《热流道系统的组成结构》由会员分享,可在线阅读,更多相关《热流道系统的组成结构(3页珍藏版)》请在装配图网上搜索。
1、热流道系统的组成结构热流道浇注系统可理解为注射成型机械的延伸。热流道系统的功能是绝热地将热塑性熔体送到成型模具附近或直接送入模具。热流道能够独立地加热,而在注塑模具中热绝缘,这样能够单独补偿因为与冷”模具接触而造成的热量损耗。热流道模具已被成功地用于加工 各种塑料材料,可以用冷流道模具加工的塑料材料几乎都可以用热流道模具加工。其零件最小的在0.1克以下,最大的在 30公斤以上。热流道模具在电子、汽车、医疗、日用品、 玩具、包装、建筑、办公设备等领域都有着到广泛的应用。一个成功的热流道模具应用项目需要多个环节予以保障。其中最重要的有两个技术因素:是塑料温度的控制;二是塑料流动的控制。一个典型的热
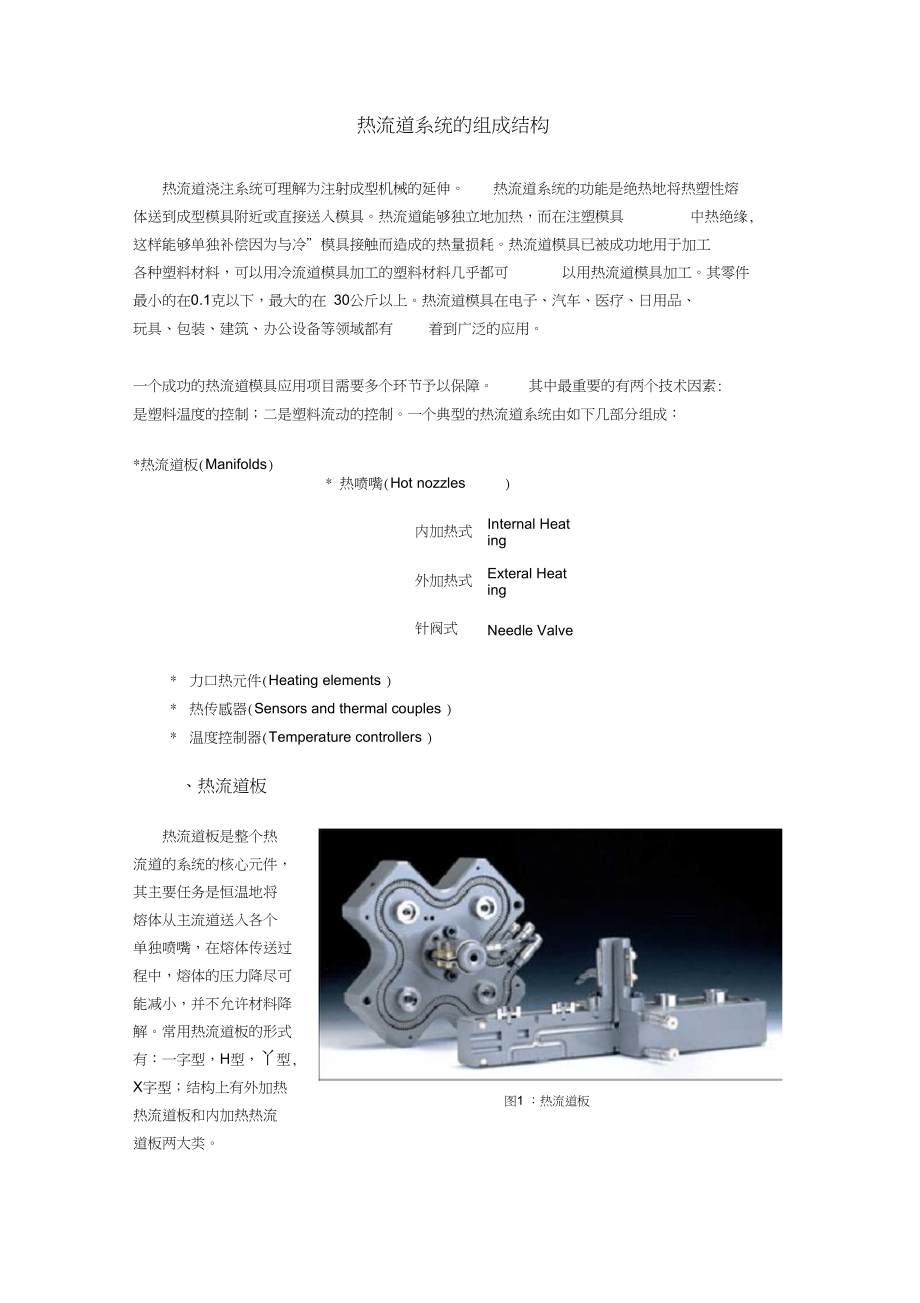
2、流道系统由如下几部分组成:*热流道板(Manifolds)* 热喷嘴(Hot nozzles)内加热式Internal Heat ing外加热式Exteral Heat ing针阀式Needle Valve* 力口热元件(Heating elements )* 热传感器(Sensors and thermal couples )* 温度控制器(Temperature controllers )、热流道板图1 :热流道板热流道板是整个热 流道的系统的核心元件, 其主要任务是恒温地将 熔体从主流道送入各个 单独喷嘴,在熔体传送过 程中,熔体的压力降尽可 能减小,并不允许材料降 解。常用热流道板的形
3、式 有:一字型,H型,丫型, X字型;结构上有外加热 热流道板和内加热热流 道板两大类。热流道系统一般按照热流导板的加热方式分为两大类。1、隔热式隔热流道模有由模板组成的过大的流道。 对流道不加热,但流道的尺寸要足够大,采用在工 作条件下由凝结在流道壁的塑料提供的隔热效果,与每一射出的热力相结合,来维持熔体在流道内的畅通。这 种系统在两类之中早一些、简单一些,优点是设计不那么复杂,制造成本低。缺点是有时在浇口会形成凝结;为了维持熔融状态,需要很快的工作周期;为了达到稳定的熔融温度,需要很长的准备时间。另一个主要问题是很难取得注塑的一致性,或者说无法保证。还有是因为系统内无加热,因此需要较高的注
4、塑压力,这样经常会造成腔板的变形或弯曲。2、加热式图2 :热流道板结构图(Ewikon HPS山T热流道板)加热流道系统也有两种设计:内加热流道和外加热流道:*内加热流道:内 加热流道的特 点是采用内部 加热的环形流 道。加热由流道 内的探针和加 热梭(也叫作 分配器管)提供。这一系统利用熔融塑料的隔热效果来减少热的传递和在模内其他 地方的损失。尽管有分配器管内的环形加热器,在加热梭与流道壁之间还是会有材料的凝结出 现。材料必须在隔热壁与加热梭之间不停的流动,这与年流量效果加在一起,会造 成系统内的压力下降,因此平衡的重要性非常关键。考虑到这一问题,内加热系统最适宜加工范围大的材料和到各浇口等
5、距的平衡流道。这一系统不适宜于热敏感塑料的使用。内加热相对于隔热系统提供改进的热分配,但系统的成本更高、设计更复杂。这种 系统需要很仔细的平衡和复杂的热控制。*外加热系统:热流道的另一种设计是 外加热系统。这种设计由具有内部流道的环形 加热集流管组成。集流管的设计具有与模具其他部位隔离的多种隔热构造。这一系 统的优点是更好的温度控制,但成本也比较高、设备复杂。最新的技术开发使减小了集流管的尺寸,使安装更容易。外加热系也可以按直径进行平 衡,而不是按长度进行平衡。二、喷嘴(NOZZLE);热流道模具按喷嘴结构形式不同有多种形式,类型均大同小异,但各个厂家加工工艺和 实施方法有很大区别,这决定了热
6、流道系统的质量和价格的差异。热喷嘴一般分两种:*开放式热喷嘴*针阀式热喷嘴:针阀式喷嘴技术上较先进,优点有:-在制品上不留下进浇口残痕,进浇口处痕迹平滑;-能使用较大直径的浇口,可使型腔填充加快,并进一步降低注射压力,减小产 品变形。-可防止开模时出现牵丝现象及流涎现象;-当注塑机螺杆后退时,可有效地防止从模腔中反吸物料;-能配合顺序控制以减少制品熔接痕。由于热喷嘴形式直接决定热流道系统选用和模具的设计制造,因而常相应的将热流道系统分为开放式热流道系统和针阀式热流道系统。三、温度控制器(Hotrunner Controllor);热流道温控器就是对热流道系统的各个位置进行温度控制的仪器,由底端向高端分别有通断位式,积分微分比例控制式和新型智能化温控器等种类,根据需要用户可以同其它模内组件配合使用。四、辅助零件,如热流道加热元件加热元件是热流道系统的重要组成部分,其加热精度和使用寿命对于注塑工艺的控制和热流道系统的工作稳定影响重大。一般有加热棒、加热圈、管式加热器、螺旋式加热器(加 热盘条)等等。
 热流道系统的组成结构
热流道系统的组成结构