《塑料注射与成型机的PLC改造》由会员分享,可在线阅读,更多相关《塑料注射与成型机的PLC改造(3页珍藏版)》请在装配图网上搜索。
1、塑料注射与成型机 的 P L C改造 塑 料 注 射 与成 型 机 的 P L C改 造 口 杨 劲松杨 文 新(江苏常州轻工业学校,2 1 3 0 0 4)摘要:本文介绍了注塑机的 P L C控制系统改造方法,并给出了注塑机控制系统方案及软硬件结构的 设计思路。关键词:P I 电磁阁油泵 A b s 嘲:t h i s p a p e ri n t rod u c e st h e c l l ml s y s t e m f o rt h e P l a s ti cI n j e c t i o nMo u l d i n gm a c h i n e a s u a 8 t h e d
2、 e o f t h e s ml e t u r e s o nt h e s o f tw a r e a n di u L d -a r e Ke y w 凼:P L C d i r e c t i o ml v a l v e p I P 1 引言 随着计算机技术及大规模集成电路的发展,各种工业控制设备都向着功能完善、计算机化、智 能化、高可靠性方向迈进。目前,各种 P L E不仅 能实现逻辑控制,还能完成各种顺序和定时控制,并且可靠性高,稳定性好,抗干扰能力强,在恶劣 环境下能长期不问断运行,编程容易且维护工作 量较小。因此,我们对老式注塑机进行 了 P L C改 造。本文给出了该控
3、制系统的 控制方案及软硬件 结构的设计思路,对 于塑料 制造企业实现注塑机 改造具有一定的应用与参考价值。2 现场的设备和工艺 被改造的注塑机是无锡太湖塑料机械厂生产 的X S Z Y一1 2 5型注塑机。原控制电路电器元 件多,触点多,配线复杂,造成注塑机故障多,不易 查找,修理时间长;再者,继电器电路在设计中受 按钮、中间继电器、行程开关这些元件的触点数量 限制,存在一些不足,动作可靠性也差 该注塑机有两 台电机,一台是油泵拖 动电动 机,型号为 J 0 2 6 1 6 12,功率为 1 0 k W,另一台是 预塑电动机,是具有高起动转矩,低启动电流的三 相异步电动机,型号J 1 0 2
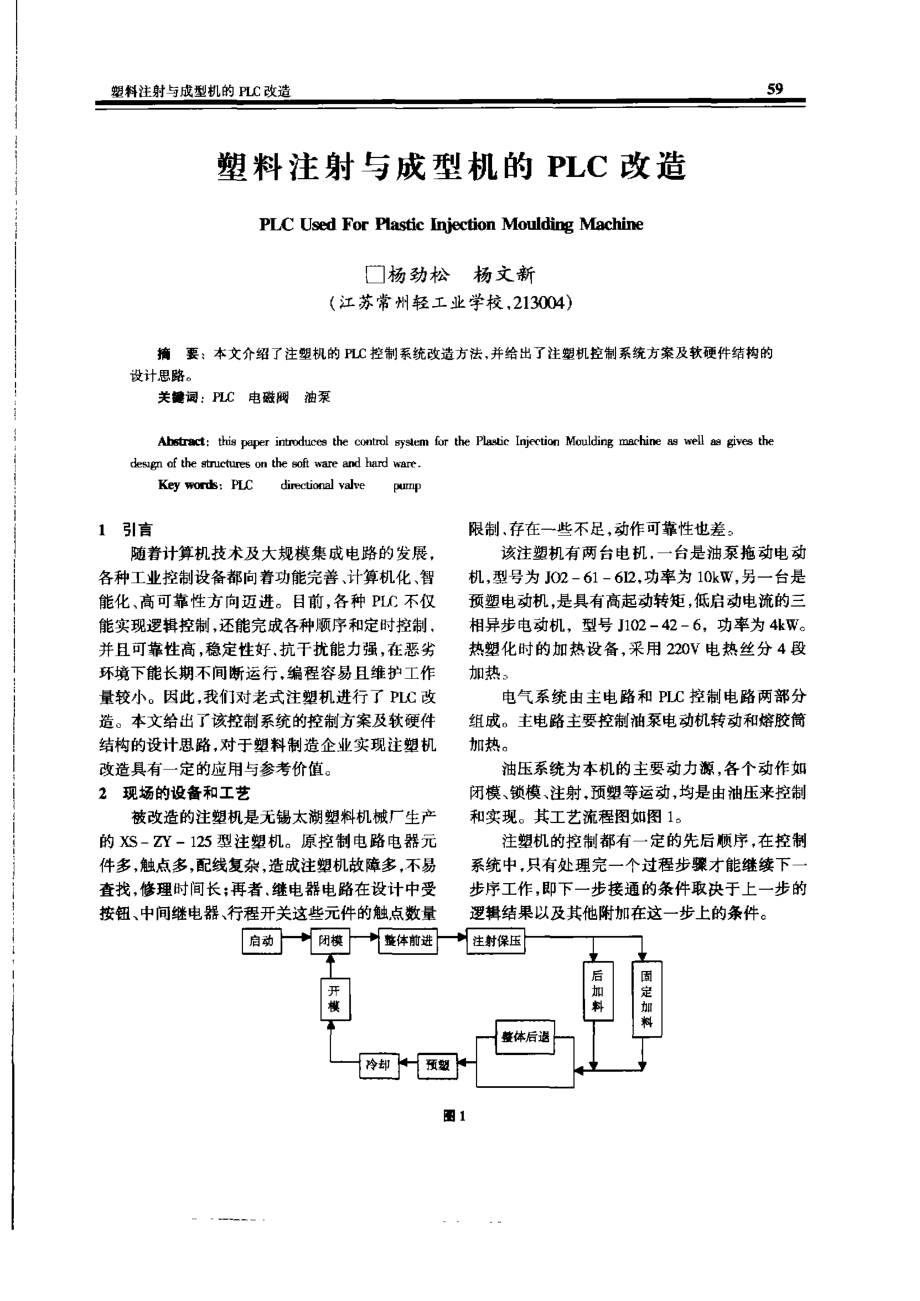
4、4 2 6,功率为4 k W。热塑化时的加热设备,采用 2 2 0 V电热丝分 4段 加热。电气 系统 由主电路 和 P I E控制电路 两部分 组成。主电路主要控制油泵电动机转动和熔胶筒 加热。油压系统为本机的主要 动力源,各个 动作如 闭模、锁模、注射,预塑等运动,均是由油压来控制 和实现。其工艺流程图如图 1。注塑机的控制都有一定的先后顺序,在控制 系统中,只有处理完一个过程步骤才能继续下一 步序工作,即下一步接通的条件取决于上一步的 逻辑结果以及其他附加在这一步上的条件。圈 1 机 电一体化M e e h a t r o n i c s 2 0 0 2年第 2期 注塑机启动后,塑料粒子
5、经加热塑化,液压泵 输出压力移动油缸右部,推动活塞,将注射部分整 体推向前,碰到行程开关,进行注射保压 经注射 后,保压一段时间后预塑,再冷却,冷却时间到后 开模。由于注塑机整个生产过程中每一步 工艺所要 求 的压力、流量不同,因此就需要液压 系统提供不 同的压力、流量。液压系统主要由定量油泵、压力 流量电磁 比例控制 阀及一系列电磁换向阀、各种 不同动作的油缸、油压 电动机等组成。P L C控制 主要用于接受各操 作开关及行程开关 的输 入信 号,进行逻辑运算,然后输出信号给液压系统提供 不同的压力和流量,根据工艺过程改变压力 和流 量,来满足工艺需求。由于允许流过 C O M端的电 流很小
6、,当几个电磁阀同时得电时,流过 C 0 M端 的电流可能会大 于允许值,所以需要用中间继 电 器来控制电磁阀,以防止 P L C 遭到损害。3 控制系统软硬件结构 本系统由抗干扰强、可靠性强的三菱 F X 2 N 一 6 4 M R可编程序控制器与按钮开关、行程开关、接 触器、电磁阀等组成。F X 2 N一6 4 M R共有 3 2 个输 入点、3 2个输 出点。输 入信 号来 自按钮、行程开 关、接触器辅助触点等开关量元件。输出信号送 往 电磁阀、接触器线圈等执行元件。3 1 部分 P L C的输入信号和输 出信号(见表 1)襄 1 p L C的辖信号 P L C的输出信号 继电 含义 继电
7、 含义 器 号 器号 安生门行程开关 Y n 预塑电机接触器 X l 闭横行程开关 Y I 大泵电磁阀 加速启横行程开关 Y 2 小泵电磁阀 注射保压开始 b 控制注射压力 整体后退结束 k 控制注射电磁阀 x 1 预塑结束 螺杆后-退 X t o 闭模按钮 整体前进 X i I 整体前进按钮 Y 1 整体后退 X l 2 注射,保压按钮 闭模 X 预塑按钮 Y 1 0 启模 整体后1堪按钮 垒自动工作 x,5 启模 I 手动方式 X 螺杆后退按钮 I 点动方式 x t 7 预塑停按钮 l 固定加料 一 点、手、全 自 动按钮l Y 后加料 3 2 I 0结构(见 图 2、图 3)3 3 软件
8、 结构 系统工作方式分为点动、手动 半 自动、全 自 动 4 种工作方式。注塑机加料方式采用固定加料 和后加料。整个软件系统采用结构化编程。首先将系统 分解成 5 个子系统,分别是点动、手动、半 自动、全 自动和输出部分,使程序单个化、简单化。分别解 决单个问题,然后再进行综合。由于注塑机控制 的电磁阀较多,有时一个工艺过程需多个电磁阀 x4 i 7 凰 i 2 COM FX2 PL _C 图 2 圈 3 塑料注射与成型机的 P L C改造 同时得电,且注塑机工作方式有多种,这就给编程 带来较多麻烦,所以在 编程时采用模块化编写程 序 在程序 中,采用 P L C中多个 中间继 电器,每 一种
9、工艺或每一种工作方式只使中间继电器得 电。在程序的输出模块 中,让这些中间继电器根 据工艺要求串并联,然后使电磁阀得电,这样编写 程序能使各个控制模块互相独立,调试、修改都比 较方便 图4为全 自动工作方式的 P L C梯形 图。4 注意事项(1)注塑操作过程中,若发生故障,立即发警 报,并在操作板上显示任一种警报信号发出超过 一分钟,P L C会 自动切断油泵 电机及加热 电源。(2)在指定的冷却时问内塑胶终止限位开关 仍未被压上,应会发出警报,显示料斗无料或落料 有故障。(3)当模具之间有硬物,动模板停止 向前锁 模,则模具在指定时间 内未能锁上,就会发 出警 报,同时动模具 自动后退至开
10、模位置,等待处理(4)在半 自动或全 自动操作时,射胶信号发 出而射胶螺丝仍停留在溶胶终止位置不动,超过 两秒则发出警报。(5)为了安全 和防止 电网电波干扰,必须另 接一条 6 c 黄绿色地线在接地排上,接地电阻应 低于 l 0 n 5 结束语 采用 P L C控制 系统,便于维护管理,提高了 运行可靠性和劳动生产率,保证 了产品质量;同时 也提高了运行 的灵活性,因为只要改变程序就可 达到控制不同输出的目的,便于编程与修改。参 考 文 献 I 田瑞庭可编程控制器应用技术 机械工业出版杜,1 9 9 4 2 I C 2 N系列可编程控制器使 用手册 口 杨 动松1 9 6 9年 出生,毕 业 于太原重型机械 学院 自动 化 系,现任机 电一体化 教研 室讲 师,主要从 事 工业计算机 控制 系统的应 用和教 学工作。围 4
 塑料注射与成型机的PLC改造
塑料注射与成型机的PLC改造