《宝钢烧结双层阀和高炉煤气问题调研报》由会员分享,可在线阅读,更多相关《宝钢烧结双层阀和高炉煤气问题调研报(7页珍藏版)》请在装配图网上搜索。
1、鞍钢烧结系统耐磨问题调研报告摘要:鞍钢矿山公司东鞍山烧结厂经鞍钢炼铁总厂烧结领导介绍,现有烧结机6台其中185两台、328两台、360两台。一、鞍钢炼铁总厂情况简介:炼铁总厂现有6台烧结机原为平,二烧结机后改造为08年投产,三烧结机为年投产,分厂烧结机是87年投产的,西区烧结为05年投产。概况见图1。 图 鞍钢烧结经鞍钢炼铁总厂烧结领导介绍,鞍钢烧结设备以前由于投入不足,老化较重,主要存在腐蚀、磨损漏风问题,烧结机风箱及连接柱磨损非常严重,加之除尘管道及设备耐磨长寿问题等,烧结生产线3个月一个检修周期,检修24小时,高炉设备4个月一个检修周期。每月都有一台烧结机和高炉配合检修。烧结设备每月每台
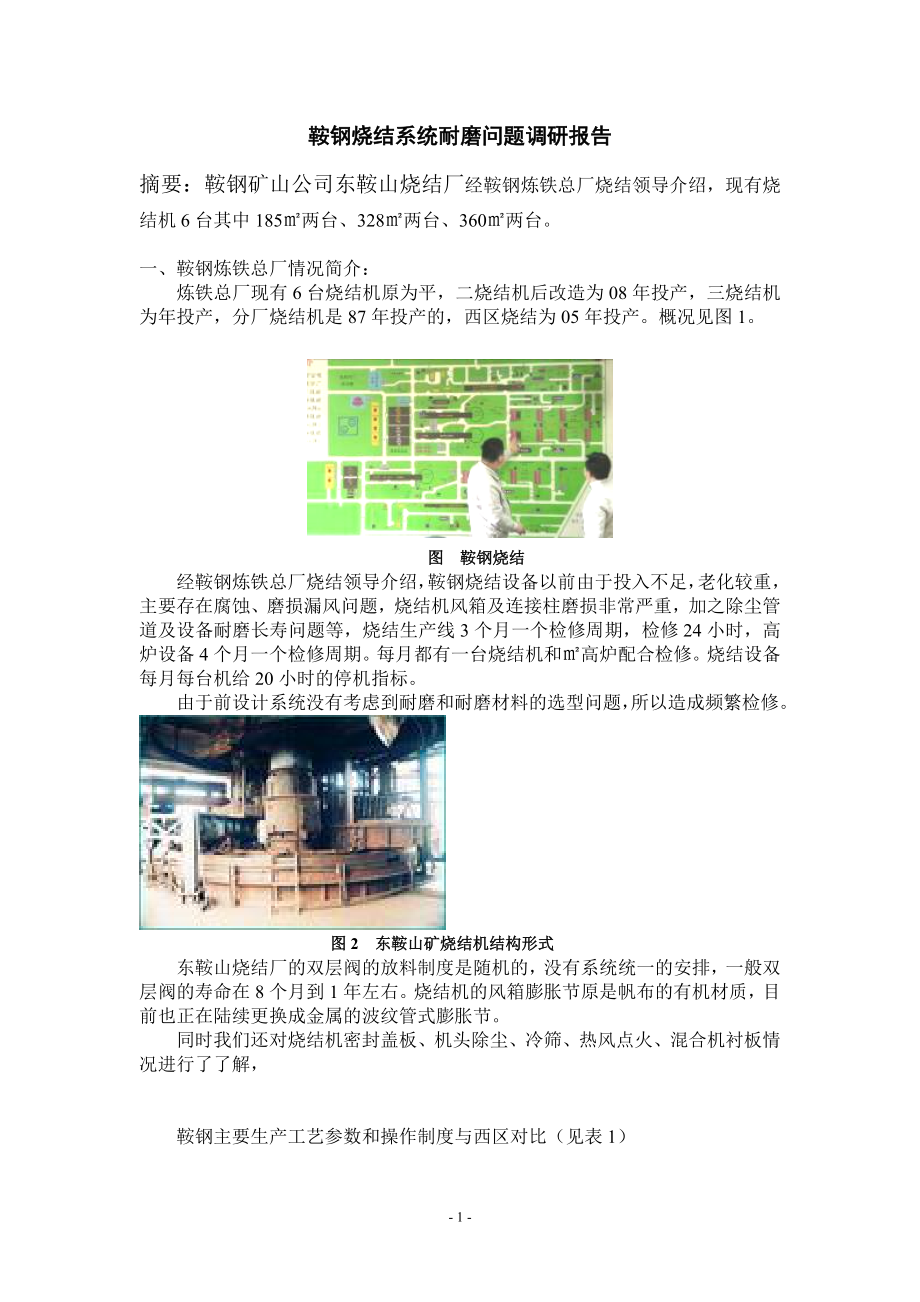
2、机给20小时的停机指标。由于前设计系统没有考虑到耐磨和耐磨材料的选型问题,所以造成频繁检修。 图2 东鞍山矿烧结机结构形式东鞍山烧结厂的双层阀的放料制度是随机的,没有系统统一的安排,一般双层阀的寿命在8个月到1年左右。烧结机的风箱膨胀节原是帆布的有机材质,目前也正在陆续更换成金属的波纹管式膨胀节。同时我们还对烧结机密封盖板、机头除尘、冷筛、热风点火、混合机衬板情况进行了了解, 鞍钢主要生产工艺参数和操作制度与西区对比(见表1)表1: 鞍钢主要生产工艺参数和操作制度与西区对比分厂西区备注烧结机3X4952X328原450平,后台车加宽;西区烧结328供3200高炉很困难,也可以考虑加宽台车(宝钢
3、、老三烧都很成功)原料配比澳粉40%、巴西粉40%、杂矿20%齐大山37.5%、澳粉37.5%、巴西粉12.5%、杂矿12.5%增加杂矿是降成本有效措施,后果是密比条、品位降低、波动大。混合料水分7.002%7.002%都为自动控制料层68020mm70020mm宝钢由于漏风增加,料层与过去比降低50 mm左右点火温度11001009501150都是焦炉煤气点火,表面点火状态与我们相近,煤气单耗比西区略高主管负压14.516.5Kp16.518.5 Kp终点温度280320320-360废气温度1002011020从现场机尾看,废气温度在100时,烧结机篦子部分已红。篦子周期两年周期一年宝钢周
4、期内,篦子基本更换一次;冶金性能(大于6.3)73左右90左右都喷氯化钙,表面状态大约80%矿打潮。现在宝钢不太强调喷氯化钙,据说对高炉干法除尘有影响成本1200元/吨700元/吨宝钢主要是外购矿多掉杂物划皮带事故很少很多宝钢在成品系统有两道捡铁器,西区没有;另外检修过程控制严格,到周期的部位基本更换双层阀放料制度双烟道,每个烟道23个阀,单个阀放料;自动控制。阀与阀放料间隔为5秒;单个阀轮回间隔12分钟。双烟道,长烟道15个阀,短烟道14个阀,长烟道5个一组,短烟道4个一组。自动控制。组与组放料时间间隔为3分钟;单个阀轮回时间9分钟。宝钢单个阀放灰,主要考虑避免集中下料导致压皮带或皮带跑偏等
5、事故。(实际没有影响),(三烧和二烧都是编组放料,三烧前10个一组,后7个一组;二烧2个一组)。双层阀磨损主要是液压系统、插板密封、极限调整等导致插板关不严,漏风形成涡流,一些颗粒旋转,将阀体打漏。二、烧结双层阀问题调研分析从目前了解的情况看,双层阀普遍存在的主要问题:1、下料量大时或有杂物时上阀无法关闭,液压系统负荷大,逐渐漏油,液压缸失效,下阀开启时漏风。2、密封装置还需完善,有料挤进上下插板槽内或密封不严时,影响密封性能,随着漏风不断的冲刷,插板阀体磨损逐渐加重,最终导致双层阀失效,无法进行负压隔离,料卸不下来。3、结构耐磨和材质耐磨还有待于改善。图3 电液推杆式和电动锥形双层卸灰阀结构
6、形式三、烧结双层阀问题的思考和建议烧结现场双层卸灰阀数量多,漏风点就多,维护量大,资金消耗大,解决双层阀漏风问题在烧结领域具有普遍意义。目前从我们自身设备的运行情况和宝钢的实地调查研究,目前在用的双层阀都存在一定的问题,焦点集中在密封和耐磨上。宝钢双层阀的优缺点:1、集中驱动,宝钢的双层阀由空压站提供压缩空气,单体双层阀没有电机、液压缸、减速机等驱动设备,阀门的开启闭合由压缩空气管道内的压缩空气通过控制程序驱动气压缸动作,实现双层阀的开启和闭合。节省了大量(有几百台之多)的电机、减速机、液压泵,并且没有漏油现象,即使泄露也是压缩空气,同时简单的设计也减少了这些部位的事故点。2、宝钢双层阀的外形
7、结构,使物料与本体的磨损有效减轻,避免过度冲刷,从结构上实现耐磨损。3、传统的锥形双层阀设计,负荷平稳,刮卡现象较少,同时气压缸的压力也可以保证阀门时时压紧。4、缺点是蘑菇头是重点的磨损和漏风部位,维护较麻烦,蘑菇头磨损造成的负压泄露往往在阀体内部,表面看不出来。 图4 宝钢现场双层卸灰阀与我厂的双层阀结构形式对比我厂双层阀的优缺点:1、 单体驱动,互相没有影响,不会因为空压机的故障影响全局。2、 结构简单,损坏容易及时发现。3、 抗物料刮卡和密封性能均有待于提高。4、 本体结构和插板不耐磨。因此提出以下建议:1、加强对双层阀的管理,及时恢复和完善设备的功能,并按照周期使用更换,避免磨损后气流
8、冲刷造成本体迅速劣化,难以收拾。2、提高设备本身的可靠性,备件厂家还需在完善密封方式,从结构耐磨和材质耐磨上下功夫。从材质耐磨方面建议将插板改成白钢的,阀体内衬高铬材质,以提高耐磨性,结构形式如果具备条件也应做相应的改动,见图5。3、加强烟道内接蓖笼的管理,避免蓖条、耐材、大块杂物阻塞双层阀。4、由于双层阀放料的料流很小,因此在放料制度上没有必要编组放料,随机放料比较合适。提出建议如图5所示:结构上可视具体情况改动增加容量和耐磨结构,在标注3位置增加高铬材质内衬提高耐磨性。插板改为耐磨钢,并适当增加插板厚度,以提高使用寿命。增加阀体密封的空间,提高密封效果,防止密封不严或密封条脱落。减少气流夹
9、杂物料的冲刷。增加阀体间小料仓的容积,减少卡杂的几率。 类似的细节问题还有待于不断完善创新。图5 建议图示宝钢的小格风箱膨胀节原是帆布的有机材质,目前也正在陆续更换成金属的波纹管式膨胀节,由于宝钢也在更换没有使用周期的经验,从我们现场情况上看使用状况目前良好,建议总结经验继续推广。宝钢主要以装备见长,操作自动化程度较高,主控室内的画面也较多。在双层阀、密封盖板、热风点火等方面都应用自己的技术,可见目前许多主流设备并非具有明显的优势,宝钢实事求是对待传承与创新,许多经过验证的设备得以传承,个别限制性环节大胆创新,设备管理步伐稳健。四、高炉炉体煤气泄漏问题调研分析 高炉炉体煤气泄漏的整治在宝钢也是
10、重点工作,目前其高炉风口平台煤气含量几乎为零,炉腰、炉身等区域煤气含量约200ppm。主要采取的措施有:(1)中套和大套之间采取加挡圈(材质Q235A,厚度=5mm)焊接,这一点和我们处理方式一样(如图6示)。中套所镶嵌的钢圈厚度=8mm,我们用的=7mm厚。 图6 中套和大套之间焊接结构图(2)冷却壁制造和安装过程中做好煤气泄漏预防措施,这是与我们不同的地方,其主要做法是:A. 冷却壁的进出水管和护管之间填料密封,不允许焊接,给水管和护管之间预留热变形空间(如图7示); 图7 冷却壁水管和护管示意图B. 在安装时,冷却壁进出水管、螺栓等安装中心线与炉皮对应孔洞的中心线不重合,偏上安装,给炉皮
11、预留一定的热膨胀量,防止密封板焊缝受力开焊(如图8示)图8 冷却壁安装示意图五、高炉炉体煤气泄漏问题的思考与建议我们厂高炉炉体煤气漏点部位主要是:(1)中套和大套之间挡圈焊缝,以及中套上所镶嵌的钢圈的焊缝处;(2)冷却壁出水管密封板焊缝,主要集中在冷却壁进出水管与护管之间焊缝、高炉炉皮密封板与冷却壁水管护管之间的焊缝,约占炉体煤气漏点的95%。因此,我们在高炉炉体煤气泄漏治理上可以在以下方面改进:(1)与鞍钢机总研究,增加钢圈厚度(8-10 mm 之间)并采取大坡口焊接,保证中套与所镶嵌钢圈的不同材质焊接的融合性和质量,防止加工后,在现场焊接挡圈时产生热裂纹。(2)加强中套和大套之间挡圈焊接质
12、量管理,安排专业队伍组织焊接,采取原焊缝位置的清根打磨等保障措施,解决中套和大套之间煤气泄漏问题。(3)对冷却壁出水管密封板煤气泄漏点,由于不能从根本上解决,目前暂时在每次定修时对漏点采取焊接的方式维持。(4)在以后的冷却壁制造和安装中,采取宝钢相同的措施,同时安装中改进出水管密封结构(采用密封箱或波纹管结构),做好煤气泄漏预防。六、宝钢的管理与文化 1、定修管理 宝钢定修管理值得我们借鉴的主要有以下几方面内容:(1)宝钢定修项目和质量验收实行A、B、C分层管理制度,按照设备的关键、重要程度不同A、B、C分级,在检修中落实质量精度分级监控,体现设备管理策略上,有所取舍,在一定程度上集中了人力、
13、物力、财力解决关键问题。(2)关键检修项目和交叉项目单独做网络施工图,明确停机、施工、检修转车和试车等工序接点。(3)检修缺陷项目中明确检查确认标准和点检、生产、检修三方的负责人,但对检修项目的量化没有明确要求。2、基础管理 宝钢对现场的定置化管理特别重视,不仅体现日常现场看板标识管理,而且在检修中也能严格执行定置化管理。(1)现场看板标识管理,将关键设备的操作规程做成看板设置在机旁,使操作人员在操作时可以看见,防止误操作。如2#烧结机机头点火器旁就有“2DL点火保温炉操作要点”的看板,见图9,包含煤气清洗、COG导入、点火、熄火等操作,有明确的操作步骤和确认要点,使不明白的人也一目了然,在一
14、定程度上缓解了当前操作人员技术水平整体下降的矛盾。烧结主控室内还有操作管理、产质量管理、重点工作、机长留言、温馨提示等都是很好的看点。 图9 宝钢的看板文化(2)检修中定置化管理,在宝钢定修作为一项重要内容,提升到和缺陷项目同级要求,明确检修中使用的新品备件、下线旧件和检修工具等区域摆放要求,要求检修方严格执行,调整必须经点检确认,见图10。图10 宝钢定修中定置化宝钢的“定修计划管理表”计划内容比较详尽,有层次感,重点突出,涵盖面广,简繁有度,集中有序,值得借鉴。宝钢在现场定置化管理这一点上也值得我们借鉴,在人力、财力可以承受的范围内,试点推进,缓解现场人员技术水平下降压力,提升现场管理文化层次。- 7 -
 宝钢烧结双层阀和高炉煤气问题调研报
宝钢烧结双层阀和高炉煤气问题调研报