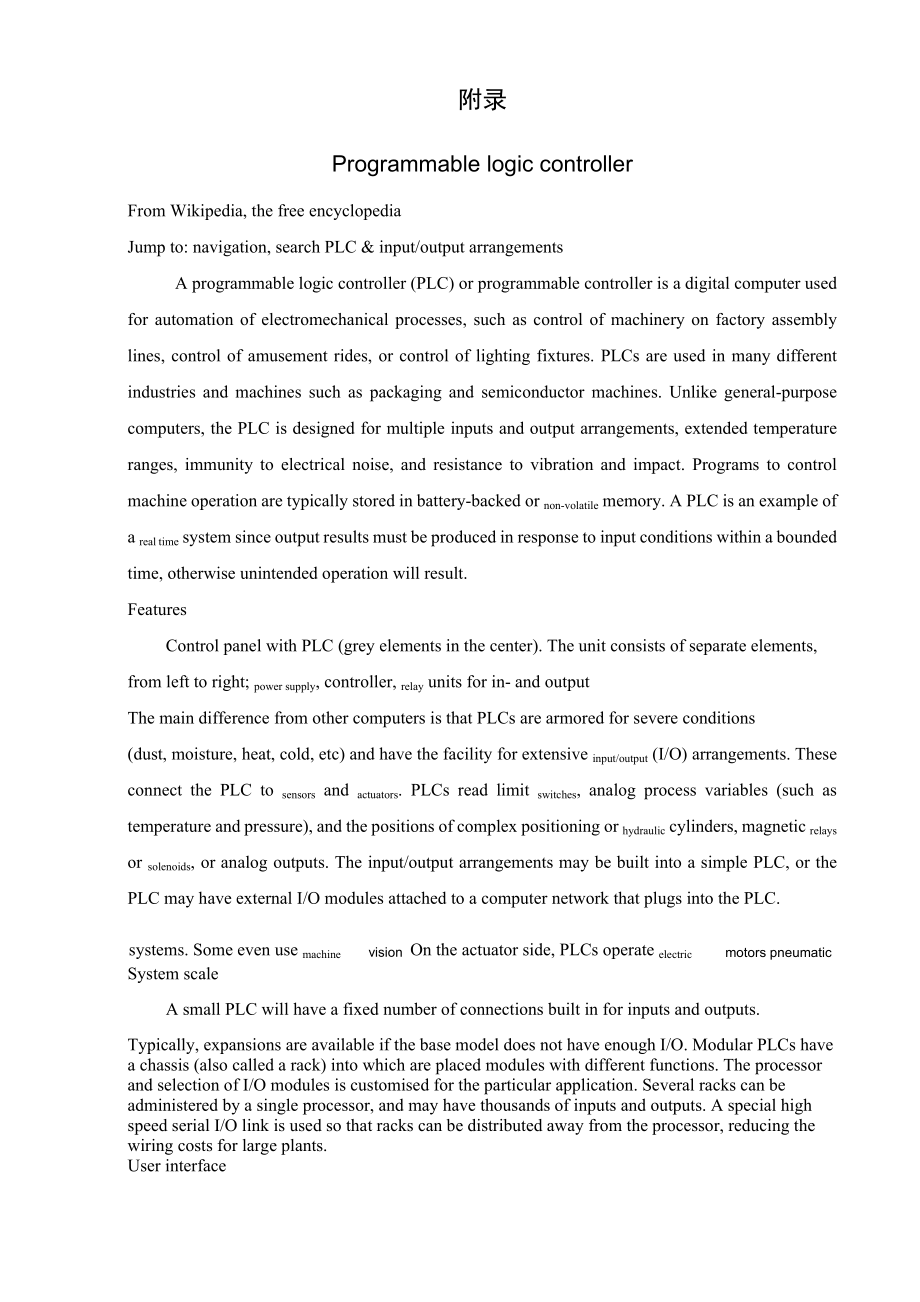
4、in a bounded time, otherwise unintended operation will result.FeaturesControl panel with PLC (grey elements in the center). The unit consists of separate elements, from left to right; power supply, controller, relay units for in- and outputThe main difference from other computers is that PLCs are ar
5、mored for severe conditions(dust, moisture, heat, cold, etc) and have the facility for extensive input/output (I/O) arrangements. These connect the PLC to sensors and actuators. PLCs read limit switches, analog process variables (such as temperature and pressure), and the positions of complex positi
6、oning or hydraulic cylinders, magnetic relays or solenoids, or analog outputs. The input/output arrangements may be built into a simple PLC, or the PLC may have external I/O modules attached to a computer network that plugs into the PLC.systems. Some even use machinevisionOn the actuator side, PLCs
7、operate electricmotors pneumaticSystem scaleA small PLC will have a fixed number of connections built in for inputs and outputs.Typically, expansions are available if the base model does not have enough I/O. Modular PLCs have a chassis (also called a rack) into which are placed modules with differen
8、t functions. The processor and selection of I/O modules is customised for the particular application. Several racks can be administered by a single processor, and may have thousands of inputs and outputs. A special high speed serial I/O link is used so that racks can be distributed away from the pro
9、cessor, reducing the wiring costs for large plants.User interfaceSee also: List of human-computer interaction topicsPLCs may need to interact with people for the purpose of configuration, alarm reporting or everyday control.A Human-Machine Interface (HMI) is employed for this purpose. HMIs are also
10、referred to as MMIs (Man Machine Interface) and GUI (Graphical User Interface).A simple system may use buttons and lights to interact with the user. Text displays are available as well as graphical touch screens. More complex systems use a programming and monitoring software installed on a computer,
11、 with the PLC connected via a communication interface.CommunicationsPLCs have built in communications ports usually 9-Pin RS232, and optionally for RS485 and Ethernet. Modbus or DF1 is usually included as one of the communications protocols. Others options include various fieldbuses such as DeviceNe
12、t or Profibus. Other communications protocols that may be used are listed in the List of automation protocols.Most modern PLCs can communicate over a network to some other system, such as a computer running a SCADA (Supervisory Control And Data Acquisition) system or web browser.PLCs used in larger
13、I/O systems may have peer-to-peer (P2P) communication between processors. This allows separate parts of a complex process to have individual control while allowing the subsystems to co-ordinate over the communication link. These communication links are also often used for HMI (Human-Machine Interfac
14、e) devices such as keypads or PC-type workstations. Some of todays PLCs can communicate over a wide range of media including RS-485, Coaxial, and even Ethernet for I/O control at network speeds up to 100 Mbit/s.PLC compared with other control systemsPLCs are well-adapted to a range of automation tas
15、ks. These are typically industrial processes in manufacturing where the cost of developing and maintaining the automation system is high relative to the total cost of the automation, and where changes to the system would be expected during its operational life. PLCs contain input and output devices
16、compatible with industrial pilot devices and controls; little electrical design is required, and the design problem centers on expressing the desired sequence of operations in ladder logic (or function chart) notation. PLC applications are typically highly customized systems so the cost of a package
17、d PLC is low compared to the cost of a specific custom-built controller design. On the other hand, in the case of mass-produced goods, customized control systems are economic due to the lower cost of the components, which can be optimally chosen instead of a generic solution, and where the non-recur
18、ring engineering charges are spread over thousands or millions of units.For high volume or very simple fixed automation tasks, different techniques are used.cam timerFor example, a consumer dishwasher would be controlled by an electromechanical costing only a few dollars in production quantities.A m
19、icrocontroller-based design would be appropriate where hundreds or thousands of units will be produced and so the development cost (design of power supplies and input/output hardware) can be spread over many sales, and where the end-user would not need to alter the control. Automotive applications a
20、re an example; millions of units are built each year, and very few end-users alter the programming of these controllers. However, some specialty vehicles such as transit busses economically use PLCs instead of custom-designed controls, because the volumes are low and the development cost would be un
21、economic.Very complex process control, such as used in the chemical industry, may require algorithms and performance beyond the capability of even high-performance PLCs. Very high-speed or precision controls may also require customized solutions; for example, aircraft flight controls.Programmable co
22、ntrollers are widely used in motion control, positioning control and torque control. Some manufacturers produce motion control units to be integrated with PLC so that G-code (involving a CNC machine) can be used to instruct machine movements.1PLCs may include logic for single-variable feedback analo
23、g control loop, a proportional, integral, derivative or PID controller. A PID loop could be used to control the temperature of a manufacturing process, for example. Historically PLCs were usually configured with only a few analog control loops; where processes required hundreds or thousands of loops
24、, a distributed control system (DCS) would instead be used. However, as PLCs have become more powerful, the boundary between DCS and PLC applications has become less clear-cut.PLCs have similar functionality as Remote Terminal Units. An RTU, however, usually does not support control algorithms or co
25、ntrol loops. As hardware rapidly becomes more powerful and cheaper, RTUs, PLCs and DCSs are increasingly beginning to overlap in responsibilities, and many vendors sell RTUs with PLC-like features and vice versa. The industry has standardized on the IEC 61131-3 functional block language for creating
26、 programs to run on RTUs and PLCs, although nearly all vendors also offer proprietary alternatives and associated development environments.Digital and analog signalsDigital or discrete signals behave as binary switches, yielding simply an On or Off signal (1 or 0, True or False, respectively). Push
27、buttons, limit switches, and photoelectric sensors are examples of devices providing a discrete signal. Discrete signals are sent using either voltage or current, where a specific range is designated as On and another as Off. For example, a PLC might use 24 V DC I/O, with values above 22 V DC repres
28、enting On, values below 2VDC representing Off, and intermediate values undefined. Initially, PLCs had only discrete I/O.Analog signals are like volume controls, with a range of values between zero and full-scale. These are typically interpreted as integer values (counts) by the PLC, with various ran
29、ges of accuracy depending on the device and the number of bits available to store the data. As PLCs typically use 16-bit signed binary processors, the integer values are limited between -32,768 and +32,767. Pressure, temperature, flow, and weight are often represented by analog signals. Analog signa
30、ls can use voltage or current with a magnitude proportional to the value of the process signal. For example, an analog 4-20 mA or 0 - 10 V input would be converted into an integer value of 0 - 32767.Current inputs are less sensitive to electrical noise (i.e. from welders or electric motor starts) th
31、an voltage inputs.ExampleAs an example, say a facility needs to store water in a tank. The water is drawn from the tank by another system, as needed, and our example system must manage the water level in the tank.Using only digital signals, the PLC has two digital inputs from float switches (Low Lev
32、el and High Level). When the water level is above the switch it closes a contact and passes a signal to an input. The PLC uses a digital output to open and close the inlet valve into the tank. When the water level drops enough so that the Low Level float switch is off (down), the PLC will open the v
33、alve to let more water in. Once the water level raises enough so that the High Level switch is on (up), the PLC will shut the inlet to stop the water from overflowing. This rung is an example of seal in logic. The output is sealed in until some condition breaks the circuit.|Low Level High LevelFill
34、Valve/|/|-(OUT)1|Fill Valve | | | An analog system might use a water pressure sensor or a load cell, and an adjustable (throttling) dripping out of the tank, the valve adjusts to slowly drip water back into the tank.In this system, to avoid flutter adjustments that can wear out the valve, many PLCs
35、incorporate hysteresis which essentially creates a deadband of activity. A technician adjusts this deadband so the valve moves only for a significant change in rate. This will in turn minimize the motion of the valve, and reduce its wear.A real system might combine both approaches, using float switc
36、hes and simple valves to prevent spills, and a rate sensor and rate valve to optimize refill rates and prevent water hammer.Backup and maintenance methods can make a real system very complicated.ProgrammingPLC programs are typically written in a special application on a personal computer, then downl
37、oaded by a direct-connection cable or over a network to the PLC. The program is stored in the PLC either in battery-backed-up RAM or some other non-volatile flash memory. Often, a single PLC can be programmed to replace thousands of relays.Under the IEC 61131-3 standard, PLCs can be programmed using
38、 standards-based programming languages. A graphical programming notation called Sequential Function Charts is available on certain programmable controllers.Recently, the International standard IEC 61131-3 has become popular. IEC 61131-3 currently defines five programming languages for programmable c
39、ontrol systems: FBD(Function block diagram), LD (Ladder diagram), ST (Structured text, similar to the Pascal programming language),IL (Instruction list, similar to assembly language) and SFC (Sequential function chart). These techniquesemphasize logical organization of operations.While the fundament
40、al concepts of PLC programming are common to all manufacturers, differences in I/O addressing, memory organization and instruction sets mean that PLC programs are never perfectly interchangeable between different makers. Even within the same product line of a single manufacturer, different models ma
41、y not be directly compatible. HistoryOriginThe PLC was invented in response to the needs of the American automotive manufacturing industry. Programmable controllers were initially adopted by the automotive industry where software revision replaced the re-wiring of hard-wired control panels when prod
42、uction models changed.Before the PLC, control, sequencing, and safety interlock logic for manufacturing automobiles was accomplished using hundreds or thousands of relays, cam timers, and drum sequencers and dedicated closed-loop controllers. The process for updating such facilities for the yearly m
43、odel change-over was very time consuming and expensive, as the relay systems needed to be rewired by skilled electricians.In 1968 GM Hydramatic (the automatic transmission division of General Motors) issued a request for proposal for an electronic replacement for hard-wired relay systems.The winning
44、 proposal came from Bedford Associates of Bedford, Massachusetts . The first PLC, designated the 084 because it was Bedford Associates eighty-fourth project, was the result. Bedford Associates started a new company dedicated to developing, manufacturing, selling, and servicing this new product: Modi
45、con, which stood for MOdular DIgital CONtroller. One of the people who worked on that project was Dick Morley, who is considered to be the father of the PLC. The Modicon brand was sold in 1977 to Gould Electronics, and later acquired by German Company AEG and then by French Schneider Electric, the c
46、urrent owner.One of the very first 084 models built is now on display at Modicons headquarters in North Andover, Massachusetts. It was presented to Modicon by GM, when the unit was retired after nearly twenty years of uninterrupted service.The automotive industry is still one of the largest users of
47、 PLCs, and Modicon still numbers some of its controller models such that they end with eighty-four.DevelopmentEarly PLCs were designed to replace relay logic systems. These PLCs were programmed in ladder logic, which strongly resembles a schematic diagram of relay logic. Modern PLCs can be programme
48、d in a variety of ways, from ladder logic to more traditional programming languages such as BASIC and C. Another method is State Logic, a Very High Level Programming Language designed to program PLCs based on State Transition Diagrams.Many of the earliest PLCs expressed all decision making logic in
49、simple ladder logic which appeared similar to electrical schematic diagrams. The electricians were quite able to trace out circuit problems with schematic diagrams using ladder logic. This program notation was chosen to reduce training demands for the existing technicians. Other early PLCs used a fo
50、rm of instruction list programming, based on a stack-based logic solver.ProgrammingEarly PLCs, up to the mid-1980s, were programmed using proprietary programming panels or special-purpose programming terminals, which often had dedicated function keys representing the various logical elements of PLC
51、programs. Programs were stored on cassette tape cartridges. Facilities for printing and documentation were very minimal due to lack of memory capacity. The very oldest PLCs used non-volatile magnetic core memory.FunctionalityThe functionality of the PLC has evolved over the years to include sequenti
52、al relay control, motion control, process control , distributed control systems and networking. The data handling, storage, processing power and communication capabilities of some modern PLCs are approximately equivalent to desktop computers. PLC-like programming combined with remote I/O hardware, a
53、llow a general-purpose desktop computer to overlap some PLCs in certain applications.SuppliersWell known PLC brands include Siemens, Allen-Bradley, IDEC, ABB, Mitsubishi, Omron, Honeywell, Schneider Electric, Saia-Burgess Controls, and General Electric.可编程控制器摘自 WikipediaPLC 和输入输出接口的排布一台 PLC 或者称为程序控制
54、器是用于机电一体化进程的全自动工控机,如对机械 装配流水线、汽车驾乘、照明系统的控制。PLC可用于许多不同的仪器设备上,比如: 包装机械和半导体仪器。PLC不同于平常使用的计算机,它的开发源自于大量的输入与 输出信号的排布,能够在较大的温度范围下保持良好的工作状态,不受电磁噪音的干扰, 不受震动和撞击的影响。用于控制机械运作的程序被存储在使用电池的记忆体或者具有 闪存作用的存储器中。PLC是典型的在线系统,在有输入信号之后的很短的时间内一定 会有输出,否则会有不必要的结果产生。PLC 的作用:基于PLC的控制面板(控制设备的核心部分是PLC)。整个面板是由几个具有独立 功能的模块组成,从左到右
55、:电源,控制器,继电器等实现了输入到输出的功能。PLC 与普通计算机之间的主要区别在于 PLC 能够在任何环境下保持良好的工作状 态(包括有灰尘,潮湿,高温,低温等等)并且有许多闲置的接口可以用来进行信号的 输入输出。这些接口连接了 PLC 和传感器与激励端口。 PLC 能够读取限位开关信号; 模拟工艺参数(比如温度和压强),和对整个系统各个部件定位。一些PLC甚至可以用 于机械动作的模拟。作为激励端,PLC控制了电机,汽缸或是液压缸,电磁继电器,螺 线管,或者可以模拟输出。一系列的输入输出端口可以集成在一台PLC 上, PLC也可以通过特定的模块来连接控制端的微机。系统的数量范围一台小型PL
56、C有一定数量的输入输出端口。作为PLC的一大特点,当主机输入输 出接口数量不够的时候,可以外接扩展端口。PLC 的扩展模块都带有一种底盘(也可称为支架),根据不同的用途将模块放入不 同的位置。不同模块的处理器和选择器的输入输出接口可根据特定的用途来选择。一些 个别的模块可以有一台独立的处理器来直接驱动,并且可以容纳大量的输入输出信号。 为了降低大型工厂的配线成本,一种特制的高速I/O接口被广泛应用以使那些独立的模 块可以与主处理器分放在不同的位置。用户界面:PLC需要在外观结构,报警记录,以及日常的控制上适应操作者。人机界面(HMI)实现了这样的目的,HMI与MMI和GUI属于同一类型的操作界
57、面。为了适应操作者,一个简单的系统需要具备按钮和显示。显示的程序可在触摸屏上 直接调试。许多复杂的编译程序和监控软件都安装在计算机上,该计算机与 PLC 通过 数据接口连接。通信方式PLC 的通信接口一般采用 9 针的 RS232 接口,并且兼容 RS485 和以太网络接口。 常用的通信协议包含了 Modbus或者DF1。其他可供选择的也包括了不同的fieldbuses, 例如devicenet或者profibus。同时自动通信协议已经包含了其他的通信协议。大多数最新的PLC已经可以通过网络与另一台PLC的系统通信,正如一台电脑运 行SCADA (数据采集与监视控制系统)或者运行一个网页浏览器
58、。在大流量输入输出系统中,两台PLC之间的通信采用了 P2P(对等联网)技术。这 让独立的几个复杂进程能够在当子系统在相互通信的时候被单独控制。这种通信方式也 常使用于人机交互界面,比如键盘或者计算机工作站。当今世界上已经有部分的 PLC 支持更广泛的信号传输方式,包括 RS-485 接口,同步传输,甚至可以当网络传输速度 达到100 Mbit/s时利用以太网直接使用计算机控制.PLC 与其他控制系统的比较PLC能够很好的适应大部分自动化控制任务。在传统工艺流水线上,开发以及维护 全自动系统的成本要高于整个PLC控制系统,同时,现代工业正期待这样的转变。PLC 自带的输入输出设备使得工业控制器
59、和设备得到了很好的协调;微电子技术在现代工业 被广泛的需求,设计中心采用了梯形图(或者功能表图)的程序编译方法。PLC的控制 界面非常友好,整台 PLC 设备的成本比同级的特制控制器低出不少。从另一方面看, 由于大批量生产,定制控件系统的开发源于生产成本的控制,定制控件系统将取代 “一 般的”解决方案,在这个系统中,大量一次性电器电源被集成在一起不同的技术用于大信息容量或者简单的自动控制系统中。例如:一台家用洗碗机所 使用的机电一体化时序控制器的成本仅为几美元。一台基于微型控制器的设计将会因为使用用途广泛使得整个工程的开发经费(电源 的设计以及输入输出设备的成本)分摊到各个商业领域,并且终端用
60、户无需修改其中的 控制程序。自动分类系统便是一个典型的例子;每年有大量的产品,仅仅有极少数的客 户需要自主修改一些控制程序。然而,一些特制的汽车(运输巴士)从经济的角度上出 发使用 PLC 而不是定制控件系统,因为有较低的信息存储量和并不低廉的开发成本。非常复杂的程序控制,一般用于化工业,需要一系列的运算法则,即使是高性能的 PLC 也是很难达到的。极高的运算速度和运算精度可能需要特殊的解决方案;例如宇宙 飞船的飞行控制。程序控制器常常在运动控制系统中被广泛应用,定位控制和控制扭矩。一些制造商 把运动控制单元与PLC结合生成G代码(在数控机床中被运用)以用于对机械运动的 控制。正如操作台一样,
61、PLC的逻辑系统为带有反馈的循环控制系统,一种“比例,积分, 微分控制”或者是“PID控制”,例如一个PID循环可用于对制造过程中的温度控制。传 统的 PLC 常常仅配置了简单的操作系统。处理器需要成百上千的循环,所以一种分布 式控制系统(DCS)将取而代之。然而,即使PLC的功能已经如此强大,有关与PLC 以及DCS系统的相关软件少之又少。PLC在使用的广泛性上与远程终端设备(RTU)有着相似之处。然而RTU并不支 持函数计算和反馈系统。由于硬件变得更加强大而且廉价,RTU,PLC,以及DCS的发展 在功能上已经相互补足了,许多厂商将RTU设备嵌入PLC界面中,同样反之亦然。工 业上已经对I
62、EC 61131-3的功能模块的编译语言进行了规范化以便于在RTU和PLC上 使用,尽管生产厂商已经向客户提供了编译软件。数字与模拟信号数字信号(离散信号)一般为二进制转换,仅受开关信号(1 或者 0;正确或错误; 识别)的影响。按钮,限位开关,光电传感器都是输出离散信号的典型元器件。离散信 号通过电压或者电流传输,当电压或者电流在指定范围内接通反之或者断开。例如,一 台使用 24v 直流电源的 PLC 的输入输出接口,当电压大于 22V 的时候接口接通,当直 流电压低于 2V 的时候接口断开, 2V22V 中的电压并不确定接通或断开。最初的 PLC 只有离散型接口(数字接口)。模拟信号的控制
63、与音量的控制类似,有一个大小的零位和上限,在 PLC 上被认为 是计数器,依靠驱动器具有广泛的调整空间和精度并且一系列的数据可以被存储下来。 典型的PLC使用16进制处理器,信号数值的范围在-32768至+32767之间。压强,温度, 流量,以及重量可以被转化为模拟信号。通过电流或电压可以按比例放大或缩小模拟信 号。例如:一个 420 毫安或者 010 伏的输入模拟信号可通过转换获得的值可任意在 032767 范围之间。电流输入信号的抗电磁干扰能力要强于电压输入信号。范例举个例子,假定某个设备需要将水存储在水槽中。水槽的水能够在需要的时候被某 个系统抽出,我们的范例系统需要能够控制槽中水位。仅
64、仅使用数字信号,PLC的两种输入信号来浮球开关(高电平和低电平),当水位 高于限位开关时,开关自动切断进水信号。PLC利用数字脉冲输出控制水槽的进出阀门。当水位足够低的时候,低水位限位开关将会断开,PLC将会打开进水阀门。当水位 过高时,高水位限位开关将会接通,PLC将会关闭进水阀门。这是一个闭环控制系统的 例子。当某些环节受到干扰的时候输出会被断开。|低电平高电平满水/|/|1(OUT)| 满水| | |类似的系统可能会使用压强传感器或者是测压元件,和一个可调节的滴水器,由阀 控制缓慢地调整滴水速度是水回到水槽中。在这类系统中,为了避免由于震动对阀体造成损耗,许多PLC加入了“滞后”功能,
65、产生了震动的死点。技术员会调试这个死点让阀在允许的范围内可以有效的移动。这将 使阀体在最小范围内有效得运动以减少损耗。为了防止溢出,一个完整的系统包含了接口,浮动开关和一些简单的阀体,为了优 化填充过程和防止填充过程中的震动,还需要加入行程传感器和行程阀。一个完整系统 的维护和保养是非常复杂的。程序PLC 的程序一般是在一台个人电脑上使用特定的软件编写,然后通过直接连接或者 网络下载到PLC上。程序被存储在PLC的电池蓄电存储体或闪存记忆体上。一台普通 的 PLC 在经过编程以后可以代替数以千计的继电器。在 IEC 61131-3 标准中, PLC 可以使用通用编译语言编程。同样,一种叫做时序控 制图的图形编译法也是可以使用的。最近,国际标准 IEC 61131-3 变得越来越普遍。 IEC 61131-3 涵盖了 5 种编译语言:FBD (模块简图),LD (梯形图),ST (结构化文本,类似于帕斯卡尔编程语言),IL (指 令表,类似于汇编语言)和SFC (顺序
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
