《变频控制振动给料机》由会员分享,可在线阅读,更多相关《变频控制振动给料机(2页珍藏版)》请在装配图网上搜索。
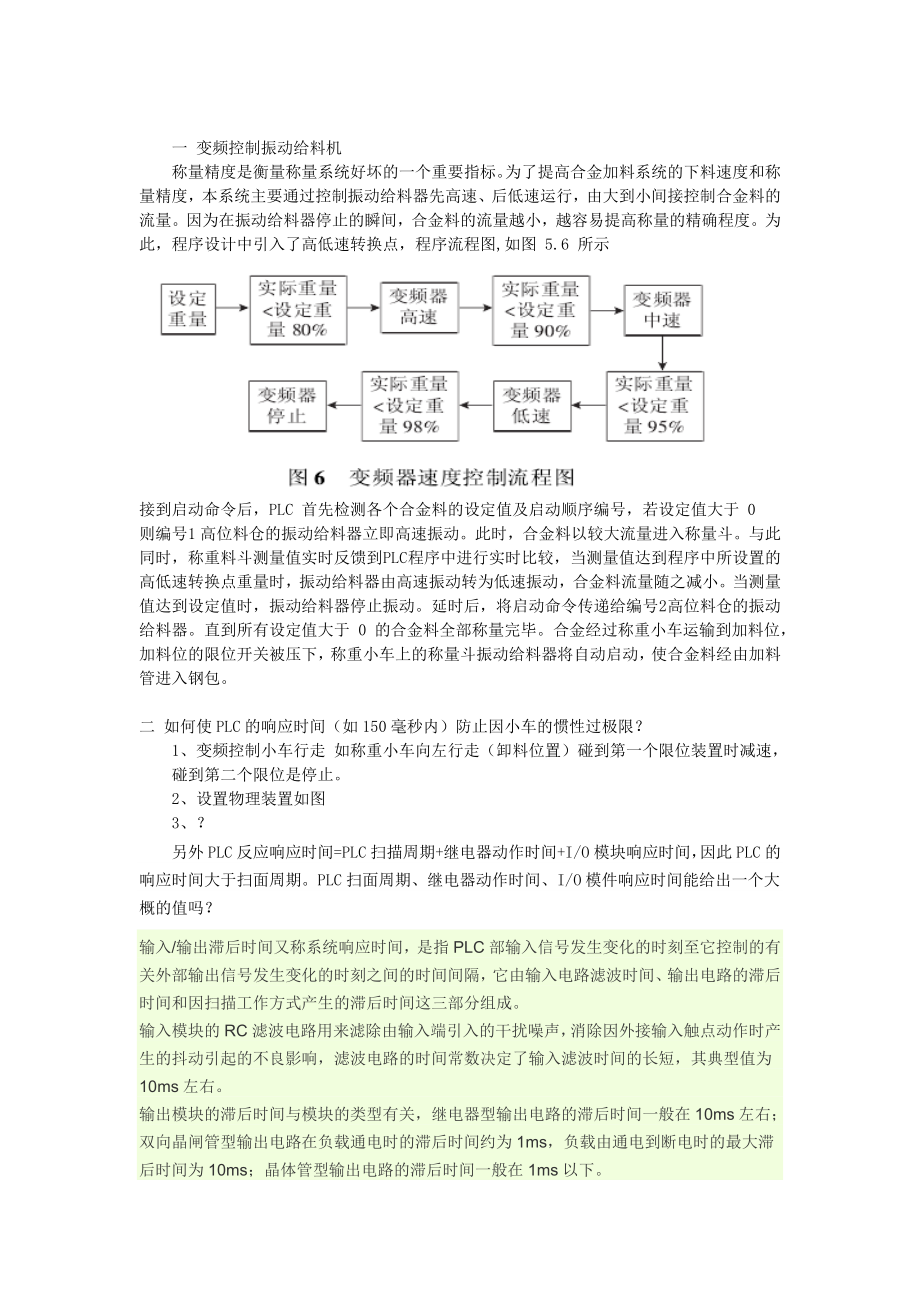
1、一 变频控制振动给料机 称量精度是衡量称量系统好坏的一个重要指标。为了提高合金加料系统的下料速度和称量精度,本系统主要通过控制振动给料器先高速、后低速运行,由大到小间接控制合金料的流量。因为在振动给料器停止的瞬间,合金料的流量越小,越容易提高称量的精确程度。为此,程序设计中引入了高低速转换点,程序流程图,如图 5.6 所示接到启动命令后,PLC 首先检测各个合金料的设定值及启动顺序编号,若设定值大于 0则编号 1高位料仓的振动给料器立即高速振动。此时,合金料以较大流量进入称量斗。与此同时,称重料斗测量值实时反馈到 PLC 程序中进行实时比较,当测量值达到程序中所设置的高低速转换点重量时,振动给
2、料器由高速振动转为低速振动,合金料流量随之减小。当测量值达到设定值时,振动给料器停止振动。延时后,将启动命令传递给编号 2 高位料仓的振动给料器。直到所有设定值大于 0 的合金料全部称量完毕。合金经过称重小车运输到加料位,加料位的限位开关被压下,称重小车上的称量斗振动给料器将自动启动,使合金料经由加料管进入钢包。二 如何使PLC的响应时间(如150毫秒内)防止因小车的惯性过极限?1、变频控制小车行走 如称重小车向左行走(卸料位置)碰到第一个限位装置时减速,碰到第二个限位是停止。2、设置物理装置如图3、? 另外PLC反应响应时间=PLC扫描周期+继电器动作时间+I/O模块响应时间,因此PLC的响
3、应时间大于扫面周期。PLC扫面周期、继电器动作时间、I/O模件响应时间能给出一个大概的值吗?输入/输出滞后时间又称系统响应时间,是指PLC部输入信号发生变化的时刻至它控制的有关外部输出信号发生变化的时刻之间的时间间隔,它由输入电路滤波时间、输出电路的滞后时间和因扫描工作方式产生的滞后时间这三部分组成。输入模块的RC滤波电路用来滤除由输入端引入的干扰噪声,消除因外接输入触点动作时产生的抖动引起的不良影响,滤波电路的时间常数决定了输入滤波时间的长短,其典型值为10ms左右。输出模块的滞后时间与模块的类型有关,继电器型输出电路的滞后时间一般在10ms左右;双向晶闸管型输出电路在负载通电时的滞后时间约为1ms,负载由通电到断电时的最大滞后时间为10ms;晶体管型输出电路的滞后时间一般在1ms以下。由扫描工作方式引起的滞后时间最长可达两个多扫描周期。PLC总的响应延迟时间一般只有几十ms,对于一般的系统是无关紧要的。要求输入输出信号之间的滞后时间尽量短的系统,可以选用扫描速度快的PLC或采取其他措施。
 变频控制振动给料机
变频控制振动给料机