 刚柔板阻焊桥脱落及浮空导致沉金渗金的专项改善质量改进一等奖
刚柔板阻焊桥脱落及浮空导致沉金渗金的专项改善质量改进一等奖

《刚柔板阻焊桥脱落及浮空导致沉金渗金的专项改善质量改进一等奖》由会员分享,可在线阅读,更多相关《刚柔板阻焊桥脱落及浮空导致沉金渗金的专项改善质量改进一等奖(12页珍藏版)》请在装配图网上搜索。
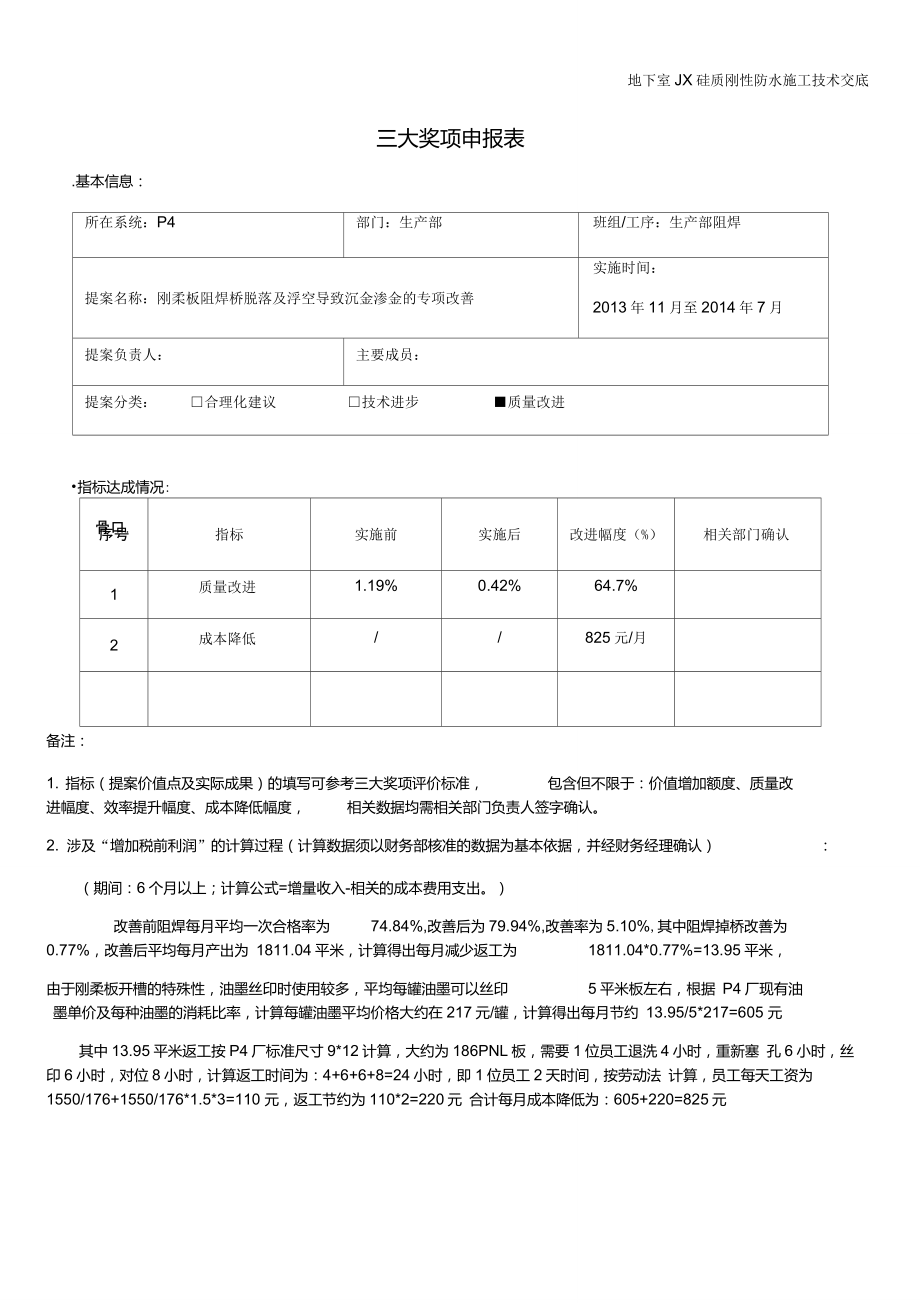
1、地下室JX硅质刚性防水施工技术交底三大奖项申报表.基本信息:所在系统:P4部门:生产部班组/工序:生产部阻焊提案名称:刚柔板阻焊桥脱落及浮空导致沉金渗金的专项改善实施时间:2013年11月至2014年7月提案负责人:主要成员:提案分类:合理化建议技术进步质量改进指标达成情况:骨口. 序号指标实施前实施后改进幅度(%)相关部门确认1质量改进1.19%0.42%64.7%2成本降低/825元/月备注:1. 指标(提案价值点及实际成果)的填写可参考三大奖项评价标准,包含但不限于:价值增加额度、质量改进幅度、效率提升幅度、成本降低幅度,相关数据均需相关部门负责人签字确认。2. 涉及“增加税前利润”的计
2、算过程(计算数据须以财务部核准的数据为基本依据,并经财务经理确认):(期间:6个月以上;计算公式=增量收入-相关的成本费用支出。)改善前阻焊每月平均一次合格率为74.84%,改善后为79.94%,改善率为5.10%,其中阻焊掉桥改善为0.77%,改善后平均每月产出为 1811.04平米,计算得出每月减少返工为1811.04*0.77%=13.95平米,由于刚柔板开槽的特殊性,油墨丝印时使用较多,平均每罐油墨可以丝印5平米板左右,根据 P4厂现有油墨单价及每种油墨的消耗比率,计算每罐油墨平均价格大约在217元/罐,计算得出每月节约 13.95/5*217=605 元其中13.95平米返工按P4厂
3、标准尺寸9*12计算,大约为186PNL板,需要1位员工退洗4小时,重新塞 孔6小时,丝印6小时,对位8小时,计算返工时间为:4+6+6+8=24小时,即1位员工2天时间,按劳动法 计算,员工每天工资为 1550/176+1550/176*1.5*3=110 元,返工节约为110*2=220元 合计每月成本降低为:605+220=825元三.周边评价(申请部门仅需填写序号及评价部门两列即可)序号评价部门(班组)评分(0-100分)建议或意见评价人1P4电测95此方案实施后电测修理明显减少, 合 格率明显提高2P4 QA92因阻焊问题导致渗金短路缺陷有明 显减少3P4调度94因掉桥返工导致的拖期
4、明显减少备注:周边评价部门为该提案实施以及应用中相关关联部门四审核意见(详细内容请参阅总结报告):部门意见:1.指标达成情况:目标达成口目标部分达成目标未达成2.转化成熟度:无须形成规范成果尚未形成规范或检验中成果已形成临时规范成果已形成正式规范,局部需改进成果已形成正式规范运行持续有效3.创新性评价:公司内领先口行业内国类领先行业内全球领先改进型创新口根本型创新3.其余说明与意见:签名:日期:系统意见:签名:日期:刚柔板阻焊桥脱落及浮空导致沉金渗金的专项改善总结报告1.背景由于刚柔板的特殊性,板面易出现凹凸不平,特别是开槽边缘,凹陷非常深,因此非常容易造成阻焊气 泡或阻焊曝光不良等缺陷,阻焊
5、显影后就形成了阻焊桥浮空现象,而后阻焊桥浮空问题导致的沉金后渗金短 路和表面处理后掉桥现象就随之而来了,其中也多次造成批量报废和批量返工,如批量板4V050RFB前期生产过程中屡次出现电测时批量短路现象,经分析为阻焊桥渗金造成短路现象,需要返工修理加补桥,由于修 理不良,导致部分焊盘刮伤,形成批量报废(22.26 ft 2),严重影响工厂的品质合格率及相关的产品进度,特别是问题板的处理,需要安排人员修理或返工套印等更是造成成本的严重浪费,鉴于此,阻焊桥掉桥及渗金 问题的改善刻不容缓。2.目标在现有的条件下,找出最优的生产操作方法,减少直至杜绝出现批量阻焊掉桥及渗金问题。3.过程实施阶段分析内容
6、计划完成时间1.信息收集收集9-11月份阻焊掉桥及渗金问题, 对其进行统计,数据 汇总11月1日至8日2.原因分析对工程设计、工艺流程、生产操作等因素进行分析,找出 造成掉桥及渗金问题的因素11月8日至30日3.试验解决A.针对某款有代表性的板, 进行实验跟进,寻找造成问题 的原因及改善方法2014年1月2日至30日B.查找工程设计,减少因设计问题造成的阻焊桥结合力不 良2014年2月2日至28日C.油墨(显影后到固化前)时间管控2014年3月17日至28日4.结论根据现有的条件,找出可以解决掉桥及渗金的方法、给出 相应的工程设计与生产操作规范3月1日5.措施制定根据结论制定相应措施4月1日6
7、.生产验证跟进生产板,验证其可行性持续跟进7.制定规范制定工序操作规程及其监控措施/3.1信息分析统计9-11月份 阻焊掉桥及渗金异常板,其中9-11月份阻焊掉桥批次分别为 22次、11次、13次,不良率为1.77%、0.90%、0.89%,平均不良率为1.17%,具体数据见附件一。3.2原因查找通过实验分析及与供应商沟通,发现阻焊掉桥及渗金主要受以下几方面影响:a、 油墨丝印后低温预烤时, 底部油墨未充分预烘(特别是丝印的第二面),导致显影时底部油墨易冲掉, 形成阻焊桥浮空;b、阻焊桥三面悬空(即阻焊桥只有一端与其他阻焊相连,另一端未与其他阻焊相连)设计时,由于三 面undercut存在,阻
8、焊桥与基材结合力差,容易产生掉阻焊桥;c、 供应商建议油墨丝印曝光后,为避免阻焊层与铜层间出现水分,影响结合力,建议应在24H小时内 完成终固化。3.3试验解决3.3.1针对某款有代表性的板,进行实验跟进,寻找造成问题的原因及改善方法通过对网版目数、丝印方法、显影速度、及曝光能量、预烘时间等方面进行调节参数实验,发现影响结 合力的主要因素为预烘时间,预烘时间越短,越容易掉桥,并且桥越小的板更容易受影响,如果增加预烘时 间可以有效解决这个问题,具体实验跟进,见附件二。而在我们的生产规范当中,只对预烘时间进行了初步规定(第一面预烘22min,第二面预烘32min),对不同类型板生产操作顺序也未做规
9、范,经过试验认证,在不影响生产效率的前提下,只需要员工对产品进行 简单识别,丝印前进行判断先印面向,即可大大降低掉桥风险,见截图(更新后规范图片)。5. 3.1.3 WPI焊桥板生产方式:卩5 3,1.3. 1単面有阻烷桥的一E?&出LN 3双面有固懿取枫忧先印腆懸址(如4五1阻厚桥),基貌是甌懸更的一面(双面廳乜fc样) *3.3.3优化工程设计,减少因设计问题造成的阻焊桥结合力不良在之前汇总的问题板里面,我们发现其中有部分板件,3M拉扯比较容易掉桥,那就是阻焊桥3面悬空设计的板,每个阻焊桥顶部位置由于3面undercut存在,容易被显影掉桥或 3M胶带拉扯掉桥,发现这个问题后,我们及时对工
10、程制作规范进行了补充,详细内容见附件三。332油墨(显影后到固化前)时间管控由于刚柔板的特殊性,为防止烘烤时开槽位置爆板,导致分层,阻焊显影检查后须进行开盖流程,方才 能进行固化,这样一来势必会出现板件在开盖流程停留现象,随即我们跟供应商进行了联系,供应商建议油墨丝印曝光后,为避免阻焊层与铜层间出现水分,影响结 合力,建议应在24H小时内完成终固化,鉴于此,我们及时对阻焊停留时间进行了管控规定,具体规范见附件四:4. 总结4.1创新性阻焊丝印工艺流程在 PCB亍业运行是比较成熟的,但在刚柔板领域工厂并未进行专门的研究,未有提出 根据产品结构选择丝印面向先后的,以及对阻焊桥特殊位置进行优化设计和
11、阻焊时间管控。因此本提案是工 艺改进创新,在公司范围内属领先。4.2持续性从13年12月份全面实施改善后,阻焊掉桥现象明显减少,并且呈持续下降趋势4.3应用转化情况生产操作方面由于运行良好,在 14年4月份统一加入了阻焊工艺规范内,工程设计方面的改善/及时间管控措施的执行一直以内部联络单的方式运行,计划在明年初完成加入相应规范。4.4目标总体达成情况从13年12月份推行改善以来,由之前平均每月1.17%的不良批次率,降到如今的 0.42%不良批次率,并且呈持续下降趋势,总体目标基本达成。5. 经验教训及后续改进计划1、在改善过程中,深入分析不够,很多地方只关注了表面现象,这也导致多次试验不成功
12、,浪费人力 物力,后续分析需要从人、机、物、法、环各方面做系统的分析,2 、措施落实过程中,员工理解存在误差,在培训方面有所欠缺,需要后续多磨练。6. 相关附件及证明材料。附件一:改善前后阻焊掉桥一次合格率数据统计表附件二:阻焊桥改善实验测试结果附件三:内部联络单一一关于阻焊桥悬空设计规定附件四:内部联络单一一阻焊未固化板时间管控规定附件一:改善前后阻焊掉桥缺陷品质数据统计表(渗金板未做区分)阻焊掉桥板信息汇总月份掉桥批次生产批次缺陷率2013年9月2212401.77%2013年10月1112160.90%2013年11月1314650.89%2013年12月715190.46%2014年1
13、月711640.60%2014年2月811650.69%2014年3月715040.47%2014年4月514730.34%2014年5月516430.30%2014年6月314880.20%2014年7月516460.30%缺陷率2.00%0.00 处1.80%1.601.40%1.20%1.00% Q.SG-Xt O.G0X.0.40%0.20%表一:13年9月至14年7月阻焊掉桥比例统计图表阻焊掉桥数据统计日期生产型号检验总数缺陷总数合格 率缺陷UNIT数缺陷名称9月3日2V058YMA1A040400%480掉阻焊桥9月4日6S01A06M6A0660%6掉阻焊桥9月6日2V2A7DY
14、90B11601690%64掉阻焊桥9月7日4V2642SP2A020200%80掉阻焊桥9月9日GC10700R0A2110%1掉阻焊桥9月9日CX09R00D6A0880%16掉阻焊桥9月11日CX09R00D6A012120%12掉阻焊桥9月11日6V0050WZ2C148480%192掉阻焊桥9月11日2V2MY00B1A048032033%320掉阻焊桥9月13日6V0110QQ2A448480%96掉阻焊桥、过孔上锡9月13日6V2XC0012B038380%76掉阻焊桥9月14日6V2XC0012B038380%48阻焊掉阻焊桥9月15日2V2P60030A1358437889%
15、378掉阻焊桥9月15日6V2G70DS2A0161225%12掉阻焊桥桥9月16日4V050RFB2A036360%288掉阻焊桥9月16日4V050RFB2A036360%288掉阻焊桥9月16日4V050RFB2A036360%288掉阻焊桥9月17日4V01602Y0B190397%6掉阻焊桥9月20日2V2MY00B1A0882473%24掉阻焊桥9月25日3V2J4C0X3A010100%100掉阻焊桥9月28日4V17904P2B0144894%16掉阻焊桥9月30日6V02900J2C196960%96掉阻焊桥10月4日6V2UC0032A016160%48掉阻焊桥10月4日4
16、E01HCJ32B012120%240掉阻焊桥10月6日4V050RFB2A0721875%72掉阻焊桥桥10月5日6A9X701U2A012120%12掉阻焊桥10月10日2V3UY00A1A0962475%24掉阻焊桥10月15日4C0577D42A32402400%1200掉阻焊桥、金面色差10月17日4V2JH05I2C124240%96掉阻焊桥10月22日6G00Q01T4C412120%12掉阻焊桥10月22日6V005XDW2AC14140%196掉阻焊桥10月29日6V0581HC2A016160%16掉阻焊桥10月30日9V2FE0039A020200%20金面不良、掉阻焊桥
17、11月1日4V2JQ00S2A0880%40掉阻焊桥11月2日6V29U11N2A02402400%240掉阻焊桥11月6日4V2FE0080C156560%112掉阻焊桥11月7日6V29U11N2A04804800%480掉阻焊桥11月8日4V0060D10A050412076%120掉阻焊桥11月9日4V0060D10A050412076%120掉阻焊桥11月9日4V002B6C2A11322482%48槽边掉阻焊桥11月11日5V1940063B060600%300掉阻焊桥11月14日4V050RFB2A056560%336掉阻焊桥11月14日4V050RFB2A056560%336掉
18、阻焊桥11月19日6V0110QQ2C052296%4槽边掉阻焊桥11月27日2V2MY00A1B02242489%20掉阻焊桥11月27日2V2MY00A1B02242489%24掉阻焊桥附件二:阻焊桥改善实验测试结果00m羊輒T R 附二汕加.n盤丿嬲 各脈:5.3an1. &OI:lu.i汕血11期W醐上m 師册:购】織LFi/口WIS42FBL禅ok阳,MW1帶莎MOtfTSim种HT 舔難阐恼1时血jSra确權翊tJ片侃01仙E 孑&护讪 实魏椭莎 制k 伽W?: 押我爛1讪口3T11攏 禅 曲 那瞬瑕B5M片1/珂祁島琳 那 恤卿麵 网瞬咖Lfr/iJi2FML1FJK雖1M rt
19、i彌删册/4Ofeit 科勰 iEl鞭电5隊融勺甥血刼dt福鹘恿琵为檯沁Qtiifc新麗催斟跳却執h騎删看辩麵嘶凄霧吨翱帥讪帕 為酗麟刪ffiU歸上勰乳诵魁斃劉依磁蹴相新鵬氏翅錮槪釧熾臟3熾貓呦阿E椿利怖駆,鳩昵戢陥醋护鳞卡那朗脯加脚棉祥蚩埒印隔制期輔穌疏 M二甑姓唯谨匏轎 进軸表面程肘好iflJJWfSHO,耶滸生-立9JM-湖:航嚥我輒厳斜觀日翔呈燥欝腱觀瞄碾潮匙删第M)*号鯉场颛痂阳對鴻超昨錮血 wmsiim麹莊霸aw讎翳起乎檢気二新科1織曲删烘删awi8r打嬉樹歸保锂鴻 赭祖浙襯縮 廊龍也蚯刪醯 酣穩ff熾)卜 三劇癡msJlAmt綺賈电刖4iiM. 8vd(hrT5i丄itm【 带和 區ii常姐生 鬥JQi.iiSjhiin/155驱SvQOiT5in卿HI血罪 曲al x刖二灵 :h曲Sljiir.lnta/IftfSS3彩EuOCjrT5ntwm 嗨一 s?hi 胎(W户GCiiir.Lfa/nn耻 民沉 鈿 欣制1114- 6ufb 丈临2C- ?伽*W.1卜伽lHBaLlOmSak縱;“讷炉请询翡曲劉解ilits加鬻軸鼠博 就豁氣2疑怖鬲押就醮财前F踰耳【鞅饲誠册KS膽淞;I魁襟勦b耳赭出掰輸粧宴駆山琳可瞰槪黯册亦g賦,珈撤加妊制tm鼬劉诜躺哄除舸龍渝淀很动敎 載嘉韻朗12幻):页脚内容12
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
