《F91+12Cr1MoV(70mm厚管)工艺任务书》由会员分享,可在线阅读,更多相关《F91+12Cr1MoV(70mm厚管)工艺任务书(14页珍藏版)》请在装配图网上搜索。
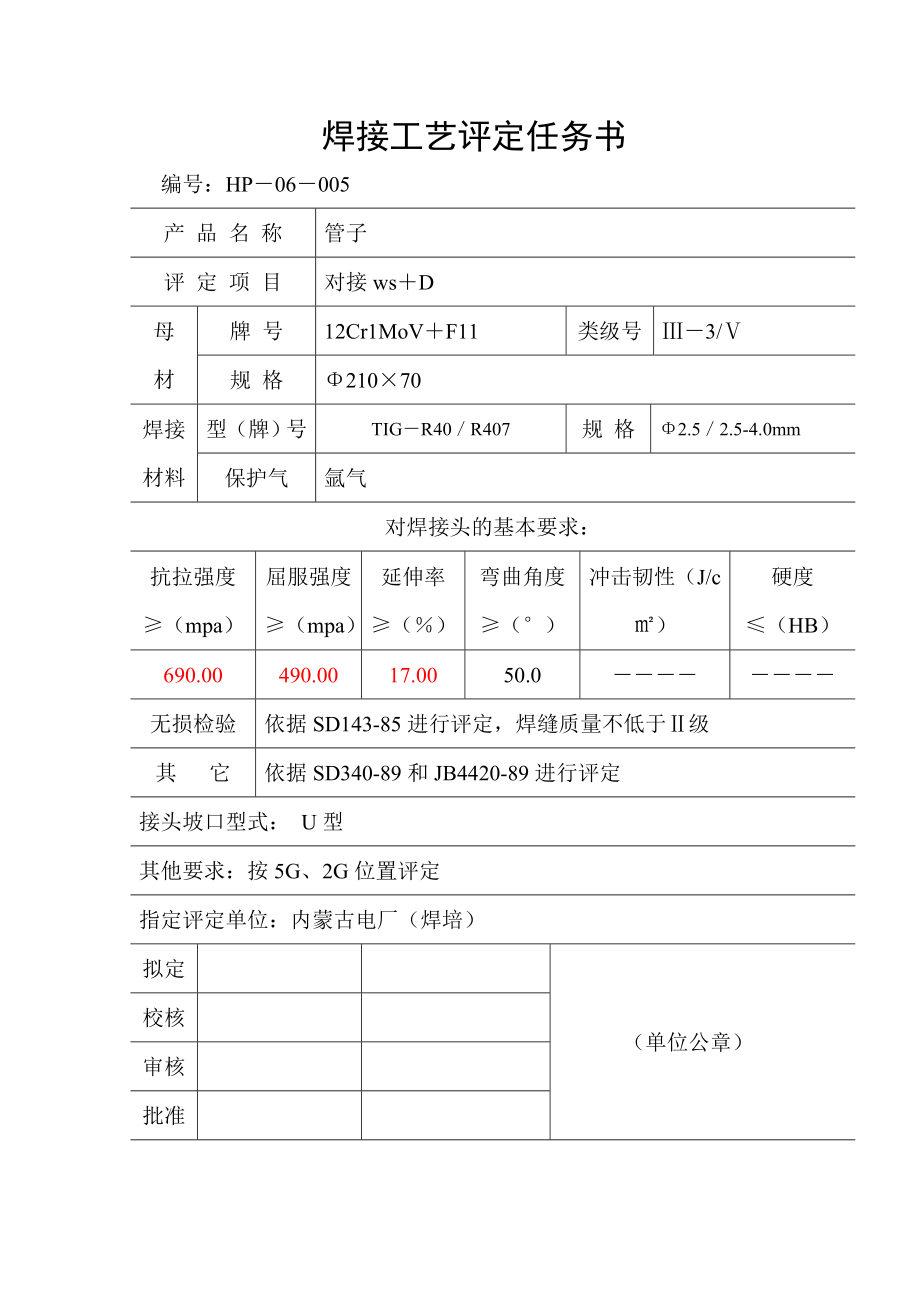
1、焊接工艺评定任务书编号:HP06005产 品 名 称管子评 定 项 目对接wsD母材牌 号12Cr1MoVF11类级号3/规 格21070焊接材料型(牌)号TIGR40R407规 格2.52.5-4.0mm保护气氩气对焊接头的基本要求:抗拉强度(mpa)屈服强度(mpa)延伸率()弯曲角度()冲击韧性(J/c)硬度(HB)690.00490.0017.0050.0无损检验依据SD143-85进行评定,焊缝质量不低于级其 它依据SD340-89和JB4420-89进行评定接头坡口型式: U型其他要求:按5G、2G位置评定指定评定单位:内蒙古电厂(焊培)拟定(单位公章)校核审核批准焊接工艺评定方案
2、编号:任务书编号HP06005评定单位内蒙古电厂焊培评定项目对接WsD产品名称管子简图: 焊接方法WS+D自动化程度手工接头: 接头型式:U型 衬垫: 无 衬垫材料: 其它:母材: 类号: 级号: 3 与类号: 级号: 钢号:12Cr1MoV 与钢号:F11 相焊接试件: 母材厚度: 70mm 焊缝金属厚度:70mm 管子直径: 210.00 其 它: 电特性:焊层道号焊接方法焊条(丝)电流范围电压范围(v)焊接速度mim型号直径(mm)极性电流(A)1WsTIG49372.5DC80110101490210DR4073.24.0DC801802024556011DR4073.2DC11016
3、020246080钨极型号和尺寸: Wce20 2.5送丝速度范围: mm/min填充金属:焊条型号:(见表) 规格:(见表)焊丝牌号:(见表) 规格:(见表)焊剂型号焊接位置: 焊接位置:水平固定 焊接方向:向上 预热:预热温度: 100150 层间温度 200300保持方式: 电加热 后热、焊后热处理:热处理类别:高温回火 时间范围: 4.5h温度范围: 76010其它:焊至30mm厚度时应进行后热处理,经无损探伤合格后,方可继续施焊焊后缓冷至100120恒温1h升降温速度120h,降至300下,可不控制气体: 保护气体:氩气 流量: 10-15 L/min 背保护气体: 流量: 810
4、L/min 后保护气: 流量: L/min施焊技术:无摆动或摆动焊: 焊嘴尺寸:清理方式: 手工铲、刷 清根方式:导电嘴于工件距离:其它:钢材焊接性: 满足任务书的各项要求拟定(单位公章)校核审核批准焊接工艺评定记录编号:任务书编号HP06005评定单位内蒙古电厂焊培评定项目对接WsD产品名称管子评定方案编号HP02批准日期焊接方法WS+D简图: 自动化程度手工接头: 接头型式:U型 衬垫: 无 衬垫材料: 其它:母材: 类号: 级号:3 与类号: 级号: 钢号:12Cr1MoV 与钢号:F11 相焊接厚度:30mm 直径:240.00mm填充金属厚度: 30mm填充金属:焊条型号:(见表)
5、规格:(见表)焊丝牌号:(见表) 规格:(见表)焊剂型号:焊接位置: 接头位置:水平位置 焊接方向:向上预 热:预热温度: 150 层间温度 300其 它: 电加热 后热、焊后热处理:加热温度: 76010恒温时间: 4.5h其它:焊至30mm厚度时应进行后热处理,经无损探伤合格后,方可继续施焊焊后缓冷至100120恒温1h升降温速度120h,降至300下,可不控制气体:保护气体: 氩气 流量: 15 .00 L/min背保护气体: 流量: 9.00 L/min电特性:焊层道号焊接方法焊条(丝)电流范围电压范围(v)焊接速度型 号直径(mm)极 性电 流(A)1WsTIG49372.5DC80
6、11010149025DR407/R5053.24.0DC70180202455606DR4072.5DC11016020246080钨极类型和尺寸:Wce2.5施焊技术:焊接速度:无摆动或摆动焊:清 理 方 法: 手工铲、刷其 它:检验方法报告编号试样号检 验 情 况结果附注外观检查WG001未发现缺陷合格断口检查DK001未发现缺陷合格RTRT93I级合格拉伸试验930125740Npa 750 Npa合格检验方法报告编号试样号检 验 情 况结果附注弯曲试验LW00150合格金相宏观930125未发现缺陷合格金相微观930127未发现缺陷合格综合评定结论: 依据SD340-89评定,各项性
7、能满足任务书的要求,对焊接工艺可行。 依据JB4420-89评定,各项性能满足任务书的要求,对焊接工艺可行。姓 名焊工代号编 制(单位公章)校 对审 核批 准焊接工艺评定方案编号:任务书编号HP06005评定单位内蒙古电厂焊培评定项目对接WsD产品名称管子简图: 焊接方法WS+D自动化程度手工接头: 接头型式:U型 衬垫: 无 衬垫材料: 其它:母材: 类号: 级号:3 与类号: 级号: 钢号:12Cr1MoV 与钢号:F11 相焊接试件: 母材厚度: 70mm 焊缝金属厚度:70mm 管子直径: 210.00 其 它: 电特性:焊层道号焊接方法焊条(丝)电流范围电压范围(v)焊接速度mim型
8、号直径(mm)极性电流(A)1WsTIG-49372.5DC8011010149025DR407/R5053.24DC70180202455606DR4073.2DC11016020246080钨极型号和尺寸: Wce20 2.5送丝速度范围: mm/min填充金属:焊条型号:(见表) 规格:(见表)焊丝牌号:(见表) 规格:(见表)焊剂型号焊接位置: 焊接位置:垂直固定 焊接方向:左向右 预热:预热温度: 100150 层间温度 200300保持方式: 电加热 后热、焊后热处理:热处理类别:高温回火 时间范围: 4.5h温度范围: 76010其它:焊至30mm厚度时应进行后热处理,经无损探伤
9、合格后,方可继续施焊焊后缓冷至100120恒温1h升降温速度150h,降至300下,可不控制 气体: 保护气体:氩气 流量: 10-15 L/min 背保护气体: 流量: 810 L/min 后保护气: 流量: L/min施焊技术:无摆动或摆动焊: 焊嘴尺寸:清理方式: 手工铲、刷 清根方式:导电嘴于工件距离:其它:钢材焊接性: 满足任务书的各项要求拟定(单位公章)校核审核批准焊接工艺评定记录编号:任务书编号HP06005评定单位内蒙古电厂焊培评定项目对接WsD产品名称管子评定方案编号HP02批准日期焊接方法WS+D简图: 自动化程度手工接头: 接头型式:U型 衬垫: 无 衬垫材料: 其它:母
10、材: 类号: 级号:3 与类号: 级号: 钢号:12Cr1MoV 与钢号:F11 相焊接厚度:70mm 直径:210.00mm填充金属厚度: 70mm填充金属:焊条型号:(见表) 规格:(见表)焊丝牌号:(见表) 规格:(见表)焊剂型号:焊接位置: 接头位置:垂直位置 焊接方向:左向右预 热:预热温度: 150 层间温度 300其 它: 电加热 后热、焊后热处理:加热温度: 76010恒温时间: 4.5h其它:焊至30mm厚度时应进行后热处理,经无损探伤合格后,方可继续施焊焊后缓冷至100120恒温1h升降温速度150h,降至300下,可不控制气体:保护气体: 氩气 流量: 15 .00 L/
11、min背保护气体: 流量: 9.00 L/min电特性:焊层道号焊接方法焊条(丝)电流范围电压范围(v)焊接速度型 号直径(mm)极 性电 流(A)1WsTIG49372.5DC8011010149025DR407/R5053.24.0DC70180202455606DR4072.5DC11016020246080钨极类型和尺寸:Wce2.5施焊技术:焊接速度:无摆动或摆动焊:清 理 方 法: 手工铲、刷其 它:检验方法报告编号试样号检 验 情 况结果附注外观检查WG001未发现缺陷合格断口检查DK001未发现缺陷合格RTRT93I级合格拉伸试验930125740Npa 750 Npa合格检验
12、方法报告编号试样号检 验 情 况结果附注弯曲试验LW00150合格金相宏观930125未发现缺陷合格金相微观930127未发现缺陷合格综合评定结论: 依据SD340-89评定,各项性能满足任务书的要求,对焊接工艺可行。 依据JB4420-89评定,各项性能满足任务书的要求,对焊接工艺可行。姓 名焊工代号编 制(单位公章)校 对审 核批 准焊接工艺卡编号:评定报告编号HP06005批准日期修改文件编号1日 期评定项目对接WsD产品名称管子简图: (图略) 参照工艺方案 焊接方法WS+D自动化程度手工接头: 接头型式:U型 衬垫:无 衬垫材料: 其它:母材: 类号: 级号:3 与类号: 级号: 钢
13、号:12Cr1MoV 与钢号:F11 相焊接母材厚度范围:对接接头2070 mm 角接接头: 全部焊缝金属厚度范围:2070管子直径范围: 对接接头273 mm 角接接头: 全部其它:填充金属:焊条型号:(见表) 规格:(见表)焊丝牌号:(见表) 规格:(见表)焊剂型号焊接位置:对接接头焊接位置:水平、垂直位置 焊接方向:向上、左向右角接接头焊接位置:全部预 热:预热温度: 100150 层间温度 200300保持方式: 后热、焊后热处理:加热温度: 76010恒温时间: 4.5h其它:焊至30mm厚度时应进行后热处理,经无损探伤合格后,方可继续施焊 焊后缓冷至100120恒温1h升降温速度1
14、50h,降至300下,可不控制 气体: 保护气体:氩气 流量: 10-15 L/min 背保护气体: 流量: 9 L/min 后托保护气: 流量: L/min电特性:焊层道号焊接方法焊条(丝)电流范围电压范围(v)其它型 号直径(mm)极 性电 流(A)1WsTIG49372.5DC8011010149025DR407/R5052.5DC70180202455606DR4072.5DC11016020246080钨极类型和尺寸: Wce202.5送丝速度范围:施焊技术:焊嘴尺寸:无摆动或摆动焊: 清 理 方 式: 手工铲、刷 清 根 方 式:导电嘴于工件距离:其它:拟定(单位公章)校核审核批准
 F91+12Cr1MoV(70mm厚管)工艺任务书
F91+12Cr1MoV(70mm厚管)工艺任务书