《SA-210c与12Cr1MoV角接手工电弧焊 焊接工艺规程》由会员分享,可在线阅读,更多相关《SA-210c与12Cr1MoV角接手工电弧焊 焊接工艺规程(3页珍藏版)》请在装配图网上搜索。
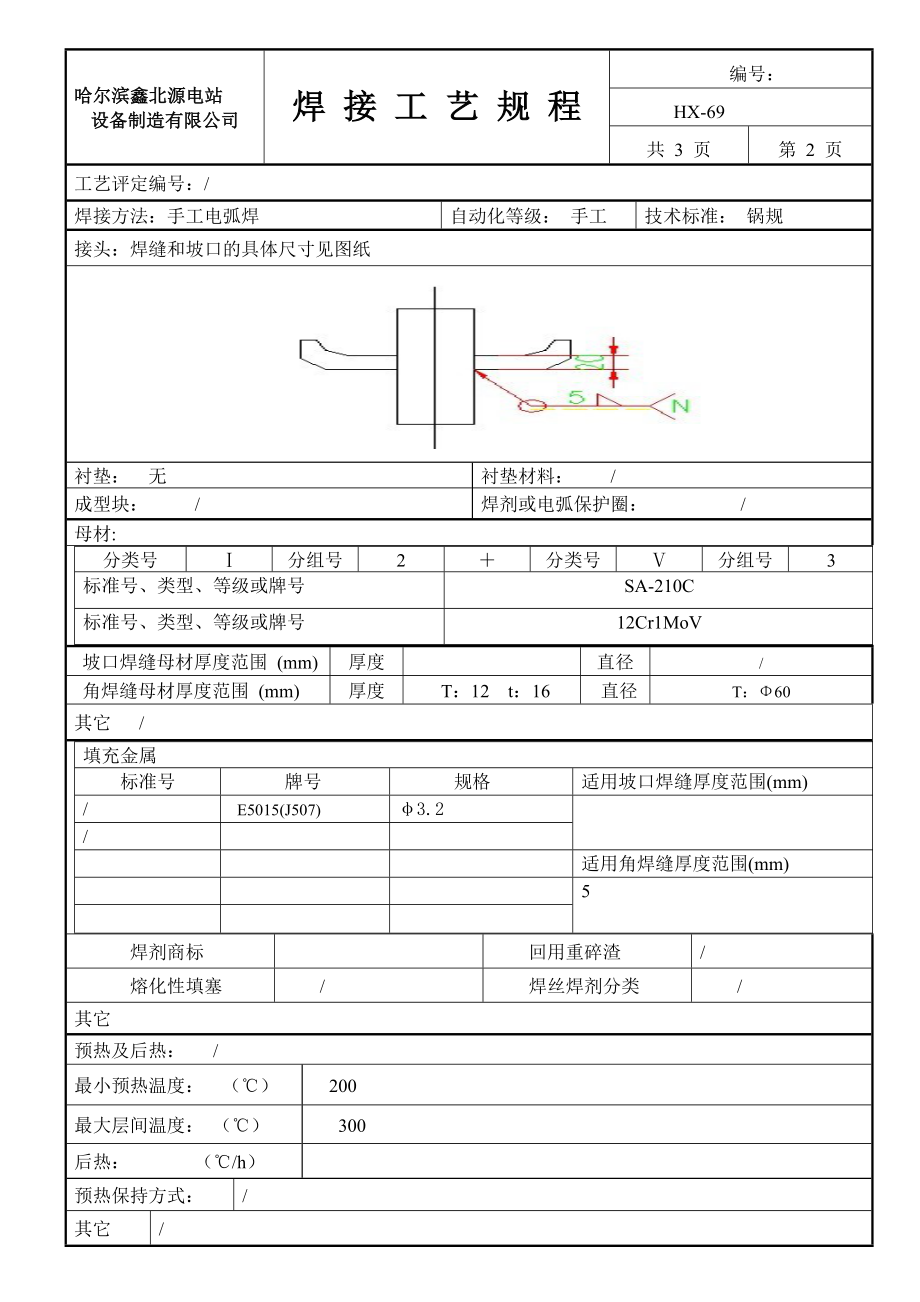
1、哈尔滨鑫北源电站设备制造有限公司 焊 接 工 艺 规 程编号: HX-69共 3 页第 2 页工艺评定编号:/焊接方法:手工电弧焊自动化等级: 手工技术标准: 锅规接头:焊缝和坡口的具体尺寸见图纸衬垫: 无衬垫材料: /成型块: /焊剂或电弧保护圈: / 母材: 分类号分组号2分类号分组号3标准号、类型、等级或牌号SA-210C标准号、类型、等级或牌号12Cr1MoV坡口焊缝母材厚度范围 (mm)厚度直径/角焊缝母材厚度范围 (mm)厚度T:12 t:16直径T:60其它 /填充金属标准号牌号规格适用坡口焊缝厚度范围(mm)/E5015(J507)3.2/适用角焊缝厚度范围(mm)5焊剂商标回
2、用重碎渣/熔化性填塞/焊丝焊剂分类/其它预热及后热: /最小预热温度: () 200最大层间温度: () 300后热: (/h)预热保持方式:/其它/哈尔滨鑫北源电站设备制造有限公司焊 接 工 艺 规 程编 号HX-69共3页第3页焊后热处理:温度( ) :保温时间(小时):冷却方式 /其它: /气体位置:气体百分比流量(L/min)坡口焊缝位置: /保护气体角焊缝位置:2FG尾部保护气体:/焊接方向:/背面保护气体:/电特性焊层焊接方法填充金属电流种类电压范围(V)焊接速度(m/h)种类直径(mm)种类极性范围(A)全部手工电弧焊E5015(J507) 3.2直流/反接90-12022-24/ 注:钨极类型和尺寸: 钨极氩弧焊焊剂: /电流衰减时间: 金属过渡方式: /电源型号: /磁控电流: /其它: 操作技术:/直道或摆动:可少量摆动机械摆动:/焊嘴尺寸:/多道或单道: 单道或多道单丝或多丝: /锤击:导电嘴至工件距离:电极角度:转速:背面清根方法: 压道量: /首层和焊道间的清理方法:风铲。其他:/ /共3页 第1页 哈尔滨鑫北源电站设备制造有限公司 焊 接 工 艺 规 程 编 号:HX-69 版次 日期 编制 校对 审批 修改记录本焊接工艺规程适用于按 锅 规制造的锅炉部件
 SA-210c与12Cr1MoV角接手工电弧焊 焊接工艺规程
SA-210c与12Cr1MoV角接手工电弧焊 焊接工艺规程