 ASME射线评片要点
ASME射线评片要点

《ASME射线评片要点》由会员分享,可在线阅读,更多相关《ASME射线评片要点(6页珍藏版)》请在装配图网上搜索。
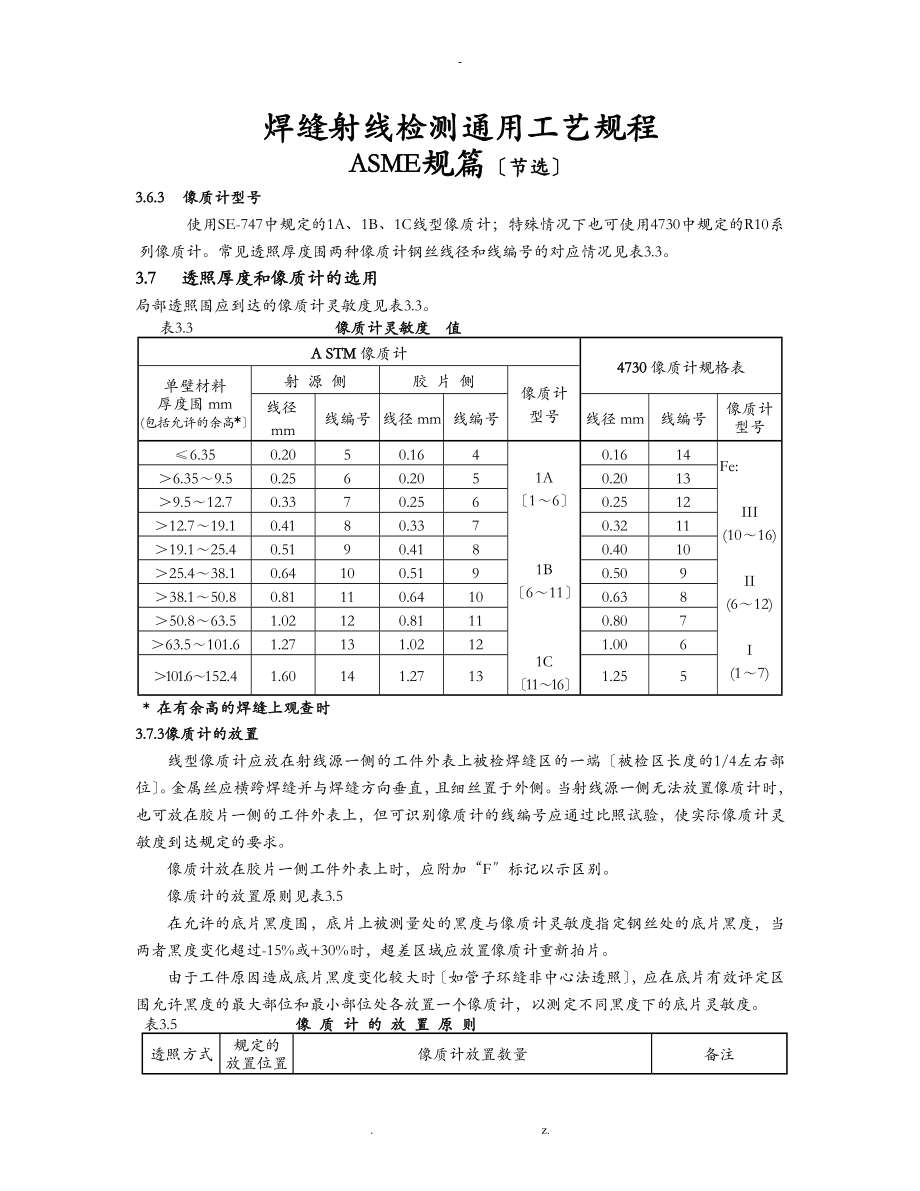
1、-焊缝射线检测通用工艺规程ASME规篇节选3.6.3 像质计型号使用SE-747中规定的1A、1B、1C线型像质计;特殊情况下也可使用4730中规定的R10系列像质计。常见透照厚度围两种像质计钢丝线径和线编号的对应情况见表3.3。3.7 透照厚度和像质计的选用局部透照围应到达的像质计灵敏度见表3.3。表3.3 像质计灵敏度 值A STM像质计4730像质计规格表单壁材料厚度围mm(包括允许的余高*射 源 侧胶 片 侧像质计型号线径mm线编号线径mm线编号线径mm线编号像质计型号6.350.2050.1641A161B6111C11160.1614Fe:III(1016)II(612)I(17)
2、6.359.50.2560.2050.20139.512.70.3370.2560.251212.719.10.4180.3370.321119.125.40.5190.4180.401025.438.10.64100.5190.50938.150.80.81110.64100.63850.863.51.02120.81110.80763.5101.61.27131.02121.006101.6152.41.60141.27131.255* 在有余高的焊缝上观查时3.7.3像质计的放置线型像质计应放在射线源一侧的工件外表上被检焊缝区的一端被检区长度的1/4左右部位。金属丝应横跨焊缝并与焊缝方向
3、垂直,且细丝置于外侧。当射线源一侧无法放置像质计时,也可放在胶片一侧的工件外表上,但可识别像质计的线编号应通过比照试验,使实际像质计灵敏度到达规定的要求。像质计放在胶片一侧工件外表上时,应附加“F标记以示区别。像质计的放置原则见表3.5在允许的底片黑度围,底片上被测量处的黑度与像质计灵敏度指定钢丝处的底片黑度,当两者黑度变化超过-15%或+30%时,超差区域应放置像质计重新拍片。由于工件原因造成底片黑度变化较大时如管子环缝非中心法透照,应在底片有效评定区围允许黑度的最大部位和最小部位处各放置一个像质计,以测定不同黑度下的底片灵敏度。 表3.5 像 质 计 的 放 置 原 则透照方式规定的放置位
4、置像质计放置数量备注单壁透照射线源侧中心法周向整圈环缝至少在整圈环缝上等间隔地放置4个像质计。源侧无法放置像质计时,允许加“F标记放置在胶片侧,但应做比照试验证明所到达的灵敏度,且应在检测报告中注明。如果在别离试块上放置像质计,别离试块应放置在尽可能靠近工件的位置,其射线照相性能应与受检材料相似,在底片上与受检材料的黑度公差要得到满足。长度120的局部环缝至少放置3个像质计,分别位于长度的两端和中央;有纵缝相接时在每条纵缝的远端各放置一个像质计。中心法全景整圈环缝至少在整圈环缝上等间隔地放置4个像质计。长度120的局部环缝至少放置3个像质计,分别位于长度的两端和中央;有其它焊缝相接时在每条焊缝
5、的远端各放置一个像质计。其它原则上每底片都应有像质计的影像。双壁单影胶片侧每底片上都应有像质计的影像双壁双影应放置在射线源侧每底片上都应有像质计的影像一次曝光连续排列的多胶片根据透照方式确定至少在第一、中间一、最后一胶片处各放置一个像质计。3.7.4像质计的观察在底片上黑度均匀的部位能够清晰地看到长度不小于10 mm的连续金属丝影像时,则认为该金属丝是可被识别的。搭接标记的安放位置见表3.6表3.6 搭接标记的安放位置工件形状透照方式焦距 F搭接标记位置平板或纵焊缝单层透照任意射线源侧曲面透法F半径胶片侧单壁外透法任意射线源侧双壁透照法F直径胶片侧3.9.3 几何不清晰度规定几何不清晰度由下式
6、决定:式中: Ug几何不清晰度,mm;d 焦点尺寸,mm;b工件厚度,mm;F焦距,mm。表3.9几何不清晰度规定值材料厚度 mmUg的最大值 mm50.80.5150.876.20.7676.2101.61.02101.61.783.9.4 焦距F、一次透照长度 L3 和最少透照次数 N 的计算3.9.4.1 纵缝透照平板状工件最小焦距Fmin由下式确定:最少透照次数Nmin:不设定,所需透照次数按底片黑度进展控制。在可以实施的情况下,应尽可能采用单壁透照技术。为了证实能充分覆盖,应进展足够次数的曝光3.9.4.2 环缝透照a. 小径管(管子外径Do89mm)双壁双影透照最少透照次数Nmin
7、:1. 椭圆成像:Nmin=每个接头至少要进展二次互成90的曝光。2. 垂直成像:Nmin=每个接头至少要进展三次互成60或120的曝光。b. 双壁双影透照时的最小焦距Fmin:不同规格的小径管其透照时的最小焦距应不小于表3.9中的数值。为便于现场使用,b可近似看成管子外径Do,而f (焦点到工件外表的距离)则用b的倍数来表示,焦距 Fmin = f+b。(表中b未包括余高,如准确计算则 b=DO+双侧余高。)表3.10局部小径管双壁双影透照时的最小fb(管子外径Do+双面余高f焦点22mm焦点2.52.5mm焦点33mm1/2(21+4mm)8.2Do(171mm)10.2Do(214 mm
8、)12.2Do(257 mm)3/4(27+4mm)7.3Do(198 mm)9.1Do(247 mm)11.0Do(296 mm)1(33+4mm)6.7Do(222 mm)8.4Do(278 mm)10.1Do(334 mm)1 1/4(42+4mm)6.1Do(257 mm)7.7Do(321 mm)9.2Do(386 mm)1 1/2(48+4mm)5.8Do(279 mm)7.3Do(349 mm)8.7Do(419 mm)2(60+4mm)5.3Do(320 mm)6.7Do(401 mm)8.0Do(481 mm)2 1/2(73+4mm)5.0Do(363 mm)6.2Do(4
9、53 mm)7.4Do(544 mm)3(89+4mm)4.6Do(411 mm)5.8Do(514 mm)6.9Do(617 mm). 除小径管双壁双影外其它环缝透照:按透照方式可分为以下五种,在满足几何不清晰度要求的情况下其最少透照次数分别为:1. 环缝单壁外透法:按-15%+30%控制底片的最大和最小黑度,确定最少透照次数。2. 环缝透法: F=R 中心法R半径透照次数1次。按-15%+30%控制底片的最大和最小黑度,确定最少透照次数。偏心法, FR FR3. 双壁单影法:至少进展三次互成120的曝光。3.9.4.4底片有效长度底片有效长度应小于底片实际长度,连续透照时底片两端应各留出2
10、0mm作为搭接长度。3.11.4.1 底片黑度应符合表3.12的要求。表3.12 底片黑度围射线种类底片黑度 D黑度计黑度读数公差单片观察叠合观察*射线1.8D4.0单 D1.3叠合 D4.00.05射线2.0D4.0允许的底片黑度变化:在规定的最大/最小允许围,与像质计规定线处黑度相比其变化超过-15%或+30%的超差区域,应另加像质计重新拍片;或在黑度最大和最小的部位附近各放置一个像质计以评价不同黑度下底片的灵敏度情况。3.12焊缝缺陷等级评定长宽比小于或等于3的缺陷定义为圆形缺陷。它们可以是圆形、椭圆形、锥形或带有尾巴在测定尺寸时应包括尾巴等不规则的形状。缺陷的种类包括气孔、夹渣和夹钨等
11、。长宽比大于3的缺陷定义为条形缺陷,包括气孔、夹渣和夹钨等。焊缝缺陷等级评定见表3.13、表3.14、3.15和表3.16。 3.12.1 焊缝缺陷评定之一表3.13ASME-VIIIUW-51、UW-52、附录4规定缺陷种类全部检验局部检验裂纹、未熔合、未焊透不允许不允许条形缺陷单个显示单壁厚度 mm允许值 mm单壁厚度 mm允许值 mmt19.16.3t9.56.319.1t57.2 1/3 t9.5t28.7 2/3 tt57.219.1t28.719.1成一直线分布的密集显示12t焊缝长度缺陷累计长度不得大于t,但相邻缺陷间的间距超出6L者除外。(L为该群显示最长缺陷的长度6t焊缝长度
12、缺陷累计长度不得大于t,但相邻缺陷间的间距超出3L者除外。(L为该群显示最长缺陷的长度,对长度缺乏6t的焊缝,其显示长度总和限额,可按比例推算,最小以单个显示为允许值。圆形缺陷不记作缺陷的显示单壁厚度 mm显示尺寸 mm圆形缺陷不是合格与否的因素,可不进展评定。t3.2t /10 3.2t6.40.46.4t510.8t511.6圆形显示的最大尺寸相邻显示间距25.4mm时相邻显示间距25.4mm时t51mmt /3或6.4 mm中的较小者t /4或4 mm中的较小者10 mm线状排列的圆形显示在12t焊缝长度显示的各直径(各组)的总和不得大于t密集性的圆形显示t3.2 mm时:在152mm焊
13、缝长度圆形显示的数量不得超过12个;焊缝长度152mm时,允许显示的数量成比例地减小。密集性显示的长度不得超过25mm或2t中的较小者;有一群以上密集性显示时,其密集性显示群的长度之和在152mm焊缝长度上不应超过25mm.(注:以密集性显示群的边界作为其显示长度)注:t为除去余高后的焊缝厚度,对接焊缝两侧壁厚不相等时,取薄的厚度。 假设全焊透焊缝包含角焊缝,则该角焊缝的厚度应计入t。3.12. 2 焊缝缺陷等级评定之二表3.14 ASME-B31.3表341.3.2A规定100%检验,剧烈的循环条件缺陷种类环形和斜接焊缝纵焊缝(包括直缝和螺旋缝)支管焊缝(包括支管和翻边接口的受压焊缝)角焊缝
14、(包括承插焊、密封焊、平焊法兰、支管补强和支承件的连接焊缝)裂 纹不允许不允许不允许不允许未熔合不允许不允许不允许不允许未焊透不允许不允许不允许不适用圆形缺陷同ASME-VIII的全部检验同ASME-VIII的全部检验同ASME-VIII的全部检验不适用条形缺陷单个长度TW/3TW/3TW/3不适用单个宽度2.4mm并TW/32.4mm并TW/32.4mm并TW/3不适用累积长度在任何12 Tw焊缝长度Tw在任何12 Tw焊缝长度Tw在任何12 Tw焊缝长度Tw不适用外表缺陷夹钨或条形显示的外表气孔或外露夹渣:公称厚度5mm时不允许存在。咬 边不允许不允许不允许不允许根部凹陷接头总厚度(包括焊补缀强)应Tw不适用外表余高或凸起对于坡口焊缝,高度是从其两侧外表所测得的较小者;对于角焊缝,高度是从理论焊缝厚度测得,凸起不适用。Tw .mm高度 mmTw .mm高度 mmTw .mm高度 mmTw .mm高度 mm6.41.66.41.66.41.66.41.66.4Tw12.73.26.4Tw12.73.26.4Tw12.73.26.4Tw12.73.212.7Tw25.44.012.7Tw25.44.012.7Tw25.44.012.7Tw25.44.025.44.825.44.825.44.825.44.8注:Tw是对接接头中两个连接件厚度较薄者的公称厚度。. z.
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
