 最全造纸工艺流程
最全造纸工艺流程

《最全造纸工艺流程》由会员分享,可在线阅读,更多相关《最全造纸工艺流程(15页珍藏版)》请在装配图网上搜索。
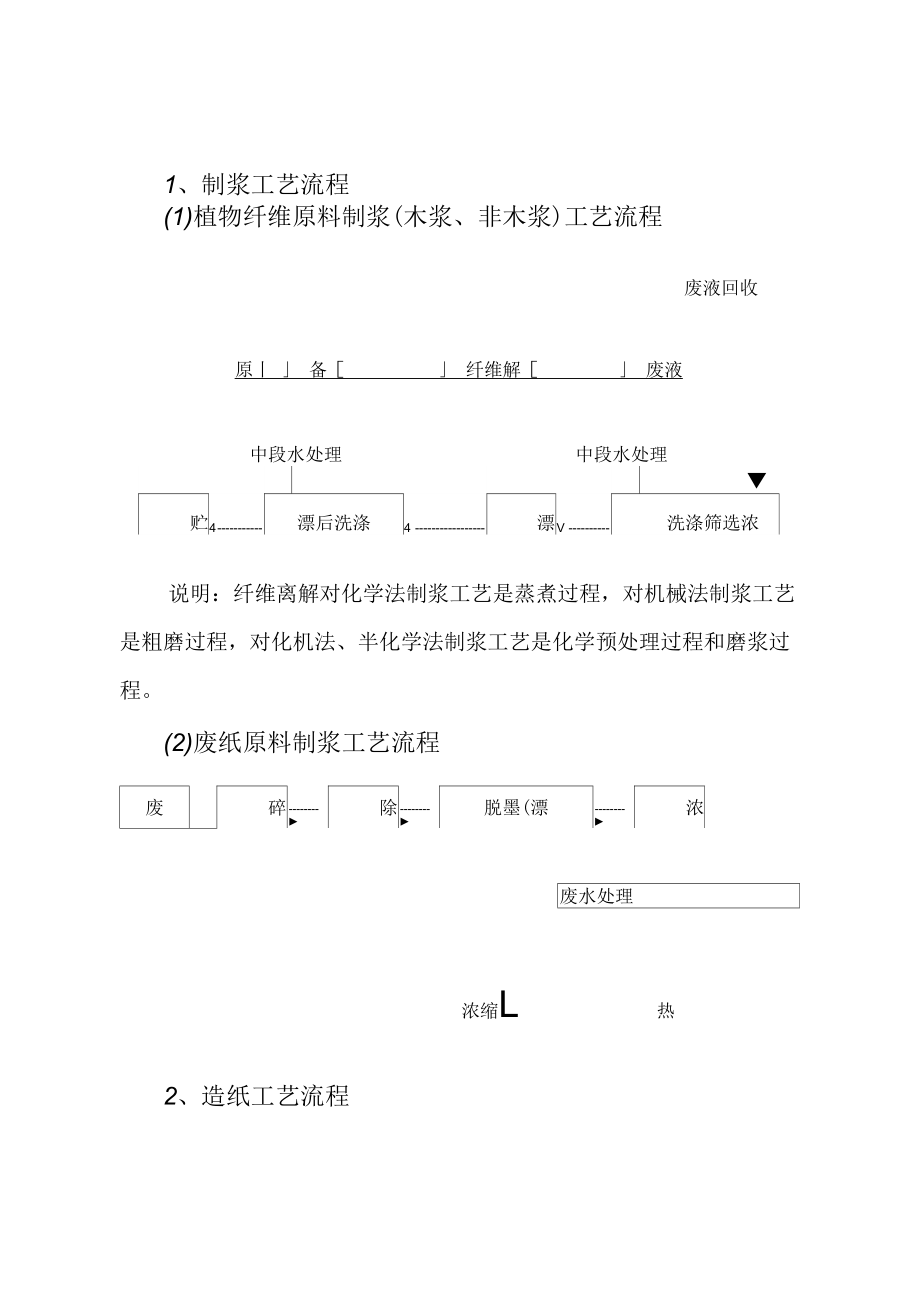
1、1、制浆工艺流程(1)植物纤维原料制浆(木浆、非木浆)工艺流程废液回收原丨 备 纤维解 废液中段水处理中段水处理贮4漂后洗涤4漂V洗涤筛选浓说明:纤维离解对化学法制浆工艺是蒸煮过程,对机械法制浆工艺 是粗磨过程,对化机法、半化学法制浆工艺是化学预处理过程和磨浆过 程。(2)废纸原料制浆工艺流程废碎除脱墨(漂浓废水处理浓缩L热2、造纸工艺流程流体贮精贮浆碎贮精贮稀释筛选流网说明:造纸机的干部和湿部都要有损纸回抄过程;以上工序可 以根据制浆造纸企业制造方法、产品品种和档次的不同有所增加或删减木浆的制造参见:制浆厂池白水烘V表面施胶V烘V回湿卷成品包装木浆可以按照下面的几个步骤制造:1. 首先,取出
2、木材的树皮。脱去树皮 的过程可以有水的参与,也可以没有。树 皮通常会被回收用作纸浆和造纸的燃料。2. 分离木材中的纤维素纤维,这可以 通过下面几种方法完 木材可以用研磨机(巨大磨石)来粉碎, 然后用水浸泡制造研磨浆(/叭。机械浆用 于制造需要较小强度的纸品,如新闻纸和纸 板。木材也可以用盘磨机来粉粹,在高温高压下使用蒸汽来制造热磨机械浆(8舛)。热 磨机械浆在质量上与研磨浆有所不同。除了盘磨机,化学品也可以用于分离纤维 素纤维。这种方法制造出来的木浆称为化学热 磨机械浆。研磨浆、热磨机械浆和 化学热磨机械浆都称为机械浆。机械浆将随时 间推移而变黄,这是由于纸浆有木质素。化学浆是通过将碎木片和化
3、学品在称为 蒸煮器的大桶中混合制造出来的。热的效果和化学分解将纤维素纤维结合在一起的木质素, 而不破坏木质纤维。包含木质素和其他分解的 材料的液体将被干燥并用作燃料。化学浆用于 制造需要很结实的纸张,或与机械浆相混合给 产品带来不同的特质。化学浆包括硫酸盐浆。纸浆也可以用废纸和废纸板来制造。回收 纸浆通常用于制造纸板、新闻纸和卫生纸。进行中的研究致力于开发生物纸浆,类似 于化学制浆,但使用真菌分解掉不想要的木质 素却保留纤维素纤维。这将降低与化学制浆相 关的污染,具有重大的环境意义。在流程的这个环节上生产出的纸浆就可 以进行漂白以制造白色纸品。用于漂白纸浆的 化合物是造成环境问题的一个原因,最
4、近制浆 行业已经开始使用氯气的替代品,如二氧化 氯、氧气、臭氧及双氧水。纸浆混合物就被送到造纸机进行成形和 干燥。副产品(松节油)碎木片 一蒸煮 厶木浆辛黒液*洗涤和分离 f粗木浆* 漂白和干燥 一K木浆使用硫酸盐制浆法,来自制浆过程的大量副产品的稀黑液。这一液体包含纸浆化学物质 和来自树木的木质素。木质素具有高的热含 量,因此稀黑液(固形物约占75%)将通过多 vWWvWiWvWiWvWiWvWiWvWiVWVWWvWiWvWrWVWWW/WW/WvV/WW/WW/WW/WW/WW/WWVW/WW/WW/WW/WW/WVZAWWW/WW/WW/WW/Wrtfl/WWWrtfl/Wrtfl/W
5、rtfl/Wrtft 效蒸发被浓缩为浓黑液(固形物占68%到75%)。浓黑液被放入回收锅炉中进行燃烧,化学物质落入锅炉底部的半液态的熔融物。熔 融物流出锅炉并被溶解于水或稀洗涤剂中形VkVv1JViJAJAJAJWt5WiJWAVWAJv*v11iWv*v11iWv*vUVyv*v1-Wv*v11jWv*vUWv*v1IiWv*v11iWv*vlJVtVWv11jWv*vVWv*vWfcVWWv*vWktZvWiAAUWv*vUVwVWSA1VWWv*vUVkVWWWAWWSAWWSAWWVi成绿液。接下来绿液要进行澄清。将在绿液 中加入生石灰(CaO),生石灰将大多数碳酸钠g&丿转变为氢氧化
6、钠(NaOH)2 3 .,使绿液澄清为白液(苛化)。白液因含有氢氧化钠,可 以用作制浆化学品,因此又回到起点。沉淀物 白泥包含失去效能的石灰(caco),经过清 洗并在约1800华氏度(1000摄氏度)煅烧来 生产生石灰,可以再一次用于绿液的澄清剂。机械造纸工序国际纸业的造纸厂造纸的木材锯成合适的呎吋后即进行去 皮的工序,将原木放入大型滚筒内,滚筒转动 时原木互相磨擦而去除树皮,脱落的树皮会用 作锅炉的燃料,去皮后的原木会被切割成15 到2吋,厚度0.25吋的方形木片,软木(Softwoodhardwood片因物理特性不同而需分开处理。木材由细小的细胞膜质纤维(cellulose fers)以
7、称为木质素(ZjgnZn)的胶状物质黏 合组成,制造纸浆时利用化学物蒸煮木片分解 木质素从而而将纤维分离。将木片放入称为蒸 煮器(dgesters)荀巨大容器内,其功能类似 厨房用的压力锅(pressure, cooker ),木片及化 学物在加压下蒸煮1.5到4小时直至成为湿软 如燕麦片的混合物,分离后的纤维可悬浮于水 上。混合物经清洗以去除剩余的化学物和分解 的木质素及漂白至合适的白度(whiteness )。 从这里纸浆要通过一系列精炼机(refiners), 将纸浆内的纤维壁上线状元素松開令表层粗 糙,纤维互相缠着成为张状。接着加上染料 (es)及其他添加剂使成品的纸张拥有所需 的特性
8、。纸浆以二十份水对一份纤维的比例加水, 通过造纸机的成形布或网 (forming fabric or wire),纸浆的纤维互相交织而形成纸张及除去大部分水份。以每分钟3,000呎的高速前进, 纸张再通过一系列的吸水布及蒸汽加热称为 烘干机(毎曲)的滚轴,清除纸张内留存的 水份。纸张再经一个涂布工序在纸张两面添加 淀粉溶液,淀粉使纸张表面平滑及将来用于印 刷时油墨不会化开,由于涂布过程带来水份, 纸张需重复先前的烘干程序。烘干后的纸张再 通过沉重而光滑的滚轴进行磨光令表面更加 光滑,纸张在后方收集卷成大纸卷,再分割成 合适阔度的小纸卷,部分原卷包装出货,而部 分再加工切成合适呎吋的平张才包装出
9、货。造纸的基本流程流程介绍:水力碎浆机:浆板在水力碎浆机内受到撕 裂和相互摩擦作用,从而实现纸浆碎解的目 的。打浆:打浆使纤维产生变形、润胀、压 溃切断和细纤维化等作用。通过打浆,可以改 变纤维的形态,使纸浆获得某些特性(如机械强度、物理性能),以保证抄成的纸和纸板能 取得预期的质量要求。净化:净化的目的在于去除纸料中相对 大的杂质,如金属屑、煤渣等。净化设备的原 理是利用密度差来选分杂质。常用设备:锥形 除渣机。筛选:目的在于去除纸料中相对密度小 而体积大的杂质,如浆团、纤维束、草屑等。常用设备:压力筛。流浆箱:流浆箱是现代纸机的关键部位。 其结构和性能对纸页的形成和纸张的质量具 有决定形作
10、用。其主要任务:能有效的分散纤维。沿纸 机横向均匀的分布纸料。(决定纸幅的横向定 量分布)喷浆稳定,确保浆速与网速相协调。(决定纸幅的纵向定量分布)网部:纸浆在网部脱水成形。上网纸浆 浓度为O.J1.2%,出伏辊时纸页干度度为1525%,成形纸干度为9 95。%。由此可见, 网部脱水量占总脱水量的90%以上。压榨部:利用机械压榨作用进一步脱水 提高纸幅干度。同时增加纸的紧度及纸的强 度,改善纸的表面性质(如平滑度)。纸机压 榨部多提高1%干度。烘缸部蒸汽消耗量减少 5%。米用新式复合压榨,湿纸页出压榨部的干 度可达450。%。烘干部:烘干部的作用:继压榨部后脱 出湿纸的水分,使成纸干度提高到X
11、 95%。;提 高纸的强度;增加纸的平滑度;完成纸的施 胶。重态通循 理压烘烘干造纸机烘干工序 点要提高传效效率取决 环规风状定使烘制用态缸订等,是减安)压。少装力提烘、容倡运干器使行部,用要的和按管热照能理。多最佳为 8.3%)。y-.-y-.-_-ywv-纸蒸汽压力一般要生r 0.9炉。工一业台工给艺水流泵程,规注范:蓝导色引部规分压光:压光机用以提高纸的平滑度、光 泽度和厚度均匀性。取卷:将出压光机的纸在线卷成卷筒。复卷:卷纸机上卷成的卷筒两边不齐, 而且纸幅太宽,必须纵切复卷成卷筒纸或横切 成平板纸。、 的、 供电修 备锅 施、供机 设放。 设水、 浆喷层 共供厂 制、温 公、理 ,缸保 厂汽处 能汽的 工供水 热分好 纸括污 约、良 造包、 节器有 浆要施。了蒸要 制主设等为连) 储讯 、等 仓通 锅管空气站仪表和统槽系贮力液热黑包装:用定量不小于72%/平方米的包装 纸卷到卷筒纸上,形成外包装。供造备工供设修力电、程纸等照工。明厂、供 程等工。程制浆造纸工厂一般要设置供水站,并配备进水 水质处理设备,水压一般为0.203 MPa。注,蓝色部分为福建省制浆造纸行业工艺流程规 范导引规范摘要。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
