 中厚板热处理工艺设计技术规程
中厚板热处理工艺设计技术规程

《中厚板热处理工艺设计技术规程》由会员分享,可在线阅读,更多相关《中厚板热处理工艺设计技术规程(20页珍藏版)》请在装配图网上搜索。
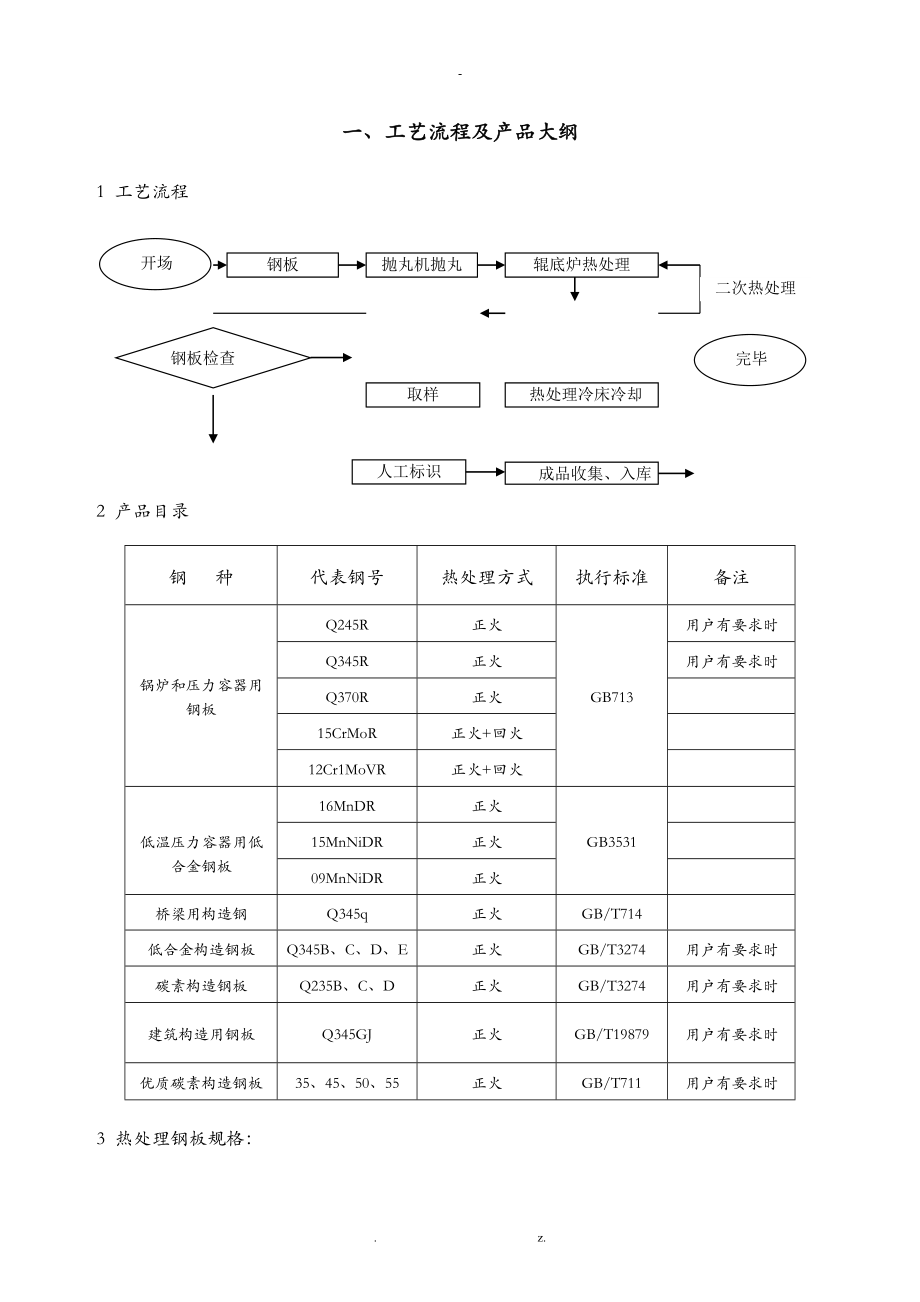
1、-一、工艺流程及产品大纲1 工艺流程开场二次热处理辊底炉热处理抛丸机抛丸钢板完毕成品收集、入库人工标识钢板检查取样 热处理冷床冷却2 产品目录钢 种代表钢号热处理方式执行标准备注锅炉和压力容器用钢板Q245R正火GB713用户有要求时Q345R正火用户有要求时Q370R正火15CrMoR正火+回火12Cr1MoVR正火+回火低温压力容器用低合金钢板16MnDR正火GB353115MnNiDR正火09MnNiDR正火桥梁用构造钢Q345q正火GB/T714低合金构造钢板Q345B、C、D、E正火GB/T3274用户有要求时碳素构造钢板Q235B、C、D正火GB/T3274用户有要求时建筑构造用钢
2、板Q345GJ正火GB/T19879用户有要求时优质碳素构造钢板35、45、50、55正火GB/T711用户有要求时3 热处理钢板规格:680 mm 15003300 mm 600018000 mm最大单重:12.5 t4 热处理生产能力钢板的正火或钢板的高温回火,年处理量20.5万吨,其中正火钢板19万吨/年;回火钢板1.5万吨/年。二 抛丸清理区域工艺技术操作规程1、抛丸清理区域主要设备及性能1.1 抛丸清理机总体性能参数前后输送辊道速度(变频调速) 1.56.0 m/min抛丸清理速度:2.06.0m/min,正常除锈质量等级:A-B Sa2.5级 (GB8923-88或ISO8501-
3、1,1988)处理后钢板外表粗糙度:Ra12.5-25m除尘风量:39, 500 m/h使用弹丸规格:1.01.2 mm (钢丝切丸或铸钢丸)弹丸初次参加量:25t装机功率:约660 KW压缩空气耗量约:5.56.5m3/min压缩空气压力*围:0.40.6 MPa1.2 抛丸清理机前上料、机后输送辊道:辊子型式空心辊,壁厚30mm输送速度120m/min辊子尺寸3503500 mm辊子数量上料:31根;机后输送:31根辊距1000 mm驱动电机功率4 KW1.3 抛丸室输送辊道:辊道驱动方式电机直联传动辊道间距607 mm电机功率0.75KW耐磨辊道护套寿命10,000小时耐磨护套每节长度5
4、20mm耐磨护套材质20CrMnMo辊子数量13耐磨辊道数量 4个1.4 抛丸除锈系统室体耐磨护板材质高锰钢板/高耐磨铸铁护板双层护板防护室体耐磨护板寿命8000小时单台抛丸量750 kg/min单台功率55 kW数量8个叶片寿命500小时1.5 丸料清扫系统对钢板的清理采用二级清扫加二级风吹的方式:一级滚扫采用传统的高强度尼龙滚刷+收丸螺旋的方式;二级横扫采用钢丝侧刷+压轮方式,清扫大量弹丸;一级风吹采用高压风机在清扫室内吹丸。二级风吹采用高压空气在清扫室进展吹丸。收丸螺旋机螺旋叶片材质16Mn直径mm300收丸量t60驱动功率kw4.0螺旋转速rpm56滚扫机构滚扫直径mm900奥斯本进口
5、电机功率kw7.5滚刷转速rpm60升降减速机功率KW2.2钢丝刷横扫装置提升高度200mm美国潘邦技术行走减速机功率7.5KW提升减速机功率3KW吹丸风机风机型号电机功率KW45数量个1吹丸升降功率KW31.6 丸料循环系统纵向回收螺旋输送机输丸量t/h360功率KW22转速r/min58横向回收螺旋输送机输丸量t/h360功率KW22转速r/min58加料料斗(弹丸补充器)安装位置标高+200mm,提升机侧部尺寸大小mm100010001000幕帘式别离器别离能力t/h360功率KW22转速rpm52别离形式气动自动调节满幕帘流幕式多级风选斗式提升机提升量t/h360传送带速度m/s2.0
6、功率KW30转速r/min47皮带材质聚脂线芯(耐高温)1.7抛丸器抛丸器布置方式线形布置,消除应力、提高效率型号200-RK转速1870r/min数量8叶片数量88材质Cr20s电机功率55KW转速1480r/min叶轮材质20CrMnMo寿命叶片500hr叶轮4000hr1.8 除尘系统除尘器型号DFT4-48唐纳森型号滤材Ultra-Web滤材外形尺寸长*宽*高mm508021594115滤筒数量个48过滤面积m21100自清洗方式定时脉冲反吹烟尘排放浓度mg/m38风机功率KW45风压Pa2000流量m3/h37500转速r/min1000噪音dBA85压缩空气要求0.55 m3/mi
7、n 6.2-6.9公斤1.9 气控系统工程耗量压力要求压缩空气3.0米3/h压力和流量满足要求外,必须除去其中的杂油、灰尘和水分等。1.10 起重设备设备名称安装地点简要性能数量16+16t电磁挂梁起重机热处理跨A7 Lk=27.5110+10/50t电磁挂梁起重机热处理跨A7 Lk=27.512 抛丸清理机的工艺操作规程2.1抛丸清理运行方式的选择运行方式分为自动和手动两种方式。自动方式为总操作台上自动/手动转换开关位于自动位置,按压自动起动按钮后,抛丸机按PC内预定程序顺序起动。在进展完毕时,按压自动停顿按钮后,抛丸机的电气设备将顺序关机。手动方式为自动/手动转换开关位于手动位置,操作人员
8、可按照预处理的要求,分别按压相关的起动停顿按钮,来控制电气设备的工作状态。如从手动转为自动运行时,要保证抛丸机和辊道上没有钢板,然后将转换开关扳向自动位置,进入启动自动开机程序。在手动和自动方式中,操作人员均可通过观察模拟屏上设备的运行状态的显示,来判断抛丸机的工作状况。2.2 钢板抛丸清理工艺规定2.2.1 按炉批进展钢板抛丸清理,严禁混炉混号。2.2.2 钢板的摆放吊板放在抛丸机前上料辊道上一定要放正,使其摆放在上料辊道的中间位置。钢板之间需保持一定的距离。当钢板是逐片进线时,间隔为相继钢板首尾之间的距离。2.2.3 抛丸时要根据技术要求设定辊速,严禁抛丸过程变速传送钢板。检查抛丸后外表质
9、量,假设发现除锈不够要通知维修人员和工艺人员检查,加丸或者改变辊速;假设出现抛丸区域不均匀,则通知维修人员检查抛丸器叶片,或者检查测量装置是否故障,并对钢板进展再次抛丸处理。抛丸机运转过程中,岗位操作人员和设备点检人员要注意观察和检查设备运转是否有异常信号、声音和动作并及时处理。2.2.4 为保护滚刷和横刷装置的刷毛,钢板上料温度不得超过150。2.2.5 钢板进抛丸机前需检查其外表有无杂物、渣瘤和外表质量。如有杂物、渣瘤需清理干净前方可进展抛丸处理,如外表质量不合格则不能进展抛丸处理。2.2.6 钢板抛丸和上料、机后运输辊道运行时,严禁站到钢板上进展作业。2.2.7 每班要检查别离器料斗丸料
10、是否均匀。2.3 钢板抛丸清理操作要求2.3.1检查除尘系统的排气、除尘效果和工作状况是否正常,尤其要留心观察除尘器滤筒或除尘灰是否自燃、着火,出现故障及时通知设备维修人员处理。2.3.2 抛丸机运转时严禁靠近抛丸机室体平安距离应离抛丸机室体2米外或进展丸料添加、卫生清扫及检修维护等作业。抛丸机运行时不准任何人进入抛丸机下部。2.3.3除事故、故障停机检修外,因抛丸机运转时振动大、粉尘多和磨损快,要求每日白班安排时间1小时左右进展设备检查维护包括机械和电气,重点为设备紧固、润滑、调正等以及卫生清扫,确保设备稳定正常运行。2.3.4检修时一定要切断总电源,并悬挂有严禁合闸,设备检修等字样的标志牌
11、。2.3.5假设发生断路器跳闸或堵料,PLC随时报警,并切断供丸回路,以防止事故扩大。2.3.6当出现紧急事故时迅速按下事故紧急停顿按钮,防止事故扩大。紧急按钮按下时,严禁未经核实自行将紧急按钮释放。必须严格遵照谁急停谁释放的原则,在对事故做出妥善处理并登记以后,由当事人将紧急停顿按钮恢复。2.3.7每日及每次检修后重新开机前要检查行程开关、接近开关、光电开关的灵敏性及可靠性。2.3.8保证抛丸用丸料干净,加丸料必须经过丸料过滤装置。2.3.9随时清扫抛丸机设备上和卸料辊道、加料区域、丸料堆放区域散落丸料,以防踩到滑倒跌伤。2.3.10遇到抛丸机丸料清扫设备效果差时,需及时将钢板外表的丸料清理
12、干净。2.3.11定期或按要求清理抛丸机底部漏丸和除尘灰、碎丸。2.3.12重点检查抛丸器的皮带是否断裂,抛丸器是否有漏砂现象,别离器料斗丸料是否在标准线位,进入抛板时供丸闸气缸是否全部翻开,提升机是否有异常声音,检查抛出的钢板是否到达要求。三 常化炉区域工艺技术操作规程1 主要设备参数及性能1.1 连续热处理炉序号名 称单 位用 途 或 计 算 值1炉 型1座辐射管加热无氧化辊底式常化炉2用 途钢板的正火及高温回火3炉子长度mm76000 4炉膛宽度mm38005炉子砌筑宽度mm44006有效布料宽度mm35007炉膛高度mm17508辊面标高mm+8009入炉钢板温度15010热处理钢板温
13、度常 化950 高温回火45065011最高炉温100012燃料种类转炉煤气或混合煤气天然气+高炉煤气13燃料低发热值KJ/Nm3转炉煤气15004.18,混合煤气18004.1814单位热耗KJ/kg3014.18常化状态,产量:36.26 t/h15燃气用量Nm3/h13298接点用量16保护气体种类氮气17助燃空气耗量Nm3/h24600最大18助燃空气预热温度 50019燃烧器烧嘴型式辐射管加热、自身预热式烧嘴4F和3F,脉冲控制辐射管外管分长辐射管和短辐射管两种辐射管内管多节柔性连接。每个长辐射管内为6节,每个短辐射管内为4节。20助燃空气风机数量台2一用一备风量Nm3/h32500
14、全压KPa11功率KW220转速r/min145021排烟引风机数量台3两用一备风量Nm3/h62500全压KPa2功率KW110转速r/min145022炉内辊道辊子数量根126辊子规格mm直径壁厚辊身长度360303650辊子间距mm600辊身材质ZG40Cr25Ni35NbTi驱动方式4 kW电机64个,2.2kW62个单独传动调速方式VVVF23炉底辊速 度连 续m/min0.220摆 动1.5324装出料炉门型式电动升降式减速电机型号DSZK-107-10YGP160S2-4额定功率KW5.5最大行程mm500升降速度m/min20调速方式VVVF压紧气缸160-2501.2 入炉辊
15、道辊子型式空心辊,壁厚30mm辊道速度545m/min辊子尺寸3503500 mm辊子数量20辊距1000 mm1.3 出炉辊道辊子型式实心辊辊道速度545m/min辊子尺寸3503500 mm辊子数量23辊距1000 mm1.4 对中装置型 式液压式推板数量2组推板长度7m/组推板开口度10003500mm对中速度3080mm/s对中精度10mm推板顶部高度+1050mm2 烘炉、点炉和停炉规程2.1 烘炉2.1.1 烘炉准备与确认2.烘炉前必须按有关的规程,规*或设计要求对炉体砌筑、炉辊安装及热工仪表等的安装情况,进展认真的检查验收,确认各项事宜均已合格。2.烘炉前,由烧嘴厂家人员逐个对烧
16、嘴的空燃比进展调节整定。2.检查管路有无漏风和受阻,受堵现象,确认空气已送到每个烧嘴前。2.煤气管道经过吹扫及放散,管道内成分经检验到达要求。煤气系统运行正常,煤气已经送至炉前总阀。2.煤气的防护等人员已到现场,各煤气放散点40米*围内禁火,无关人员不许靠近。2.炉子周围戒备区内施工人员停顿作业,断开临时电源,不得随意动火。2.1.2烘炉操作顺序2.炉体砌筑及炉辊密封处预制块经检查合格,翻开炉门,自然风干79天。最少5天(120小时),方可点火烘炉。2.将装出料炉门翻开到半开状态,以便烘炉过程中,炉内水份的排出。2.翻开引风机,保证嘴前排烟的喇叭口处有冷风吸入。2.翻开鼓风机,将空气送至嘴前,
17、翻开嘴前空气球阀,确认有空气吹进辐射管内。2.翻开煤气阀门,确认煤气已到嘴前,翻开煤气球阀,同时翻开烧嘴的自动点火装置,点燃烧嘴。烘炉操作2.烘炉过程要严格按制定的烘炉曲线进展,常温至350的烘炉阶段要特别注意,升温速度不应过快,保温时间要足够。2.烘炉操作对炉体的使用寿命有直接影响。烘炉的目的是缓慢地排除炉辊密封处预制块中的水分。2.常温至350的烘炉阶段,是炉子耐火材料水份大量排出的阶段,如果在350经保温后仍有大量的蒸汽冒出,则应延长该段的保温时间,以保证烘炉质量。2.在炉温升到600时,关闭装出料炉门,压紧气缸,开场通入氮气,进展炉内气氛置换,到达生产时的保护气氛。2.加热升温和保温时
18、均以炉子上安装的热电偶所指示的温度进展控制,要注意热电偶所指示的温度,是否符合烘炉曲线的要求及测量值的准确性。2.烘炉开场及进展过程中,当炉温高于200时,炉辊要开场低速转动,不允许停转,如发现有不转炉辊,要立即停炉,待查明原因并处理完毕后再重新开炉。2.1.3.7 仪表应记录整个烘炉过程的升温与保温曲线,操作人员应随时观察和记录以下事项:炉子砌体的膨胀情况;钢构造的膨胀情况。在烘炉过程中,要时刻对炉内辊进展监视,如发现*个电机损坏导致炉辊停转,要人工盘动炉辊低速转动,如需停炉,要保证炉温降到200以下时,再停转炉辊。2.2 点炉2.2.1点火前的准备2.炉内进展全面检查,看炉内耐材及纤维是否
19、有损坏现象,如发现损坏应立即修补;(新炉子)炉内辐射管是否按设计要求安装在支吊架上。2.(新炉子)炉内各部位都已清扫,没有剩余杂物,炉子周围道路通畅,不得堆放可燃物、油脂等。2.(新炉子)所有能源介质管道都已经过试压、清洗,并验收合格,具备随时开通的条件。2.(新炉子)炉子上的各操作部位均已调试完,并处于正常状态。2.(新炉子)仪表、炉子操作工上岗练兵时间不得少于一星期。2.(新炉子)加热炉区域的消防用水经检查合格,并已通水。2.操作牌、灭火器和平安,防火警告牌就位。2.煤气、氮气、水、电等介质的参数均已符合要求,必须具备连续使用的条件。其中氮气吹扫是煤气系统的保护措施,如不能保证连续供给,则
20、不要点燃常化炉。2.(新炉子)煤气通入前,送煤气方案由能源部门制定,送煤气时,必须由煤防站负责检测、监护,无关人员必须远离工作区。2.送煤气前炉区氮气管内均已充满氮气,此时应先导入氮气,将煤气管道中的空气置换成氮气,检查管道各开闭器有无内泄和外泄,有泄漏立即上报处理。2.氮气置换后,用氧气检测器进展残氧量的测定,残氧量必须经专业人员检验到达要求,合格前方可向煤气管道内送煤气,并由煤防站做煤气爆发试验。2.煤气爆发试验的平安操作按能源部门有关规定执行。2.经二次煤气爆发试验合格后,烧嘴才能点火。2.在送煤气及点火时,炉子周围严禁烟火,制止吸烟,未经批准严禁明火作业。2.点火时先翻开空气电磁阀,待
21、烧嘴有一定空气喷出后,再翻开煤气电磁阀。2.2.2炉子点火烘炉作业操作要点2.2.2.1当发生烧嘴突然熄火应立即关闭煤气烧嘴前的电磁阀,进展煤气放散,必要时进展氮气吹扫,关闭燃烧空气阀门,查找熄火原因。2.2.2.2 当发生突然停电事故时煤气快速切断阀立即关闭,进展氮气吹扫。2.2.2.3 当煤气压力低时,会造成烧嘴熄火,此时应采取与烧嘴熄火同样的急救措施。2.3 停炉2.3.1停炉前要与有关部门联系。2.3.2关闭所有烧嘴后,要检查烧嘴前煤气球阀,以及有关阀门是否全闭。2.3.3翻开煤气放散阀,进展煤气放散,然后通入氮气吹扫,并在取样管检测CO含量50PPM,然后关闭氮气和放散阀。2.3.4
22、全开装出料炉门,排除炉内残留氮气,同时炉子周围不要有人,防止发生事故。2.3.5如需人进炉内检查时,应待炉内残留氮气排除,炉内气氛到达平安后,方可进入;要两人以上同时进展,佩带通讯工具,以保证人员平安。3 热处理操作规程3.1钢板在炉内运行制度3.1.1运行制度3.1.1.1钢板在炉内加热的时间随钢板的厚度增加而增加,为了不同厚度钢板能得到不同的在炉加热时间,炉内辊道必须采取不同的运行制度。钢板运行分为连续运行和摆动运行两种制度。3.1.1.2连续运行制度炉辊的传动速度保持0.220 m/min,在此速度*围内,采用连续运行制度,即在炉钢板以规定的速度根据厚度选择向前运行,当钢板即将运行到出炉
23、端时钢板已到达工艺要求温度,钢板以20m/min的最高速度快速出炉。3.1.1.3摆动运行制度在事故状态下,采取摆动运行制度,即在炉钢板以3 m/min的速度,向前运行一段距离后停顿数秒钟,再向后运行一段距离后停顿数秒钟,如此反复进展前后摆动。在炉外装料辊道上完成对每块将要入炉的钢板测长。为实现钢板的准确定位,使钢板顺利完成入炉、炉内运行及出炉的操作,炉区共设有7个热金属检测器,从装料口到出料口依次为HMD1 HMD7,除此之外在装料口及出料口之外各装设有1个炉外检测器CMD1和HMD0。3.1.2钢板入炉当接到允许入炉的信号后,装料炉门翻开,炉外装料辊道立即启动并保持和炉内辊道同速运行,以使
24、钢板入炉。入炉的允许条件是常化炉入炉区域有足够的空间装下将要入炉的钢板,同时将要入炉的钢板和前一块钢板尾部之间的间隔距离等于已设定好的间隔距离500mm。3.1.3炉内运行炉区PLC根据上料系统提供的钢板数据长度、厚度、重量等自动选择钢板在炉内的运行制度。3.1.4钢板出炉在连续运行制度下,钢板头部遮蔽HMD7时,钢板长度*围所包含的控制辊快速启动,将加热好的钢板快速送出炉外。在摆动运行制度下,当接到允许出钢的信号后,无论钢板正在向前摆动还是向后摆动,整个炉内辊道立即转化为向后运转,钢板继续前进直到钢板头部遮蔽HMD7时,在其长度*围所包含的控制辊速度迅速提高到最高出炉速度,将加热好的钢板快速
25、送出炉外。出一块钢板的同时装料端按照装钢方式快速装入一块钢板,恢复摆动制度运行。3.2 炉辊的更换生产过程中由于磨损、变形等原因不能继续使用的辊子需要及时进展更换,在要更换的辊子的炉内及炉外下方由人工放置好换辊专用托架,待炉内辊子两端密封撤除,并卸下轴承座及相应的传动局部后,将辊子从非传动侧抽出,使辊子落在托辊架上,并用车间吊车吊走。装新辊时,只需按与此相反顺序进展操作即可。3.3 操作要求3.3.1应经常检查和维护常化炉金属检测器和温度、压力、流量检测热工仪表,保证炉子仪表和各种检测元件能准确、有效和长期稳定的运行。及时根据检测和测量结果调整炉子 工艺参数,确保炉子正常稳定工作和炉子寿命,并
26、满足钢板热处理质量。3.3.2要时刻对炉内辊进展监视,如发现*个电机损坏导致炉辊停转,要及时更换,同时要人工盘动炉辊低速转动,如需停炉,要保证炉温降到200以下时,再停转炉辊。3.3.3要定期对辐射管进展换向根据实际情况,每6个月换向一次;定期每月对烧嘴前燃气支管气动阀、空气支管电磁阀和烧嘴出口进展清理维护以防堵塞,影响烧嘴辐射管正常燃烧工作。3.3.4应经常对炉内辊道润滑进展巡检和加油,发现问题及时处理。每周对煤气总管进展排水和排污,防止管道积水或堵塞。3.3.6每班至少4次接班、交班和班中两次观察检查烧嘴辐射管燃烧状况、排烟口温度,每月一次抽检烧嘴辐射管空燃比是否合理每区至少1个烧嘴,及时
27、调节空燃比,保证煤气充分完全燃烧和一定的空气富裕量,防止烧嘴发生不完全燃烧导致烟气被抽入排烟管而烧坏排烟管。3.3.7须随时了解掌握煤气热值变化情况,合理调节烧嘴的空煤气配比,使烧嘴燃烧状况到达最正确,观察火焰以火焰刚毅有力、焰尾淡兰色和略带黄色为宜。防止发生长时间因煤气热值高或空煤气配比不合理导致不完全燃烧相对为煤气过剩烧红烧嘴排烟管包括碗口现象。3.3.8每班至少4次接班、交班和班中两次对设备尤其是风机和空煤气、氮气管道进展巡检,及时发现和处理问题。3.4盘辊3.4.1盘辊条件当炉温大于250时,紧急停电或方案停电需要盘辊。3.4.2盘辊要求人数25人,每人5根辊子,在炉辊停转期间手动盘动
28、炉辊,保证3-5分钟炉辊必须至少盘动一次,每次盘动180,保证炉辊在高温下不变形。3.4.3、盘辊操作3.4.3.1紧急停电事故状态3.4.3.1.1停电后岗位人员立即停炉并通知班长、调度室及电气室。整理好盘辊工具放在炉子入口。3.4.3.1.2调度室接到后根据热处理区人数组织其他区域人员协助盘辊,所有人员接到后3分钟之内必须到齐。热处理班长负责落实并与调度室联系。3.4.3.1.3调度主任或热处理作业长、班长负责现场盘辊组织,安排盘辊人员所盘辊子编号。并且负责带对讲与操作台及电气室联系。3.4.3.1.4每人按照分配编号盘辊,每次盘动180,循环盘辊。保证3-5分钟炉辊必须至少盘动一次,不漏
29、辊,保证炉辊在高温下不变形。3.4.3.1.5事故处理完毕,送电时岗位人员对讲通知现场,人员撤离电机后送电。3.4.3.1.6点炉前岗位人员根据炉子实际温度整体调整二级设定温度,防止点炉时烧嘴全开,煤气波动大造成自动停炉。3.4.3.1.7按照点炉规程点炉,待煤气稳定后,调节温度设定,按50/小时升温。3.4.3.1.8清理现场,收回工具。3.4.3.1.9炉内有钢板时,注意需先将出料炉门升起假设出料炉门无法升起,可考虑将装料炉门升起,送出钢板。3.4.3.2 方案停电3.4.3.2.1 调度室通知操作台方案停电时间,操作台根据时间保证在方案时间前出完炉内钢板并停炉。3.4.3.2.2 调度室
30、根据热处理区人数组织其他区域人员协助盘辊,所有人员在方案停电时间10分钟前必须到齐。3.4.3.2.3 调度主任或热处理作业长、班长负责现场盘辊组织,安排盘辊人员所盘辊子编号。并且负责带对讲与操作台及电气室联系。3.4.3.2.4每人按照分配编号盘辊,每次盘动180,循环盘辊。保证3-5分钟炉辊必须至少盘动一次,不漏辊,保证炉辊在高温下不变形。3.4.3.2.5事故处理完毕,送电时岗位人员对讲通知现场,人员撤离电机后送电。3.4.3.2.6点炉前岗位人员根据炉子实际温度整体调整二级设定温度,防止点炉时烧嘴全开,煤气波动大造成自动停炉。3.4.3.2.7按照点炉规程点炉,待煤气稳定后,调节温度设
31、定,按50/小时升温。3.4.3.2.8清理现场,收回工具。4 热处理工艺技术规定4.1 热处理工艺制度钢 号热处理工 序正火工艺前段炉温15区后段炉温610区在炉时间minQ245R、 Q345RCCSA、B、Q345B、C正火750850900950板厚1min/mm+2050min45、50正火750850890940板厚1min/mm+2050minS275JR、S275J0、S275J2正火750850880930板厚1min/mm+2050minQ235B、C、D、Q235qC、qDS235JR、S235J0、S235J2正火750850900950板厚1min/mm+2050mi
32、n注1:热处理温度及时间,可根据实际情况调整。2:新钢种牌号执行相应热处理工艺操作要点。4.2 常化炉炉温制度炉温分区1区2区3区4区5区6区7区8区9区10区温度设定Tm-100Tm-100Tm-50Tm-50TmTmTmTmTmTmTm目标温度。注:炉温制度可根据实际情况调整。四 冷床区域工艺技术操作规程1 主要设备参数及性能1.1 冷床上料装置数 量1套型 式整体链条梁+托辊梁式升降方式液压横移方式电动升降行程120mm相对于辊面标高-50+70 mm升降速度20mm/sec梁 间 距2,000 mm钢板横移速度0.3m/sec钢板温度Ma* 8501.2 冷床冷床型式辊盘式布料方式14
33、排有效宽度20,000mm冷床长度16,500mm辊道与收集台架中心线间距钢板横移速度0.3m/sec辊盘传动变频单独传动、可逆控制台面标高+870mm辊盘轴距500mm辊盘盘距1000mm辊盘直径610mm钢板温度进入温度Ma* 8501.3 冷床下料装置升降方式液压横移方式电动升降行程120mm相对于辊面标高-50+70 mm升降速度20mm/sec梁 间 距2000 mm钢板横移速度0.3m/sec1.4 矫直机替代辊道辊子型式实心辊辊道速度545m/min辊子尺寸3503500 mm辊子数量5根辊距1000 mm电机功率7.5KW1.5 矫直机输出辊道辊子型式实心辊辊道速度545m/m
34、in辊子尺寸3503500 mm辊子数量28根辊距1000 mm电机功率7.5KW1.6 起重设备设备名称安装地点简要性能数量16+16t电磁挂梁起重机热处理跨A7 Lk=27.5116+16+5t电磁挂梁起重机热处理跨A7 Lk=27.512 冷床工艺技术规定2.1 滚盘式的冷床用于将厚度80mm以下的钢板自然冷却到150以下的温度。2.2 钢板规格:680 mm15003300 mm600018000 mm2.3冷床上两排钢板之间至少要有500mm的距离,每排只能摆放两块钢板,且两块钢板必须分别靠冷床两端摆放。2.4 冷床上的钢板必须摆正,不允许有偏斜和搭接,在运送中不得重叠、歪斜和冲撞。
35、2.5 钢板在冷床上必须摆动,不允许长时间处于静止状态。2.6 冷床可以自动操作和半自动操作。2.7钢板在冷床上移动,当轧件接近后区滚盘时,后区滚盘启动。2.8 热钢板只能在辊道上通过或摆动,不得停留在辊道上。2.9钢板温度高于850不允许进入冷床。2.10 对于长度不大于9m的钢板可双排送钢,大于9m的钢板只能单排送钢。3 冷床操作规程3.1开机前确认操作牌齐全。 冷床周围不得有工作或其它人员。设备周围不得有障碍物。平安装置齐全可靠,各紧固件不得有松动现象。3.2检查或试车检查冷床、润滑系统、液压系统、冷却水系统等各部位,测试检查冷床有无报警,及时排除影响生产的因素,试车前必须确认操作牌是否齐全。3.3检查冷床滚盘床体,输入提升机构和输入链,输出提升机构和输出链等冷床区域所有设备运转是否良好,检查各润滑点润滑是否良好。3.4检查设备、工作完毕和处理事故时,必须切断操作电源。3.5设备运转时不允许调整和修理设备,不允许修磨钢板,不允许任何人上冷床,钢板上不允许站人,启动冷床前必须先按警铃提示。3.6 上、下料装置在完成一次动作后,要及时恢复原位。. z.
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
