 热处理工艺设计规范
热处理工艺设计规范

《热处理工艺设计规范》由会员分享,可在线阅读,更多相关《热处理工艺设计规范(6页珍藏版)》请在装配图网上搜索。
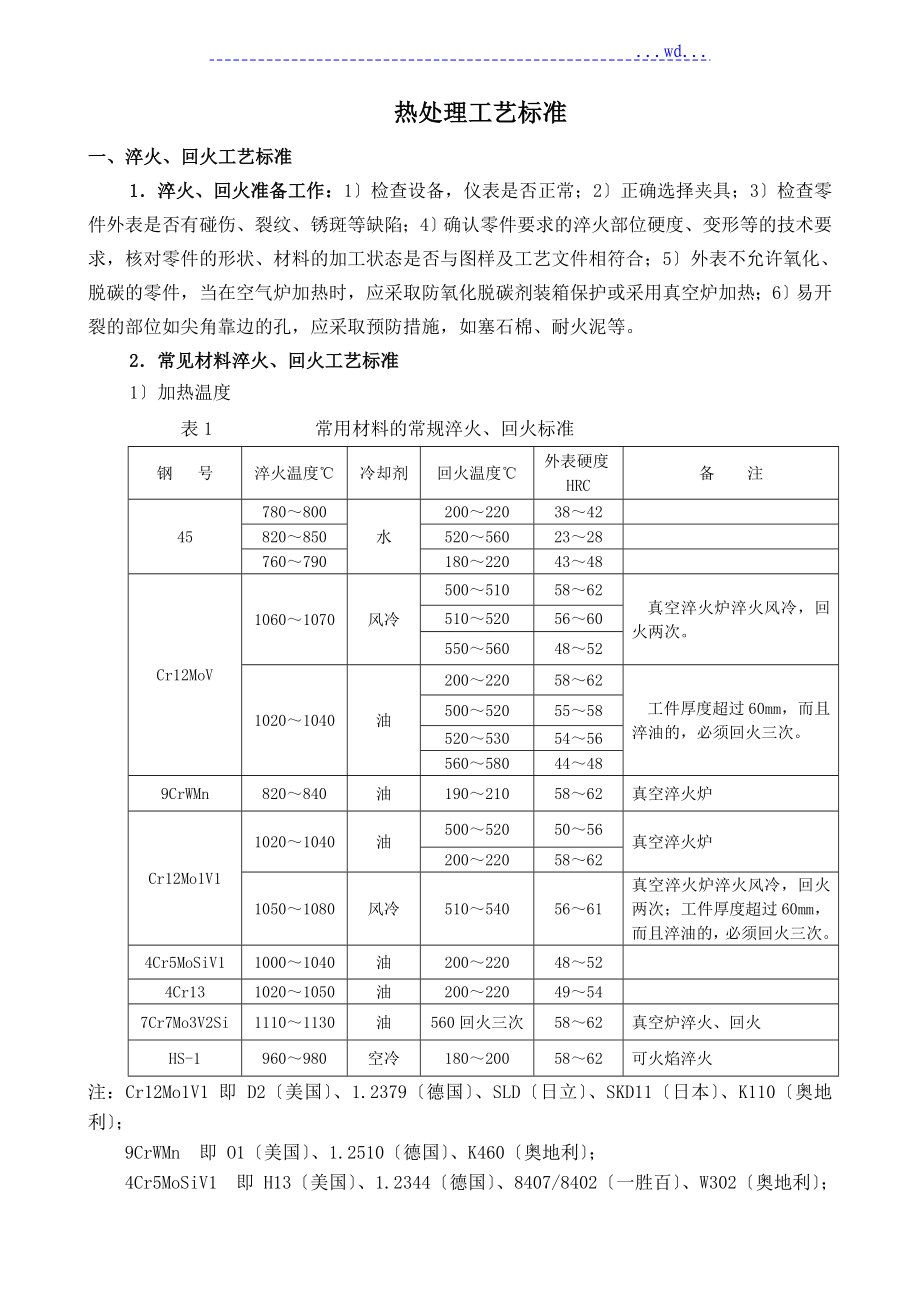
1、 .wd.热处理工艺标准一、淬火、回火工艺标准1淬火、回火准备工作:1检查设备,仪表是否正常;2正确选择夹具;3检查零件外表是否有碰伤、裂纹、锈斑等缺陷;4确认零件要求的淬火部位硬度、变形等的技术要求,核对零件的形状、材料的加工状态是否与图样及工艺文件相符合;5外表不允许氧化、脱碳的零件,当在空气炉加热时,应采取防氧化脱碳剂装箱保护或采用真空炉加热;6易开裂的部位如尖角靠边的孔,应采取预防措施,如塞石棉、耐火泥等。2常见材料淬火、回火工艺标准1加热温度 表1 常用材料的常规淬火、回火标准钢 号淬火温度冷却剂回火温度外表硬度HRC备 注45780800水200220384282085052056
2、023287607901802204348Cr12MoV10601070风冷5005105862真空淬火炉淬火风冷,回火两次。 5105205660550560485210201040油2002205862工件厚度超过60mm,而且淬油的,必须回火三次。5005205558520530545656058044489CrWMn820840油1902105862真空淬火炉Cr12Mo1V110201040油5005205056真空淬火炉200220586210501080风冷5105405661真空淬火炉淬火风冷,回火两次;工件厚度超过60mm,而且淬油的,必须回火三次。4Cr5MoSiV1100
3、01040油20022048524Cr1310201050油20022049547Cr7Mo3V2Si11101130油560回火三次5862真空炉淬火、回火HS-1960980空冷1802005862可火焰淬火注:Cr12Mo1V1 即 D2美国、1.2379德国、SLD日立、SKD11日本、K110奥地利;9CrWMn 即 O1美国、1.2510德国、K460奥地利;4Cr5MoSiV1 即 H13美国、1.2344德国、8407/8402一胜百、W302奥地利;7Cr7Mo3V2Si 即 LD1; HS-1是高级火焰淬火,多用模具钢;除45号钢或特别说明均采用回火两次的工艺。2淬火保温时
4、间t =810 min+kDk装炉系数11.5;保温系数见表2;D零件有效厚度。表2 淬火保温系数钢 种加热温度保温系数电 炉真 空 炉碳素工具钢550650预热1.21.522.57608400.60.81.21.5低合金模具钢550650预热1.51.82.538209501.21.30.81中、高合金模具钢58065011.21.41.780085011.50.81.295011000.810.50.83回火保温时间工件有效厚度d50mm,按照保温时间t=d/25小时计算; 每次回火后空冷至室温,再进展下次回火。4去应力入炉时效高合金钢550650,热透后,保温时间3小时;3淬火和回火设
5、备1淬火设备真空淬火炉、中温箱式炉、高温箱式炉。2回火设备真空回火炉、中温箱式炉。3冷却设备水槽、油槽、风箱。设备名称有效工作尺寸功率最高使用温度真空淬火炉900 X 600 X 450125Kw13000C真空回火炉 2R-48900 X 720 X 42048Kw7000C铝型材加热炉 863-008800 X 600 X 50025Kw6000C箱式电阻炉 863-004500 X 300 X 20012Kw10000C箱式电阻炉 863-003810 X 550 X 55020Kw13500C高温箱式电阻炉 863-007950 X 450 X 35045Kw12000C 4操作方法
6、1零件应均匀摆放于炉内有效加热区,在箱式炉中一般为单层排列加热,工件间适当间隙。小件可适当堆放,但要酌情增加保温时间。 2细长零件加热要考虑装炉方法,以减少工件变形,如垂直吊挂,侧立放平支稳等。 3零件同炉加热,截面尺寸不宜相差过大,厚度1050mm同一炉,5080mm同一炉,大截面零件应摆放在炉膛里面,以便小工件先出炉。大小零件分别计算加热时间(仅指箱式炉)。 4高合金钢及形状复杂的中小截面零件,应在550650装炉,并经预热保温后,才能进展升温加热。 5高温合金钢零件要经过一次或两次预热,才能加热淬火见以下列图。淬火加热 10601070oC 6不同类型的零件在淬火冷却过程中应遵守以下原则
7、:轴、套筒、圆环类零件:应沿轴心方向垂直进入冷却剂,并在冷却剂中上下窜动。垫圈类零件:应径向垂直进入冷却剂。长板类零件:选择横向侧面进入冷却剂为好。有盲孔凹面的零件:盲孔凹面向上进入冷却剂。截面厚薄相差较大的零件:大截面局部应先进入冷却剂。带单面长槽的零件:应槽口向上,一端倾斜45进入冷却剂。7淬火后应及时回火,一般零件淬火至回火不超过4小时,大型或复杂易裂零件应立即回火。8返修的零件在重淬前一般需经高温回火或正火处理;合金工具零件应退火处理。9有淬裂危险的零件,在淬火冷却至5080即应入炉回火。10需屡次回火的零件,每次回火均应冷至室温。11凸、凹模和成形零件等硬件主要进真空炉热处理,真空度
8、2.66Pa。以防氧化、脱碳。5常见的缺陷及解决的方法表3 淬火缺陷原因及解决方法缺陷特征产 生 原 因解 决 方 法外表硬度低或软点加热温度低,保温时间短;冷却速度慢或不均匀;从冷却介质中提出过早;外表或局部脱落;回火温度高;原始组织不良。核对温度仪表,正确执行工艺;改变或搅拌冷却介质;严格检查原材料,改进预先热处理;采取保护加热。马氏体组织粗大加热温度过高;原始晶粒太大。严格控制温度;进展预先热处理。变形与开裂原材料组织不均匀,有冶炼金属缺陷;加热温度过高;冷却太快或不均;零件的构造形状复杂;二次淬火前未经正火或退火处理;未及时回火或回火不充分。合金工具钢锻件,锻造比小:材质内碳化物严重,
9、锻打时没击碎。加强原材料进货检验;正确掌握工艺,选择适宜冷却介质。二、退火与正火工艺标准 1准备工作1) 检查设备,仪表是否正常,并应事先将炉膛清理干净;2) 核对物料与图样是否相符,了解零件的技术要求与工艺标准;3) 正确选择工装夹具,确定出炉方法;4) 对不允许表氧化,脱碳的零件,应采用进展防氧化脱碳剂保护或真空炉处理。2工艺标准:1加热温度表4 常用钢退火工艺标准钢 号Acl加热温度等温温度等温时间H退火硬度HBGCr1574579081070072012207229Cr1281085087073075068207215Cr12MoV81085087072074034207215 表5
10、常用钢材的正火温度钢 材正火温度硬度HB4584086017021740Cr8608801792292保温时间:电炉加热的保温时间 = 零件有效厚度保温系数表6 退火、正火保温系数钢 种保温时间min/mm退 火正 火碳素构造钢1.51.81.01.5合金构造钢1.82.01.21.8合金工具钢2.03.03冷却速度碳素钢退火应以不大于100200/h的冷却速度冷至500550后空冷。合金钢及高合金退火应不大于20100/h的冷却速度冷至500550后室冷,正火应在空气中散开冷却不允许堆放或置于潮湿的地上冷却,大件或要求硬度高的零件方可在流动空气中或其它介质中冷却。3加热设备:退火、正火主要采
11、用箱式炉,必要时可选用真空炉。4操作方法1零件装炉时,必须放置在预先确定的有效加热区内,装置量、装炉方式及堆放形式确实定应以保正零件均匀加热和冷却,且不造成有害缺陷的原则;装箱退火时,箱间距离应大于100mm。2装炉后需要检查零件与电热原件确无接触时,方可送电升温,在操作过程中,不得随意翻开炉门。3零件的升温速度主要根据化学成份,几何形状等因素来确定,对于高碳,高合金钢断面较大或形状复杂的零件,以及装箱退火零件,应采用低温装炉,加热到500550保温一段时间后再加热到规定的温度。4保温时间从炉温到达规定的温度算起,但装炉量大时,应适当延长,对于装箱退火,通常应增加23h。5对于易变形件,装炉时
12、应注意,支平放稳。5常见缺陷及解决方法:缺 陷 特 征产 生 原 因解 决 方 法硬度高,球化不完全,细片状碳化物多加热温度低或保温时间短。重新退火网状碳化物严重正火温度偏低;保温时间太短;冷速不够或退火温度超过Acm。加热到Acm以上温度后快冷到670以下空冷再重新退火。碳钢中自由石墨析出呈黑色断口退火时从1000缓冷时间太长或在760780停顿时间太长。报废三、火焰淬火工艺1准备工作1) 检查乙炔,氧气瓶的压力是否符合要求;2) 检查零件是否与图样及文件及工艺文件相符,外表不得有氧化皮、毛刺等;3) 适用于火焰淬火的材料是:含碳量在0.30.6%碳素钢最适宜,以及碳含量为0.30.5%的低
13、合金钢。在外表淬火前,为了获得良好的淬火质量,一般先进展正火和调质处理得到细晶粒的索氏体加铁素体或回火索氏体组织。2工艺规则1气体压力与流速:压力过低会造成淬火外表硬度过低,压力过大会引起火焰跳动,一般情况下氧气压力取0.50.8Mpa乙炔气的压力取0.0050.007Mpa;2混合气的比例通常为氧:乙炔 =1.1:11.57:1,这样即为中性火焰;3喷火器应与零件外表垂直,距冷却水的距离应为1040mm;4) 零件加热温度一般为880900,目测时呈现樱红色即可淬火;5) 对含碳量0.6%以下的碳钢用1525的水冷却,碳含量大于0.6%的碳钢和含铬及锰的低合金钢用3040的水与空气的联合冷却
14、,局部高合金钢可以空冷;6) 对于易产裂纹的工件,淬火后应及时回火;7) HS-1火焰淬火:中性焰,火焰长度1015mm距刃口边缘46mm,加热带812mm单喷嘴1220mm双喷嘴;氧气压力4969N/mm,乙炔压力4.96.9N/mm,可经火焰预热180200,11.5小时,淬火加温9001000目测;空冷,一般模具淬火后可用火焰回火,回火后外表硬度5060HRC,淬硬层34mm。 3常见缺陷及解决方法:缺陷特征产生原因解决方法淬裂原始组织不良;淬火温度高;加热冷却速度快;零件构造复杂。进展预先热处理;调整喷焰器的移动速度和距零件的距离;大型零件可先预热;改变冷却条件;零件淬火外表要防止尖角
15、,小孔。软点加热不够和冷却不充分;零件外表不清洁;局部有脱碳现象。严格控制温度均匀;保证水压稳定;淬火前应认真清理零件外表锈迹。硬度缺乏淬火温度低,冷却不充分。提高淬火温度;增加冷却速度。四、热处理工人自检要求:1热处理前仔细消化图纸和工艺要求,检查工件是否和图纸符合,零件外表有无裂纹等;2检查所用设备、仪表是否正常,能否满足工艺要求;3根据图纸要求和通用工艺标准确定零件的加热工艺参数温度、时间,并随时检查仪表显示是否符合预定工艺;4工件在热处理工艺完成后自检内容:1) 外观:在工件外表不能有裂纹及伤痕等缺陷,按热处理工件数量100%自检;2) 外表硬度:外表硬度自检一般安排在第一次回火后进展,按热处理工件数量大小进展抽检,检测方法按金属洛氏硬度试验法的规定进展,未抽检的工件,用刀100%检查;3变形:淬火、回火工件的变形应不影响以后的机械加工和使用,允许变形量见下表:材 料变 形 量D2、Cr12、Cr12MoV不大于0.5/400HS-1不大于0.3/40045不大于0.8/4004变形量采用平尺、塞尺组合测量;5对于有特殊要求的工件应进展金相检测、探伤检测。5自检过程中发现不符合图纸及工艺要求,应通知现场工艺员做出处理意见,不准许流入下工序。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
