 第九章 磨削
第九章 磨削

《第九章 磨削》由会员分享,可在线阅读,更多相关《第九章 磨削(6页珍藏版)》请在装配图网上搜索。
1、第九章 磨 削【内容提要】 本章主要介绍砂轮的类型、结构和作用,以及磨削运动的组成及磨削特性。【目的要求】 1掌握砂轮组成要素以及砂轮的类型,根据具体的加工工艺和材料会选用砂轮的 类型;2 掌握磨削运动的组成及磨削特性3 了解先进磨削技术。【本章内容】 第一次课引言: 在机械制造业中,磨削是最常用的加工方法之一。磨削可加工外圆、内孔、平 面、螺纹、齿轮、花键、导轨和成形面等各种表面。其加工精度可达IT5IT6级,表面粗 糙度一般可达Ra 0. 08p m。磨削尤其适合于加工难以切削的超硬材料(如淬火钢)。磨削的 用途非常广泛。9-1 砂轮与磨削一、砂轮砂轮是磨削加工中最常用的工具。它是由结合剂
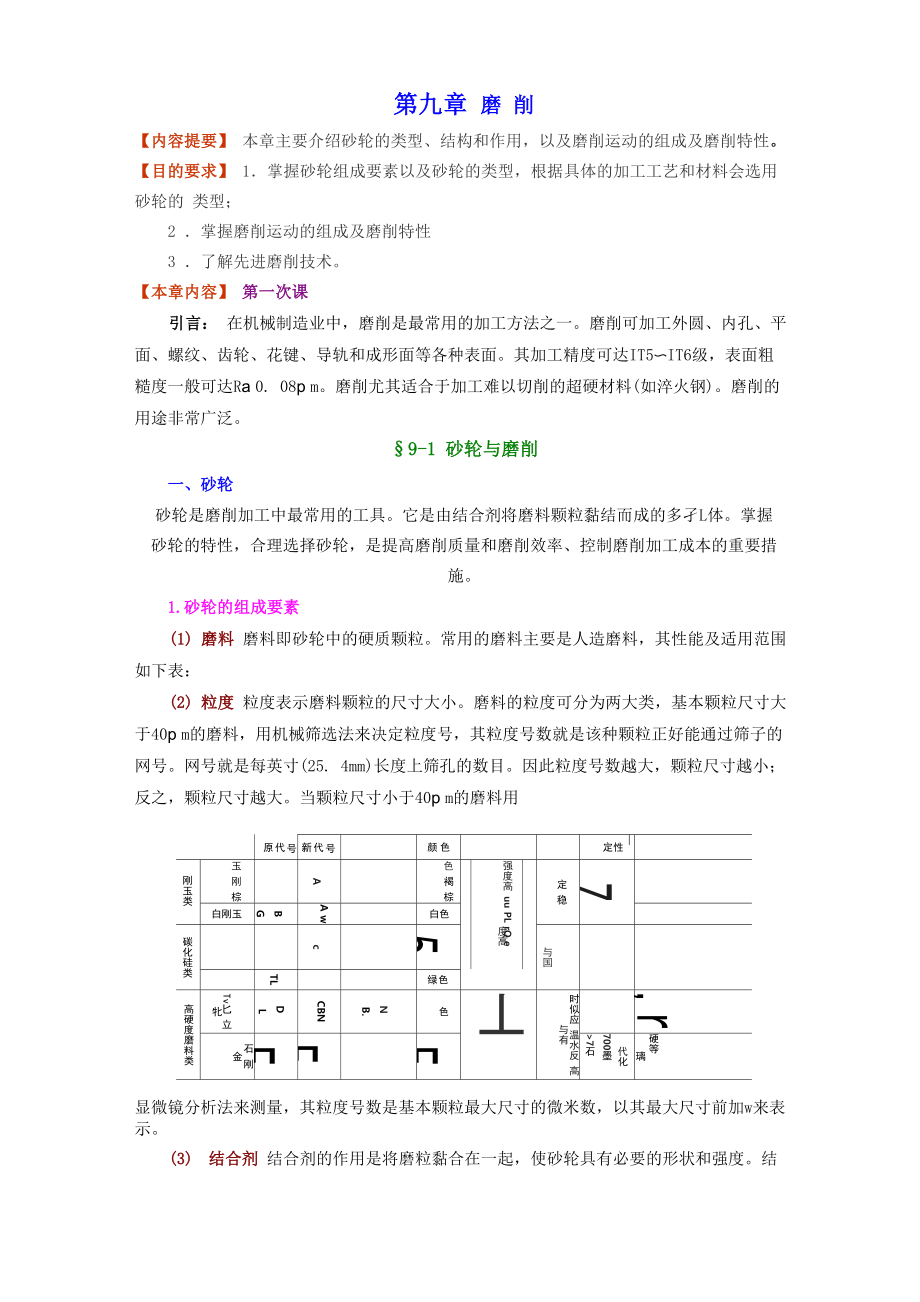
2、将磨料颗粒黏结而成的多孑L体。掌握砂轮的特性,合理选择砂轮,是提高磨削质量和磨削效率、控制磨削加工成本的重要措施。1.砂轮的组成要素(1) 磨料 磨料即砂轮中的硬质颗粒。常用的磨料主要是人造磨料,其性能及适用范围 如下表:(2) 粒度 粒度表示磨料颗粒的尺寸大小。磨料的粒度可分为两大类,基本颗粒尺寸大 于40p m的磨料,用机械筛选法来决定粒度号,其粒度号数就是该种颗粒正好能通过筛子的 网号。网号就是每英寸(25. 4mm)长度上筛孔的数目。因此粒度号数越大,颗粒尺寸越小; 反之,颗粒尺寸越大。当颗粒尺寸小于40p m的磨料用号 代 原号 代 新色 颜性 定刚玉类玉 刚 棕A色 褐 棕强度高
3、uu PL rQ e度高定 稳Z玉 刚 白BGA w色 白碳化硅类c5与国TL色 绿高硬度磨料类Tv匕 立牝DLJCBNNB.色丄时似应 温水反 高与有,r石 刚金EEE代化700墨7石硬等璃显微镜分析法来测量,其粒度号数是基本颗粒最大尺寸的微米数,以其最大尺寸前加w来表 示。(3) 结合剂 结合剂的作用是将磨粒黏合在一起,使砂轮具有必要的形状和强度。结合 剂的性能对砂轮的强度、耐冲击性、耐腐蚀性及耐热性有突出的影响,并对磨削表面质量有 一定影响。(4) 硬度 砂轮的硬度是指磨粒在磨削力的作用下,从砂轮表面脱落的难易程度。砂轮 硬即表示磨粒难以脱落;砂轮软,表示磨粒容易脱落。所以,砂轮的硬度主
4、要由结合剂的黏 结强度决定,而与磨粒本身的硬度无关。选用砂轮时,应注意硬度选得适当。若砂轮选得太硬,会使磨钝了的磨粒不能及时脱落, 因而产生大量磨削热,造成工件烧伤;若选得太软,会使磨料脱落得太快而不能充分发挥其 切削作用。(5) 组织 砂轮的组织是指磨粒在砂轮中占有体积的百分数(即磨粒率)。它反映了磨粒、 结合剂、气孔三者之间的比例关系。磨粒在砂轮总体积中所占的比例大,气孔小,即组织号 小,则砂轮的组织紧密;反之,磨粒的比例小,气孔大,即组织号大,则组织疏松。砂轮上 未标出组织号时,即为中等组织。2砂轮的形状、代号和标志常用形状有平形(P)、碗形(BW)、碟形(D)等,砂轮的端面上一般都有标
5、志。从管理和选 用方便的角度出发,砂轮参数的表示顺序是形状、尺寸、磨料、粒度号、硬度、组织号、结 合剂、线速度。如:PSA 400 100 127 V(A) 60 L 5 B 25形状外径 厚度孔径磨料粒度硬度组织结合剂最高工作线速度(m/s)二、磨削运动生产中常用的外圆、内圆和平面磨削,一般具有四个运动。(a)外圆磨削(b)内圆磨削(c)平面磨削1主运动砂轮旋转运动为主运动。砂轮旋转的线速度为磨削速度u C。2进给运动 磨削的进给运动一般有圆周进给、径向进给及轴向进给三种。(1)圆周(直线)进给运动 工件的旋转运动或工作台的往复直线运动外圆磨削U W=n宀/ 1000(m / min)平面磨
6、削U W=2ln / 1000(m / min)(2) 径向进给运动 砂轮切人工件的运动,其大小用磨削深度a p表示。a p指工作台每 单行程或双行程切人工件的深度(单位为mm /单行程或mm /双行程)。(3) 轴向进给运动 工件相对于砂轮的轴向运动,其大小用进给量f表示。f指工件每 转一转或工作台每一次行程,工件相对于砂轮的轴向移动距离(单位为mm/r或mm/单行 程) 。三、磨削的特殊性1磨削力的特殊性磨削力同样可分解为三个分力:切向分力Fc、径向分力Fp、轴向分力Ff。其中径向分 力特别大,Fp=(24)F。,这是磨削与普通切削的明显不同,它使工件变形增大。2磨削温度的特殊性 由于磨粒
7、以负前角切削,砂轮高速旋转使工件材料产生塑性变形,使磨削区的瞬时温度 高达 5001000C。磨削热对加工过程的影响主要表现在如下几个方面。(1) 工件表面烧伤:磨削中,工件表面出现各种带色斑点,这种现象称为烧伤。即不均 匀退火,使淬火钢表面层变软;或不均匀淬火使未淬火钢表层变硬,表面颜色。(2) 工件表面产生残余应力,甚至开裂。(3) 工件热变形,薄片零件变形更大。 3磨削过程的特殊性在磨削用量中,磨削速度很很高,比车削高1050倍,再加上磨削厚度由零开始到最 大值,因而使磨削过程伴随着很大的弹性和塑性变形,形成磨削特有的变形现象。四、砂轮的磨损与修整1砂轮磨损(1) 磨粒变钝 磨削力增大,
8、磨削温度升高,但表面粗糙度值变小。(2) 磨粒溃落 因磨削力使磨粒脱落,新磨粒出现的现象称为砂轮的自励作用。砂轮 能够磨削高硬度的材料,主要依靠自身的自励作用。对于重磨削或难加工材料的磨削,由于 砂轮的自励作用,使磨削容易进行。当采用较低硬度的砂轮时,磨粒碎裂和脱落急剧发生,工件的尺寸精度降低和表面 粗糙度值增大。因此,在磨削中应根据工件材料、表面质量要求等,合理选择砂轮的硬度。(3) 表面堵塞 砂轮表面因高温使软化的磨屑堆积在砂轮磨粒的气孔中,使砂轮表面变 平发亮,便为砂轮表面堵塞。2砂轮修整砂轮表面变钝或堵塞时,必须进行修整,以产生新的磨粒,同时也是对砂轮表面形状的 校正。修整砂轮的方法很
9、多,但常用单晶金刚石修整器修整砂轮。修整时,应根据具体的磨 削条件,选择不同的修整用量,以满足相应的磨削要求。单晶金刚石修整器的使用方法和外 圆车刀使用方法相似。第二次课五、磨削质量工件的磨削质量是指尺寸精度、形状误差和表面质量,其保证措施如下。1尺寸精度和形状误差的保证措施 磨削时,由于径向切削力很大,引起工件、夹具、砂轮和磨床系统产生弹性变形, 使实际磨削深度与磨床刻度盘上所显示的数值有差别,所以影响了磨削的尺寸精度。此外, 砂轮的磨损同样影响磨削精度。为获得高精度的磨削尺寸,必须采用循环磨削(称为无火花 磨削法)将磨削分为三个阶段。(1) 初磨阶段 实际磨削深度小于磨床刻度盘显示值,这是
10、由于工艺系统弹性变形造 成的。(2) 稳定阶段 实际磨削深度等于磨床刻度盘显示值。此时,工艺系统变形减小,趋 于稳定。(3) 清磨阶段 完全不进给再磨一段时间,实际磨削深度趋于零,磨削火花逐步消失。 清磨阶段主要是提高磨削精度和减小表面粗糙度值。掌握了三个阶段的磨削规律,在初磨时为提高磨削效率与磨削质量可采用较大的磨 削深度;修整砂轮后或砂轮磨损后,注意及时测量工件尺寸和形位公差;对轴类零件还要修 整中心孔,中心孔精度高,零件的形状误差就小,磨削的精度就高。2表面质量的保证措施 磨削后表面粗糙度值大、表面烧伤和表面出现裂纹是表面质量低的表现。产生的原 因主要有:砂轮主运动线速度低、砂轮修整太粗
11、、磨床头架或工件夹持松动、砂轮安装时未 经过平衡等。解决措施如下:(1) 尽可能选大直径砂轮,提高磨削速度。(2) 重新平衡,重新修整砂轮。(3) 调整头架主轴和工件装夹,提高磨削工艺系统的刚性。(4) 调整主轴电动机转子,再次达到动平衡。 通过以上措施,可使表面粗糙度值明显减小。对表面烧伤和划伤等可采取下述措施。(5) 增大磨削液的浇注量,合理安装喷嘴位置。(6) 正确选择砂轮,粒度再粗些,硬度再软些,保证砂轮无堵塞,切削刃锋利。(7) 适当减小进给量,或分粗、精磨削。 磨削裂纹是磨削热应力大于工件材料强度时产生的龟裂现象。易产生裂纹的材料有 硬质合金、淬火高碳钢等。主要防止措施是减小热应力
12、和提高被磨削材料的强度极限。9-2 先进磨削法简介一、高速磨削普通磨削速度U c=1835m / s。近年来为提高磨削效率和改善磨削表面质量,广泛 采用高速磨削,即磨削速度U c50m/s的磨削称为高速磨削。据有关资料介绍,我国高速 磨床的磨削速度可达80120m / s,发达国家的磨削速度可达200m / s以上。采用高速磨削,若单个磨粒的切削厚度仍保持与普通磨削相同时,则由于口。和口。 的提高,可将磨削效率提高30%100% ;反之,若金属切除率仍保持与普通磨削相同,则 单个磨粒的切削厚度明显减小,磨削质量就会明显提高。高速磨削的主要优点是生产率高、 砂轮耐用度高、加工精度高和表面粗糙度值
13、小。高速磨削对磨床的要求主要有如下几个方面:(1) 砂轮电动机功率要比一般电动机功率大一倍左右;(2) 砂轮径向和轴向跳动要小,轴承负荷能力要高,高速旋转的部件要经过仔细平衡, 砂轮的防护罩必须坚固可靠;(3) 机床动、静刚度要好。二、超精密磨削与镜面磨削磨削后,表面粗糙度值Ra在0. 010. 04p m之间的磨削方法称为超精密磨削;R a小于0. 01p m的磨削方法称为镜面磨削。我国在20世纪60年代就研究成功了超精密磨 削与镜面磨削,并制造出相应的高精度磨床。超精密磨削与镜面磨削,是利用经过精细修整的表面带有大量等高微刃的砂轮进行 磨削。大量等高微刃切下极细的切屑,同时借助于半钝的微刃
14、对工件表面进行抛光,使工件 表面更加光整。超精密磨削与镜面磨削对磨床与砂轮主要有如下要求:(1) 磨床主轴的回转精度要高,轴线漂移量应在1之内;(2) 磨床刚性要好,各部件经过静、动平衡,工作台低速进给平稳而无爬行,并与振源 隔绝;(3) 砂轮以棕刚玉、白刚玉或微晶刚玉为原料,粒度号为 6080,并用金刚石笔精细修 整。三、强力磨削强力磨削是 20 世纪 70 年代发展起来的一种高效磨削。这种磨削方法是采用非常大 的磨削深度(一 225mm),而磨床工作台进给速度却非常小(一 5200mm / min),砂轮在一 次进给中几乎将全部磨削余量切除,故金属切除率大,实现了以磨代铣、粗精结合的综合加 工。近年来,强力磨削又出现了大切深、快进给的方式,要求砂轮的线速度达到 120m/ s, 工件的进给速度达到2500mm / min,如成形磨削麻花钻的螺旋沟槽,一次进给就可磨出。强力磨削对磨床等主要有如下要求:(1) 机床电机功率大,一般在20kW以上,主轴采用滚动轴承;(2) 机床刚性好;(3) 切削液压力要高达0. 81. 2MPa,流量达80200L/min。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
