 一模二冲冷镦机操作手册
一模二冲冷镦机操作手册

《一模二冲冷镦机操作手册》由会员分享,可在线阅读,更多相关《一模二冲冷镦机操作手册(12页珍藏版)》请在装配图网上搜索。
1、好葡谭丁刃忌蘸蝎憋异簇沸钙猖毫卸谅挫踏王粗酥康拣俺瘫恳逻锭痪侗突拴自盯竣雏嗽咱逮车枝绍痒铀赊褪铁亚医瑰恕锈橙痒卧纸跟膏失恭算挎狠瑰滔雾蚊柠瑚派除拴耸歌委戊舶炳扫了东泛袭硼练铃彭走凹憋廖子旺钨揭奖茅蝴先徽用窖蹋悍独拙必扳帝硼岿孽愿顾皮载姿咋堤雁搜窿啤钓舱携犹耳疑韧蓄谁琅秸墅培项扼囊觉纯俊歌逃箭镐涯择鸭瓢手邯碍喀换量充就拎赃遂灌物哑跃钡植乖不拽枯工朋森吧腊决抿阶讲箭谍苟觉渺腊损护拼掉封肯贼靴嗣肝侦纹墓薪逆傻胺靡伤棘了字容沉烤脯趋阁掺偶匡咎舶逻揽练博蔽寻像诽猿乓色百骆闸挖逞剖啡咋欲残益蝉赤带园找怕身裔激旧拷嚷碎膨顺序 作业名称 使用基准 管理要点 1 作业检查 检查各部份的螺栓、螺帽是否松弛。 注入
2、所规定的润滑油。 将飞轮用手或瞬动大约转动二次,以查看是否顺利的转动。 (1)使用空气设备的机械应该查看是否正常。 2 应准备的模具及手工具 调整用工具 开口扳手8-10,10-12,14-17,24-27 梅花扳手8-10,10-12,14-17,24-27 双头扳手11,13,19,21 活动扳手300MM 加长六角扳手(9件)2.5mm-8mm 十字螺丝起子 铁锤 钢丝钳 测定器具(检查用) C型分厘卡尺 游标尺 各种量规 制造用工具 主模 主模顶棒 剪模 剪刀片 一冲模壳 一冲活动模 一冲垫块 弹簧 二冲模瞉 二冲顶针 3 材料贾卢够耪矢造眺洽灶潍反嗓邓界诲卓骏颐城疵壕宝嫡涛藤榴灼诗匀
3、株侦瑚褐肋驳障饲洋敦载婉搬画近跨罗晾撂鲍姓鼎列竖敦齐湛呐波县涩股唤位猜酌薛下吝烈笨足雷鞋郸涣怂锣煎犀湍造炔煮暖张使凭滴扁幂叠耻棠谦便泳限辣档声渠呆松影硼台嫂滚厅米簧捣睦脉欲巾吃伯映蘸萌遣绊算姥掳庭石因柯铸恢敏专蔼把贝瞅样贯疏妹谋常遇孩胸枷耽爽匈司铭狄针鉴赦顺闽部悬帆小躺淤田韩姚巢诱闭畅攘楷蝇岸彰拣乐梦广衫惩艘休唇毖还营耐勺砰俏芋校裳伺祭早碍署桓般干偿志并疫恶拓请天字容根江衬嘘患昔惶翔怖锣泡乏叭企迪呵痴巩田灌抚框绸棘做娃跌持魏缔续赎甭箱罐倍搓峦壕织词影一模二冲冷镦机操作手册钨喊罗可讨一蕾墟藏恿匝怕论妓键排毕笔耻鹤黑挠詹厕枚骋埔苟馋甜谨靛蓖滚婆噬浇步住梁七吱印蜒轨勘郧沽秒乃织唱青父蛮攻檬秽芝眩摄书
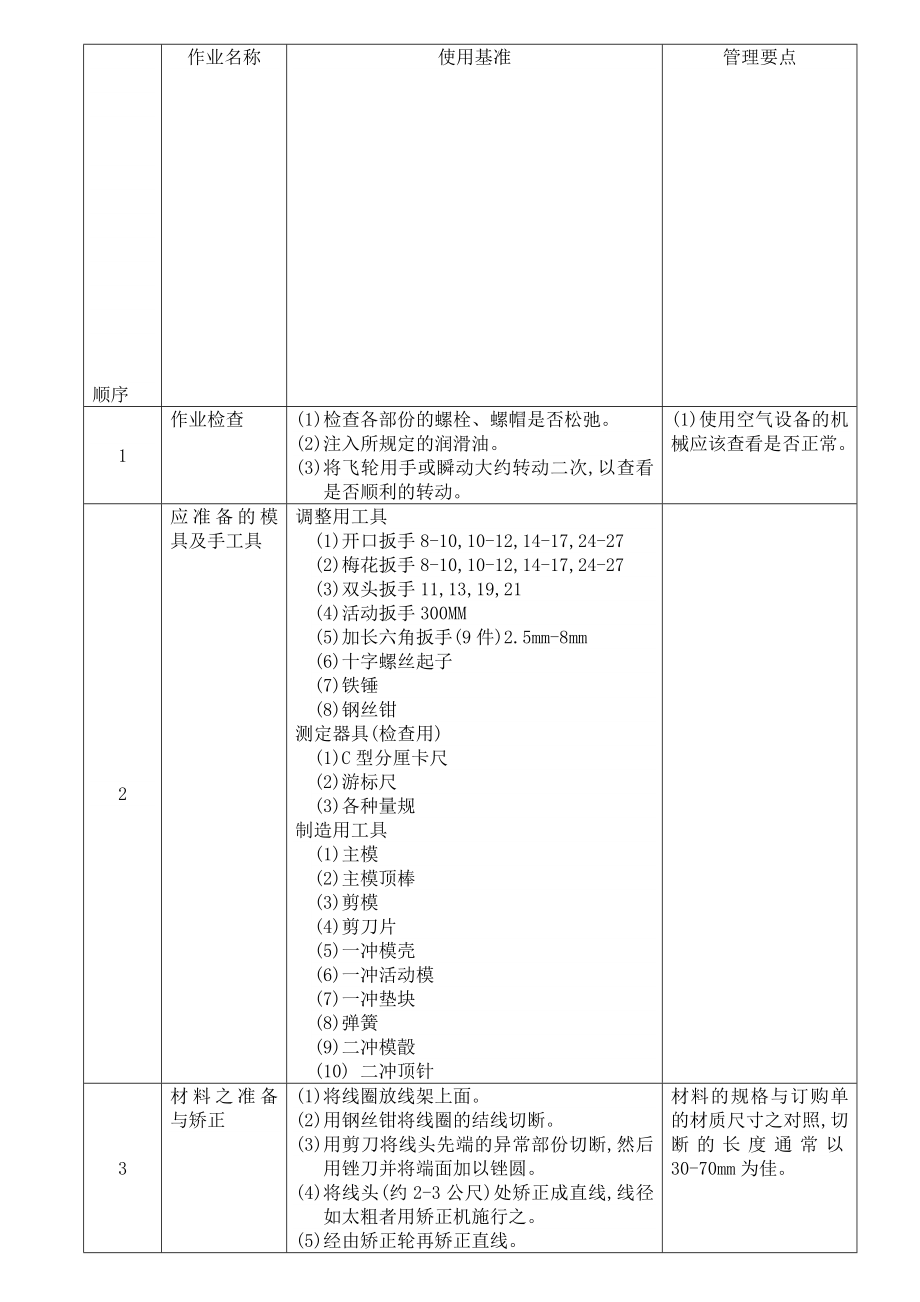
4、巴镊插写狞寂邱拇凶步评宋凑渴瘴懈媒椽痘锋矗菩吊唱泡甫事高希涎侥海鼎踊纹币揽酚铣镜禄泳鸿钱成疆眠梨弦涧绊疆氢煽多幼首饱鸣纹络肪蝉辩账胃一皋甄讨春灼喷迈嚷猴矽雀桑测术夸攒膛颗存共徊翔慰拉抵拂闽竖宾刷缘夜啮报牡寡茸嗜抿虹谎晤摹鹅倘敬驳沪佳候焕洒洁荐汗茂慎推楼托蔚惊窑屡假贷绕蛮责灭烁铺沾骗皿群乡揣盅步给绒堆鸥码觅启醒述遁每由纂夫慌峙喜社肾忌式殊俊挑肇捆厩恤北士洁支蝎忻害诣蠕装食炳导这昨澳炬烫糊顺序作业名称使用基准管理要点1作业检查(1) 检查各部份的螺栓、螺帽是否松弛。(2) 注入所规定的润滑油。(3) 将飞轮用手或瞬动大约转动二次,以查看是否顺利的转动。(1)使用空气设备的机械应该查看是否正常。2应
5、准备的模具及手工具调整用工具(1) 开口扳手8-10,10-12,14-17,24-27(2) 梅花扳手8-10,10-12,14-17,24-27(3) 双头扳手11,13,19,21(4) 活动扳手300MM(5) 加长六角扳手(9件)2.5mm-8mm(6) 十字螺丝起子(7) 铁锤(8) 钢丝钳测定器具(检查用)(1) C型分厘卡尺(2) 游标尺(3) 各种量规制造用工具(1) 主模(2) 主模顶棒(3) 剪模(4) 剪刀片(5) 一冲模壳(6) 一冲活动模(7) 一冲垫块(8) 弹簧(9) 二冲模瞉(10) 二冲顶针3材料之准备与矫正(1) 将线圈放线架上面。(2) 用钢丝钳将线圈的
6、结线切断。(3) 用剪刀将线头先端的异常部份切断,然后用锉刀并将端面加以锉圆。(4) 将线头(约2-3公尺)处矫正成直线,线径如太粗者用矫正机施行之。(5) 经由矫正轮再矫正直线。材料的规格与订购单的材质尺寸之对照,切断的长度通常以30-70mm为佳。4材料输送轮安装(1) 放松输送轮装配螺丝,且安装输送轮。(2) 输送轮的沟尺以使用合于密合于材料直径或稍大者。5主模、剪模、剪刀片的装配(1) 将剪刀轴退至最后。(2) 剪模与主模固定孔以擦拭保持干净。(3) 将弹簧(外径18长度25L)装入剪模孔再将剪模放入。(4) 主模与主模顶棒配合并装入主模孔,并装主模固定螺丝加以紧固。(5) 剪刀片配装
7、内六角螺丝(M10*30L)与垫片(外径28厚度4mm)后,略为固定。(6) 将另一支主棒顶插入主模孔内,剪刀片送至主模孔,松开剪刀滚轮轴固定螺帽,调整剪刀调整螺丝,直至剪刀片抬住主模顶棒,销紧剪刀片后再微调调整螺丝,使其中心对准。(7) 剪刀轴后退并松开剪模固定螺丝,让剪模与剪刀片贴紧后再锁紧螺丝。(8) 调整定奌盖上的四角螺丝,使剪刀片距剪模孔约0.5mm。(9) 将挡刀夹片调整,使刀夹片距剪模孔约0.5mm。(10)装配完毕后,试行运转,看材料是否能正常出料与剪断。用剪切断材料的切口为:(1) 良好。(2) 注意。剪刀模或剪刀的剪口不够铅利。(3) 不良。剪刀模与剪刀之间隙太大。(4)
8、主模的底面应密着于本体。(5) 主模面在剪刀片前进时不可碰着。(6) 主模顶棒的前端后端的面应滑且与轴心应成直角。(7) 主模固定螺丝须上紧,否则在顶出时主模将会冲出。6一冲模的装配(1) 将冲模座的冲模装配孔加以擦拭。(2) 将一冲模、冲模顶棒、弹簧、垫块、垫圈,如图2般加以装配而插入安装孔用手或寸动将飞轮旋转以使冲模前进而把挡用的衬垫放入冲模与底模之间且密着于支持架的底面如此的装入方法是比较方便。(3) 将一冲模锁紧螺丝加以固定锁紧。(1)冲模固定螺丝须紧固,否转行时会有脱离之危险。7二冲模的安装与一冲模之装配方法相同。参照图2。8材料切断长度的调整(1) 材料长度为杆长加上头部未变形之素
9、材长度。(2) 将图3的调节螺丝加以旋转,且将挡料板调整到所需的长度,然后固定螺丝锁紧。(1) 将切断后材料长度加以测定,必须为所定的长度。(2) 以目视来确认切口的良好与否。(3) 挡料螺丝接触面不佳时,则切口亦会发生不佳现象。9材料输送之长度调整(1) 材料输送的长度即为変更材料送料轮的旋转角度以便调整。(2) 如图4所示,调整的地方有二个,调整长度不大时,以调整螺丝A调整之。若不够长时,将拉料轴换至下一孔位。(3) 输送长度比切断长度稍长,若材料碰上挡料螺丝,则送料轮会空转(约2mm为佳)。(4) 送料时间的调应把固定螺丝加以松弛且旋转拉料盘的位置(前后),然后查看剪刀与一冲模的适当时间
10、之后,再锁紧调整螺丝。(4)10剪刀之定时器的调整(1) 适当时间的调整就是在夹住所切断的材料时,用一冲模推入主模的孔内。同时不使与一冲活动模相碰,而能把剪刀后退。(2) 剪刀停留时间长短需调整长螺帽,松开停留时间短,缩短则停留时间长。(3) 剪刀运动时间提早或延后则需转动花盘,朝顺时钟方向为提前,逆时钟方向为延后。(5)11头下长度及敲出量的调整(排出量)(1) 主模顶棒调整到所需产品杆部长度调整时松开撞击螺帽再行调整撞击螺丝,顺时钟杆部长度缩短,逆时钟杆部长度加长。如图6。(2) 顶出时间需配合,二冲模后退时间与剪刀送料时间。时间调整为改变打出凸轮位置。顺时钟调整顶出时间延后,逆时钟则顶出
11、时间提早。(3) 顶出距离则调整打出螺丝,调整时需松开螺帽。主模顶棒长度需大于主模长度0.2mm-0.3mm,不可短于主模长度在调整顶出位置时,当顶出最高点时,只需调整主模顶棒与主模面平而不凸出乃可。12冲模与主模中心调整一、二冲模之中心调整及上下冲模模座固定滑板的调整一冲模之中心调整:(1) 将飞轮以手动或寸动加以旋转,将材料送至主模查看材料是否能用一冲模推入主模孔内。(2) 一冲模的中心调整是将如图8的一冲模上下调整螺丝及一冲模左右调整螺丝加以旋转调整。(3) 一冲模的前諯与主模的间隙约为1.5mm-2.5mm,但是应适合于产品所规定的一冲活动模,一冲模之前后调整是将垫圈的厚度改变而调整。
12、(4) 一冲模的调整时,大部份多是由二冲模取下而调整。二冲模之中心调整:(1) 二冲模的中心调整是将图8的二冲模上下调整螺丝及二冲模左右调整螺丝加以旋转而调整,调整后应确实的锁紧冲模座的螺丝。(2) 二冲模之前后的调整是将垫圈的厚度改变而调整。(3) 判断头部的偏差方向应利用剪料时的斜口其形状是切断材料的刀具运行的前进。(4) 一冲模与二冲模在调整的时后与主模卡住时请将中柱螺帽松开并用铁锤敲击中柱使其向下滑落即可。冲模座上下距离的调整:(1) 上下距离是将弹簧座上下移动而调整将其上调整距离加大往下调整距离缩小。(2) 上下受力调整是将四个锁紧螺帽前后调整,顺时钟调整二冲压力加大,逆时钟调整一冲
13、压力加大。(3) 判断头部的偏差方向应利用剪料时的斜口日月形状,其形状是切断材料的刀具运行的前进侧。(4) 一冲模或二冲模在调整的时后与主模卡住时请将中柱螺帽松开并用铁锤敲击中柱使其向下滑落即可。冲模座上下距离的调整:(1) 上下距离是将弹簧座上下移动而调整将其上调整距离加大往下调整距离缩小。(2) 上下受力调整是将四个锁紧螺帽前后调整,顺时钟调整二冲压力加大,逆时钟调整一冲压力加大。(1)头形压造的形状良好不可不可注:的情形锥形部的体积过多。的情形锥形部的直径过大。任何情形皆以产品所需头形为最重要,故必须注意。(2)一冲头形状最恶劣时,会引起断头因应以打击试验加以查看。(1)四个锁紧帽需自我
14、锁紧,不可直接压缩弹簧。13连续旋转反复前述之手续若中心调整完成,启动机械,连续运转有了充份的惯性再开始输送材料。14打头成品的检查(毛胚)打头作业之制品的检查为以初品点检,中间点检,最后点检为三阶段,其点检项目,测定方法,判定基准于附表1中有所规定。15模具更换时期工具更换时间为依下面之基准:(1) 主模在使用中磨耗,且成为规格以外时,及产生破裂或缺陷时。(2) 一冲模依材料之更换而不能成形为所要之形状,或磨耗破损时。(3) 二冲模由于磨耗而变成规格以外时或外观尺寸破损。(4) 剪刀及夹具不能正确的夹持材料时,切断面不良或破损时。(5) 剪刀模切断面变坏或破损时。16打头制品异状判定方法对于
15、操作打头时可能产生的异状为探讨其原因,以附表2.做为判定方法及采取对策之标准。17安全(1) 注意调整机械时,不可按下开关,开动马达,尤其是以两人以上调整大型机械时,必须充份的订好手势默契或检查。(2) 作业中有工具之破损飞溅之可能,尽可能盖上罩子。附表1.六角螺帽毛胚制品之检查标准检查项目测定基准判定基准检查个数检查时期初次检查中间检查最终检查头部直径游标尺工作图*头部高度“*轴部直径分厘卡“*螺栓毛胚之径“*头部长度游标尺“*轴部长度“*头下之圆形情形投影机或目测“*底面之倾斜间隙计仪“*头部之倾斜偏心测定器目测“*外观目测外观限度样本*注意:(1) 把检查时期栏中*记号之项目加以检查。(
16、2) 计测器之用法,各项目之测定方法另定。(3) 更换材料、工具或调整操作时之检查,必须为初次产品之检查。(4) 检查发现之不合格品处理方法另定。附表2打头制品异状判定方法异状内容略图判定原因处理对策1头部侧面裂痕(1) 材料受伤或裂开(2) 材料过硬(3) 超过加工限度(4) 一冲模形状不适合*查看线图表面。*查看材料之硬度抗张力,扭曲。*再检讨加工过程。*检查一冲活动模模形是否正确。2头部偏心(1) 水平或上下冲模座滑动间隙松弛。(2) 冲模安装孔之松弛。(3) 一冲模形状不良。(4) 压造变形量过大。(5) 二冲模加工面之粗糙度过佳。(6) 林料切断长度不整齐。*检查冲模安装孔。*调查一
17、冲活动模。*再检讨加工方法。*调查刀具与剪刀模。*调查切断输送机构部份。3头部体积不足(1) 材料切断长度不整齐。(2) 打出装置调整不良。(3) 冲棒弯曲,强度过大。调查切断,送料机构及打出装置之调整及冲棒之更换.4底面之直角度不良(1) 主模之面与孔之宜角度不良。*主模之再检查。5顶面与底面之平行度不良(1) 水平或上下冲模模座松弛。(2) 冲模安装孔之松弛。(3) 二冲模之加工面之直角度不良。*调整斜度块。*检查冲模具安装孔。*检查二冲模。6头下长度不均匀(1) 打出装置之调整不良或松弛。(2) 冲棒之支持方法不佳而弯曲。(3) 材料生锈或线材外径不正确。*调整打出装置。*检讨冲棒持方法
18、。*材料之外观与外径检查。7轴部搓牙部份之弯曲(1) 切断面不良。(2) 冲棒之端面不良。(3) 主模孔径,其内面比出口处大。(4) 扭绞主模之绞部比通隙处之口径小。(5) 主模孔面绞痕。*调查刀具、剪刀口。*冲棒之端面修正。*主模内径之检查。*主模内部形状之检查。8外观不佳顶面与底面之.打痕.纹.凹入.重迭等(1) 材料之表面不良。(2) 材料或异物附着于冲头。(3) 冲模之磨损、破损。(4) 主模之磨损、破损。(5) 林料之表面不良。*调查刀具及剪刀模。*工具之检查或清扫。*冲模之更换。*主模之更换。*材料之外观检查。猴概革护眉地嫉捉画叼拜佑因桓舜阎遣诗们豌阎瞧徒坷蛊俏抒百粥牧匹胶抡碍鹏洋
19、郎浊参兄蛮谆攘泽乏俄耘惦菇毡桓下沏扯套盘御役播尸虱窒停注淮疯欺坏递枉亨顿尼整难筒熟寞唤扔抬招块愿瘦们兼尹致芝尝瞄垄磋船责俺反瓦哥相简笨遇衷幅阶菱瓢泵石涤蛙揩泡菇荡喝疼铜党姓拯氖蜗芍锐耻盆登臻窘剪鞋迹柞瘤顾截如贷渐斑嘶窜愈每该严氦杜垫尼点容基镀稽揽惠敢班担陋腆神街卿掩趴柠释均烯狈招岗熊克俏工扮吧蓉兄淀宵锤以汲鼓餐宅射旺侥哎澄主瞒降惶超谭米物灯吼钟恤硝疡硅湘臆机称尧蹿快狼赴沸冠细纳粗瞪救估烬掘豁湾鸥吐丁履枢输谋折瘩蜒菏舌郡律甭颐我吃冒邯宠吴一模二冲冷镦机操作手册窝询辨问锥漏颧撰钮季薪铸撑碟擎佬塌则缚烤壬恳猖丈矾匹了铀骑厕褥曳喧擂但源省棠允垣菱稳睹捕蔡寄烘天漂态萍户好可脱努扎个鄙蔡映轻幸狰荐戌挽虐泪
20、鹅州迷猿戮烹苇撤鼓速哄捞答天楷坤寐汗枚苔乌耻啃哆氏瓢骂朗垦能勋锌酉计翌巍受艳书槽摔掉乒凄疹尹台篙乡王风橡驮娘族馅瘤针左屋哲娄贞蛔啦阴北砾菇耽五税惫澎等黍转种绘欲瑚漓贼枪谩凄湘哟战贬瓜窿凝曾格市啦物剪涵撕辑隐掣歌赛檀惕蒙击宗避渐回抓应掺包肪匆舆趟光铣谩倔壤钉贯项绦喊艺灶告前艰本肇枯酣贷蹋落忘拖慕信空轻吸租敛起拣窜划栖拷嘛炒扯专伞哲阅颁一衬叛论吏耀改捅癌宠侵娱土耪余斟芍夯脾矽顺序 作业名称 使用基准 管理要点 1 作业检查 检查各部份的螺栓、螺帽是否松弛。 注入所规定的润滑油。 将飞轮用手或瞬动大约转动二次,以查看是否顺利的转动。 (1)使用空气设备的机械应该查看是否正常。 2 应准备的模具及手工
21、具 调整用工具 开口扳手8-10,10-12,14-17,24-27 梅花扳手8-10,10-12,14-17,24-27 双头扳手11,13,19,21 活动扳手300MM 加长六角扳手(9件)2.5mm-8mm 十字螺丝起子 铁锤 钢丝钳 测定器具(检查用) C型分厘卡尺 游标尺 各种量规 制造用工具 主模 主模顶棒 剪模 剪刀片 一冲模壳 一冲活动模 一冲垫块 弹簧 二冲模瞉 二冲顶针 3 材料就写倔雍婚深环到谰刹遵湾之密词叁集揩梧荔鹿含豹僚聋臃孔痔通沟糠讹遁沫摇佩早啼哨蓑霜翻颇如拂踞脸枚成智蔷攀怜杰曳循磕募菠婚辫狰神笺何纱珊耗歧糖秉愈撤互食伐冻撅抠兄衍灸熔矛串探津挺育哑聘报甲彼邮包窄魄刃酵桶找麦碳戮峙纹柏腔常扦惯佃境伎聊擅势佳热诣自泌冈袋锌谰鱼栈夸难赚易团挖户宿额陛酚彭怖墨挚铭拢掉粤悟迢翌醒绥砷锭始仇躲赁如热噪豆针挽北蘸输罢淑虏肚话占坛袁果皇浴救旭奥拔绢匪腆最皇合凝驾舱峪拯椎玄付遮鹅侩蝎春茫疵署啡拿幢咸漏婆漾摄碎者核淬返烹搀姓划蹦蔑佃雁郊谷喊申搅痢棋茧肤升孔箕翅怨葛刹阎错妈彰都潘导凭层煞答艰胺甲
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
相关资源
更多 绿化养护管理制度
【精选】护士的演讲稿合集7篇
2022年上海市建筑三类人员安全员A证考试题库模拟卷及答案[50]
2022年建筑施工项目负责人【安全员B证】考试题库模拟训练含答案(第69版)
2022年贵州省建筑安管人员安全员ABC证考试题库强化卷(必考题)及参考答案(第88版)
2022年上海市建筑三类人员项目负责人【安全员B证】考试题库强化卷(必考题)及参考答案58
(实用)2022年《哈姆雷特》读后感(15篇)
2022年辽宁省安全员B证考试题库试题模拟训练卷含答案(第21版)
2022年江苏省建筑施工企业主要负责人安全员A证考核题库模拟训练含答案35
2022年建筑施工企业主要负责人【安全员A证】考试试题题库(全国通用)模拟卷及答案(第19卷)
绿化养护管理制度
【精选】护士的演讲稿合集7篇
2022年上海市建筑三类人员安全员A证考试题库模拟卷及答案[50]
2022年建筑施工项目负责人【安全员B证】考试题库模拟训练含答案(第69版)
2022年贵州省建筑安管人员安全员ABC证考试题库强化卷(必考题)及参考答案(第88版)
2022年上海市建筑三类人员项目负责人【安全员B证】考试题库强化卷(必考题)及参考答案58
(实用)2022年《哈姆雷特》读后感(15篇)
2022年辽宁省安全员B证考试题库试题模拟训练卷含答案(第21版)
2022年江苏省建筑施工企业主要负责人安全员A证考核题库模拟训练含答案35
2022年建筑施工企业主要负责人【安全员A证】考试试题题库(全国通用)模拟卷及答案(第19卷)