《搪瓷内胆典型质量案例培训剖析PPT课件》由会员分享,可在线阅读,更多相关《搪瓷内胆典型质量案例培训剖析PPT课件(17页珍藏版)》请在装配图网上搜索。
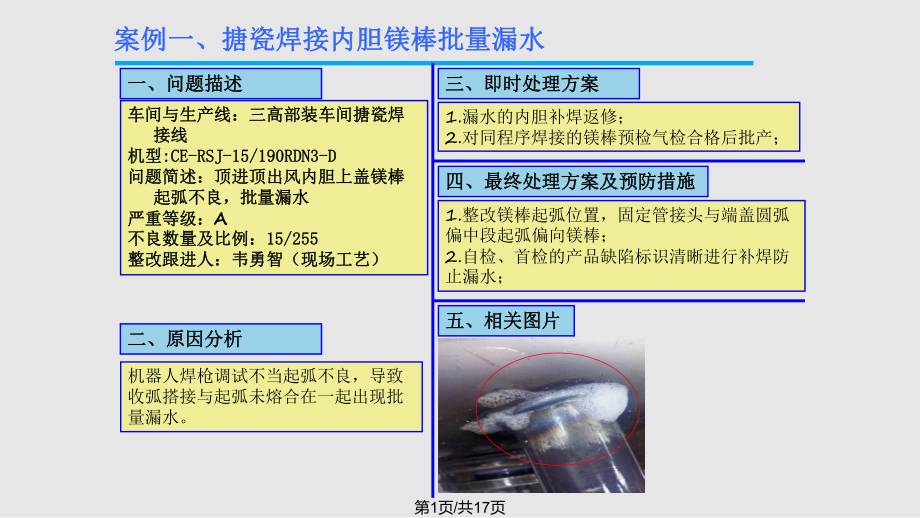
1、一、问题描述一、问题描述车间与生产线:三高部装车间搪瓷焊车间与生产线:三高部装车间搪瓷焊接线接线机型机型:CE-RSJ-15/190RDN3-D:CE-RSJ-15/190RDN3-D问题简述:顶进顶出风内胆上盖镁棒问题简述:顶进顶出风内胆上盖镁棒起弧不良,批量漏水起弧不良,批量漏水严重等级:严重等级:A不良数量及比例:不良数量及比例:15/25515/255整改跟进人:韦勇智(现场工艺)整改跟进人:韦勇智(现场工艺)二、原因分析二、原因分析三、即时处理方案三、即时处理方案1.漏水的内胆补焊返修;2.对同程序焊接的镁棒预检气检合格后批产;四、最终处理方案及预防措施四、最终处理方案及预防措施1.
2、整改镁棒起弧位置,固定管接头与端盖圆弧偏中段起弧偏向镁棒;2.自检、首检的产品缺陷标识清晰进行补焊防止漏水;案例一、搪瓷焊接内胆镁棒批量漏水案例一、搪瓷焊接内胆镁棒批量漏水五、相关图片五、相关图片机器人焊枪调试不当起弧不良,导致收弧搭接与起弧未熔合在一起出现批量漏水。第1页/共17页 案例分析: 1、为什么操作员工当时未检出镁棒焊缝收弧不良? 2、为什么气检员当时在检出连续2台漏水时未对巡检反馈? 3、发现连续漏水(同一部位2台以上)的时候应该要做哪些措施? 4、根据上述三个问题,请大家思考一下。第2页/共17页 案例分析: 1、操作员工缺乏自检意识,并没有养成良好的自检习惯,导致不良产品流出
3、;员工必须对本岗位生产的产品进行全检,下一工序的员工需对上一工序的产品质量复核。 2、气检员工缺乏异常问题反馈意识,对异常问题的处理方式缺少了解;气检员在发现异常时,需第一时间反馈给巡检,由巡检组织相关人员进行异常处理。 3、发现连续漏水时,气检员应该把信息反馈给巡检,巡检再把信息反馈给相关人员,相关人员对已下线的内胆进行检验,把有缺陷的内胆进行返修,返修合格后才进行气检。第3页/共17页一、问题描述一、问题描述车间与生产线:三高部装车间搪瓷焊车间与生产线:三高部装车间搪瓷焊接线接线机型机型: :BDR-RSJ-15/230RDN3-CBDR-RSJ-15/230RDN3-C问题简述:内胆上环
4、缝焊缝开裂,气问题简述:内胆上环缝焊缝开裂,气 检出现漏水;检出现漏水;严重等级:严重等级:A不良数量及比例:不良数量及比例:8/738/73整改跟进人:韦勇智(现场工艺)整改跟进人:韦勇智(现场工艺)二、原因分析二、原因分析三、即时处理方案三、即时处理方案1.2号焊机生产的内胆全部隔离标识待确认;2.停止2号焊机维修整改;四、最终处理方案及预防措施四、最终处理方案及预防措施1.工艺每月至少给焊工培训2次2.对现场的焊枪夹持工装进行检查与维修五、相关图片五、相关图片1.操作员工在焊接过程中没有及时调整走偏的焊枪,导致环缝焊偏而开裂2.环缝焊机的焊枪夹持工装松动,在焊接过程中容易出现焊枪走位第4
5、页/共17页 案例分析: 1、内胆上环缝开裂,代表是什么程度的质量缺陷? 2、如何去有效避免这种质量缺陷? 3、根据上述两个问题,请大家思考一下自己本岗位的实际操作是否正确?第5页/共17页 案例分析: 1、内胆上环缝开裂属于A类质量缺陷,是一个特严重的质量缺陷,若未检出,对客户来说是一个“定时炸弹” 2、操作员工要养成对设备关键零件重点维护,这些关键零件的好坏,直接影响着设备的性能,因此,发现有损坏的零件,需及时反馈给组长、工艺、维修;在设备带病作业时,若连续出现2台A类缺陷的,需及时反馈给巡检、组长等,并在必要时停机整改。第6页/共17页一、问题描述一、问题描述车间与生产线:三高部装车间搪
6、瓷焊车间与生产线:三高部装车间搪瓷焊接线接线机型机型:CE-RSJ-15/190RDN3-D:CE-RSJ-15/190RDN3-D问题简述:内胆桶身镁棒接头物料使问题简述:内胆桶身镁棒接头物料使用了用了190L190L容积整改的镁棒接头;容积整改的镁棒接头;严重等级:严重等级:A不良数量及比例:不良数量及比例:200/200200/200整改跟进人:韦勇智(车间工艺)整改跟进人:韦勇智(车间工艺) 二、原因分析二、原因分析三、即时处理方案三、即时处理方案1.将已下线的内胆进行标识隔离;2.相关人员制定相关的返修方案;四、最终处理方案及预防措施四、最终处理方案及预防措施1.物流需把每个作业号的
7、物料分开发至现场2.根据返修方案进行返修五、相关图片五、相关图片1.物流把两个作业号的物料一起发至现场,这两个物料在外观上看是一模一样的2.巡检在做完首检后,没有进行物料抽检第7页/共17页 案例分析: 1、为什么操作员工没有自检出台阶高度为2.5mm的管接头焊接在厚度为2mm的桶身上所出现的偏差? 2、为什么检验员没有检出管接头台阶高度在桶身上的偏差? 3、根据上述两个问题,请大家思考一下自己在实际操作过程中是否刚性执行自检?案例三、搪瓷焊接内胆桶身镁棒接头物料用错案例三、搪瓷焊接内胆桶身镁棒接头物料用错第8页/共17页 案例分析: 1、操作员工对自检内容不够了解,巡检必须对每个岗位的自检内
8、容认真宣贯,由组长把各个岗位的自检内容打印到现场 2、检验员的检验能力欠缺,巡检必须对每个检验员宣贯每个机型对应的检验内容,每周组织一次理论培训,每月模拟20台故障机,提高检验员的检出率案例三、搪瓷焊接内胆桶身镁棒接头物料用错案例三、搪瓷焊接内胆桶身镁棒接头物料用错第9页/共17页一、问题描述一、问题描述车间与生产线:三高部装车间搪瓷线车间与生产线:三高部装车间搪瓷线机型机型: :RSJ-15/190RDN3-CRSJ-15/190RDN3-C问题简述:内胆桶身搪瓷粉未烧熟;问题简述:内胆桶身搪瓷粉未烧熟;严重等级:严重等级:A不良数量及比例:不良数量及比例:50/50050/500整改跟进人
9、:韦勇智(现场工艺)整改跟进人:韦勇智(现场工艺) 二、原因分析二、原因分析三、即时处理方案三、即时处理方案1.将已下线的内胆进行标识隔离;2.相关人员制定相关的返修方案;四、最终处理方案及预防措施四、最终处理方案及预防措施1.由工艺组织对全体搪瓷线员工每月至少1次各岗位操作要求培训2.根据返修方案进行返修五、相关图片五、相关图片1.搪瓷内胆下线员工私自把链速调快2.预搪瓷的内胆没有进行彻底烘干后就直接烧结第10页/共17页 案例分析: 1、为什么操作员工能私自调整关键参数? 2、此次质量事故反映了什么问题? 3、根据上述两个问题,请大家思考一下!案例四、搪瓷内胆未烧熟案例四、搪瓷内胆未烧熟第
10、11页/共17页 案例分析: 1、操作员工缺乏责任心,没有严格要求自己执行工艺要求;管理人员没有给操作员工宣贯品质刚性精神,对作业参数执行要求没有严格对待,导致操作员工容易违反工艺禁令。 2、此次质量事故反映了目前东区的基础管理不到位,员工对工艺参数、品质刚性不够深入了解而执行怠慢。后期工艺与品质人员须对线上员工进行每月至少一次培训。案例四、搪瓷内胆未烧熟案例四、搪瓷内胆未烧熟第12页/共17页一、问题描述一、问题描述车间与生产线:三高部装车间搪瓷线车间与生产线:三高部装车间搪瓷线机型机型:RSJ-15/190RDN3-C:RSJ-15/190RDN3-C问题简述:睿泉问题简述:睿泉190L1
11、90L搪瓷内胆桶身大搪瓷内胆桶身大面积有钢砂面积有钢砂严重等级:严重等级:A不良数量及比例:不良数量及比例:10/20010/200反馈人:李来生反馈人:李来生整改跟进人:韦勇智(现场工艺)整改跟进人:韦勇智(现场工艺)二、原因分析二、原因分析三、即时处理方案三、即时处理方案1.桶身有砂的内胆隔离,重新打砂返搪瓷;四、最终处理方案及预防措施四、最终处理方案及预防措施1.恢复吸砂岗位,对所有内胆打砂后吸砂;2.摇砂岗位按照关键岗位进行监控;案例五、睿泉案例五、睿泉190L190L搪瓷内胆桶身有砂搪瓷内胆桶身有砂五、相关图片五、相关图片1.打砂后吸砂岗位取消;2.摇砂岗位员工摇砂操作不到位;3.新
12、员工上岗没有经过培训合格就直接上岗第13页/共17页 案例分析: 1、为什么要取消吸砂岗位? 2、由此拓展一下,若贸然取消某个岗位,会出现什么问题? 3、根据上述两个问题,请大家思考一下!案例五、睿泉案例五、睿泉190L190L搪瓷内胆桶身有砂搪瓷内胆桶身有砂第14页/共17页 案例分析: 1、由于班组缺人,在没有经过品质人员的同意下,取消吸砂岗位,导致内胆残留砂粒,搪瓷后出现搪瓷内胆桶身有砂。 2、新员工上岗时需经过工艺、品质、班组的相关培训,培训合格方能上岗。 3、贸然取消某个岗位,会给原本稳定的品质情况遭到破坏,容易发生批量质量事故。案例五、睿泉案例五、睿泉190L190L搪瓷内胆桶身有砂搪瓷内胆桶身有砂第15页/共17页做好细节,成就未来Thank you!第16页/共17页感谢您的观看。第17页/共17页
 搪瓷内胆典型质量案例培训剖析PPT课件
搪瓷内胆典型质量案例培训剖析PPT课件