《任务4车内槽和内圆弧槽》由会员分享,可在线阅读,更多相关《任务4车内槽和内圆弧槽(5页珍藏版)》请在装配图网上搜索。
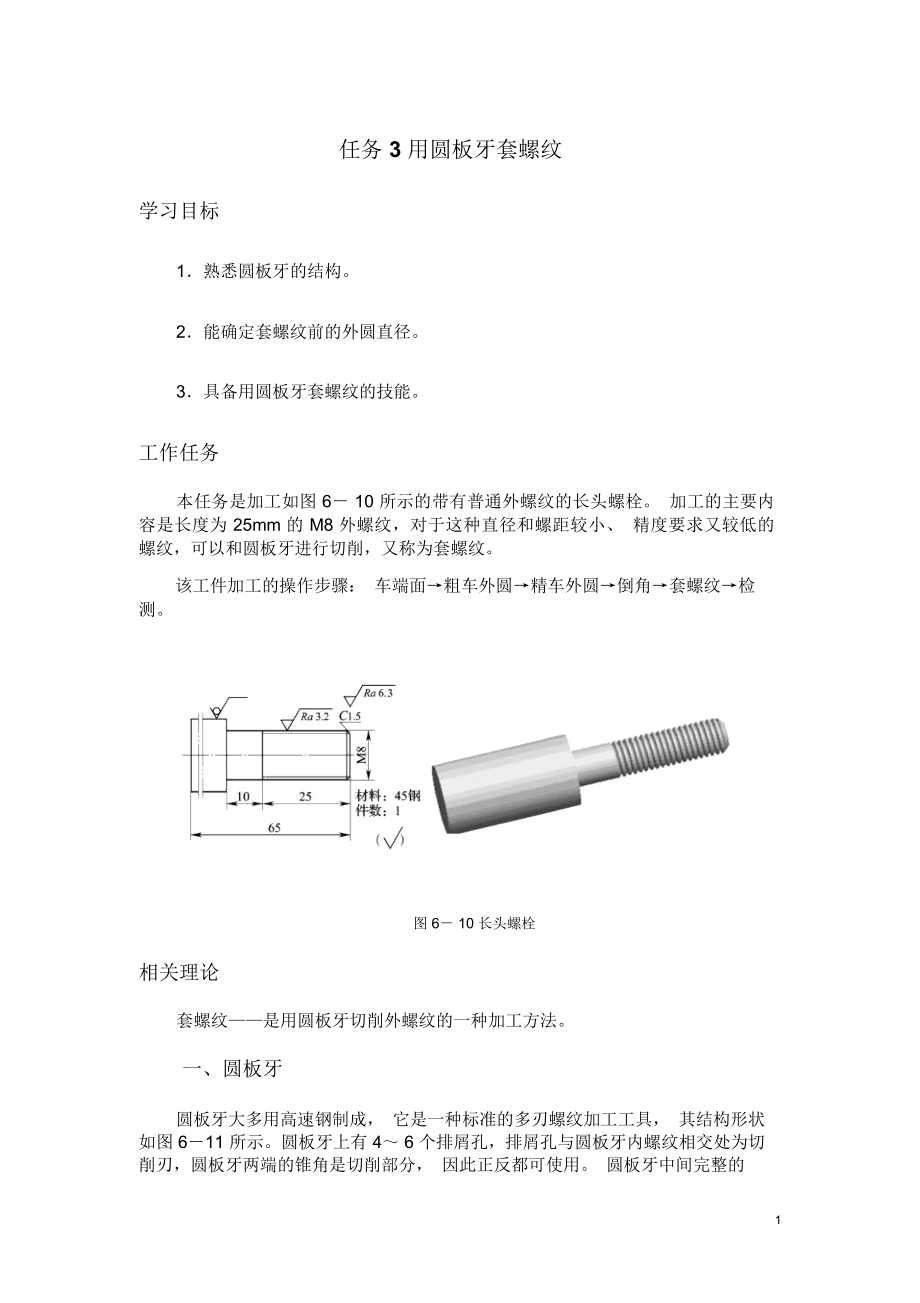
1、任务 3 用圆板牙套螺纹学习目标1熟悉圆板牙的结构。2能确定套螺纹前的外圆直径。3具备用圆板牙套螺纹的技能。工作任务本任务是加工如图 6 10 所示的带有普通外螺纹的长头螺栓。 加工的主要内容是长度为 25mm 的 M8 外螺纹,对于这种直径和螺距较小、 精度要求又较低的螺纹,可以和圆板牙进行切削,又称为套螺纹。该工件加工的操作步骤: 车端面粗车外圆精车外圆倒角套螺纹检测。图 6 10 长头螺栓相关理论套螺纹是用圆板牙切削外螺纹的一种加工方法。一、圆板牙圆板牙大多用高速钢制成, 它是一种标准的多刃螺纹加工工具, 其结构形状如图 611 所示。圆板牙上有 4 6 个排屑孔,排屑孔与圆板牙内螺纹相
2、交处为切削刃,圆板牙两端的锥角是切削部分, 因此正反都可使用。 圆板牙中间完整的1齿深为螺纹牙型的校正部分。螺纹的规格和螺距标注在圆板牙端面上。b)a)图 6 11圆板牙a)结构b)实物二、确定套螺纹前的外圆直径套螺纹时,工件外圆比螺纹的公称尺寸略小, 其直径可按以下近似公式计算:d0d( 0.13 0.15)P式中d0 套螺纹前的外圆直径, mm;d 螺纹大径, mm;P 螺距, mm三、套螺纹时切削速度的选择套螺纹时,不同工件材料对应的切削速度见表621。表 6 21不同工件材料对应的切削速度工件材料钢件铸铁黄铜切削速度 vc( m/min )342369四、选择套螺纹时的切削液切削钢件时
3、, 一般选用硫化切削油、 机油或乳化液; 切削低碳钢或韧性较大的材料(如 40Cr 钢等)时,可选用工业植物油;切削铸铁可以用煤油或不使用切削液。任务实施2一、准备工作1工件毛坯尺寸: 30 mm 70 mm。材料: 45 钢。数量: 1 件/人。2工艺装备900 车刀、 450 车刀、 M8圆板牙、套螺纹工具、游标卡尺、M8螺纹环规。3设备CA6140 型卧式车床图 6 12 工艺装备(部分)二、实践操作在车床上套螺纹的操作步骤见表6 22。表 6 22在车床上套螺纹的操作步骤序号步骤操作内容1找正并夹紧毛坯夹持毛坯外圆,找正并夹紧2车端面车端面,车平即可,建议选择主轴转速n=800 125
4、0 r/min,进给量 f= 0.25 0.30 mm/r3粗、精车螺纹大径,粗、精车外圆至7.84 mm ,长度 35mm(粗车时选择主轴转倒角。装夹圆板牙速 n=320 500 r/min ,进给量 f= 0.25 0.30 mm/r ;车时选和套螺纹工具,锁择主轴转速 n=800 1250 r/min ,进给量 f= 0.08 0.25 mm/r)3续表序号步骤操作内容4倒角倒角 C1.5 mm5切削用量的调整变换主轴变速手柄位置,以满足切削速度的要求。建议选择主轴转速 n=80100 r/min( 1)套螺纹工具的锥柄装入尾座套筒的锥孔内6装夹圆板牙和套螺纹工具( 2)将圆板牙装入套螺
5、纹工具内,使螺钉对准圆板牙上的锥孔后拧紧7锁紧尾座将尾座移动到工件前适当位置(约20 mm)处锁紧( 1)转动尾座手轮,使圆板牙靠近工件端面,开动车床( 2)开动切削液泵加注切削液,缕缕转动尾座手轮,使圆板牙切入工件后停止转动尾座手轮,此时,圆板牙沿工件轴线8转动尾座手轮,套自动进给,切削工件外螺纹螺纹( 3)当圆板牙切削到所需长度位置时,立即使主轴停转,然后使主轴反转( 4)开反车使主轴反转,退出圆板牙,完成螺纹加工检测合格后卸下工检测合格后卸下工件9件操作提示选用圆板牙时,应检查圆板牙的齿型是否有缺损。套螺纹工具在尾座套筒锥孔中必须装紧,以防套螺纹时过大的切削力矩引起套螺纹工具锥柄在尾座锥
6、孔内打转,损坏尾座锥孔表面。圆板牙装入套螺纹工具时,不能歪斜,必须使圆板牙端面与主轴轴线垂直。4车至尺寸后,端面倒角要小于或等于45,使圆板牙容易切入。三、结束工作1自检与评价每位同学完成一件后, 卸下工件,仔细检测尺寸是否符合图样要求, 填写套螺纹的评分表,对完成的工件进行评价。2质量分析针对出现的质量问题,参考表623,分析原因,总结出改进措施。表 6 23套螺纹时出现的质量问题、产生原因及预防措施废品种类产生原因预防措施牙型高度不够外螺纹的外圆太小按计算尺寸来加工外圆1圆板牙安装歪斜1 校正尾座跟主轴同轴度不大于0.05螺纹中径尺寸不对2圆板牙磨损mm ,圆板牙端面必须与主轴轴线垂直2更换圆板牙1切削速度太高1降低切削速度螺纹表面粗糙度值2切削液缺少或选用不2合理选择切削液和充分浇注切削液当3修磨或调换圆板牙大3圆板牙齿部崩裂4经常清除容屑槽内切屑4容屑槽内切屑挤塞5
 任务4车内槽和内圆弧槽
任务4车内槽和内圆弧槽