 mastercamx3学习-槽轮的工艺设计与制造
mastercamx3学习-槽轮的工艺设计与制造

《mastercamx3学习-槽轮的工艺设计与制造》由会员分享,可在线阅读,更多相关《mastercamx3学习-槽轮的工艺设计与制造(32页珍藏版)》请在装配图网上搜索。
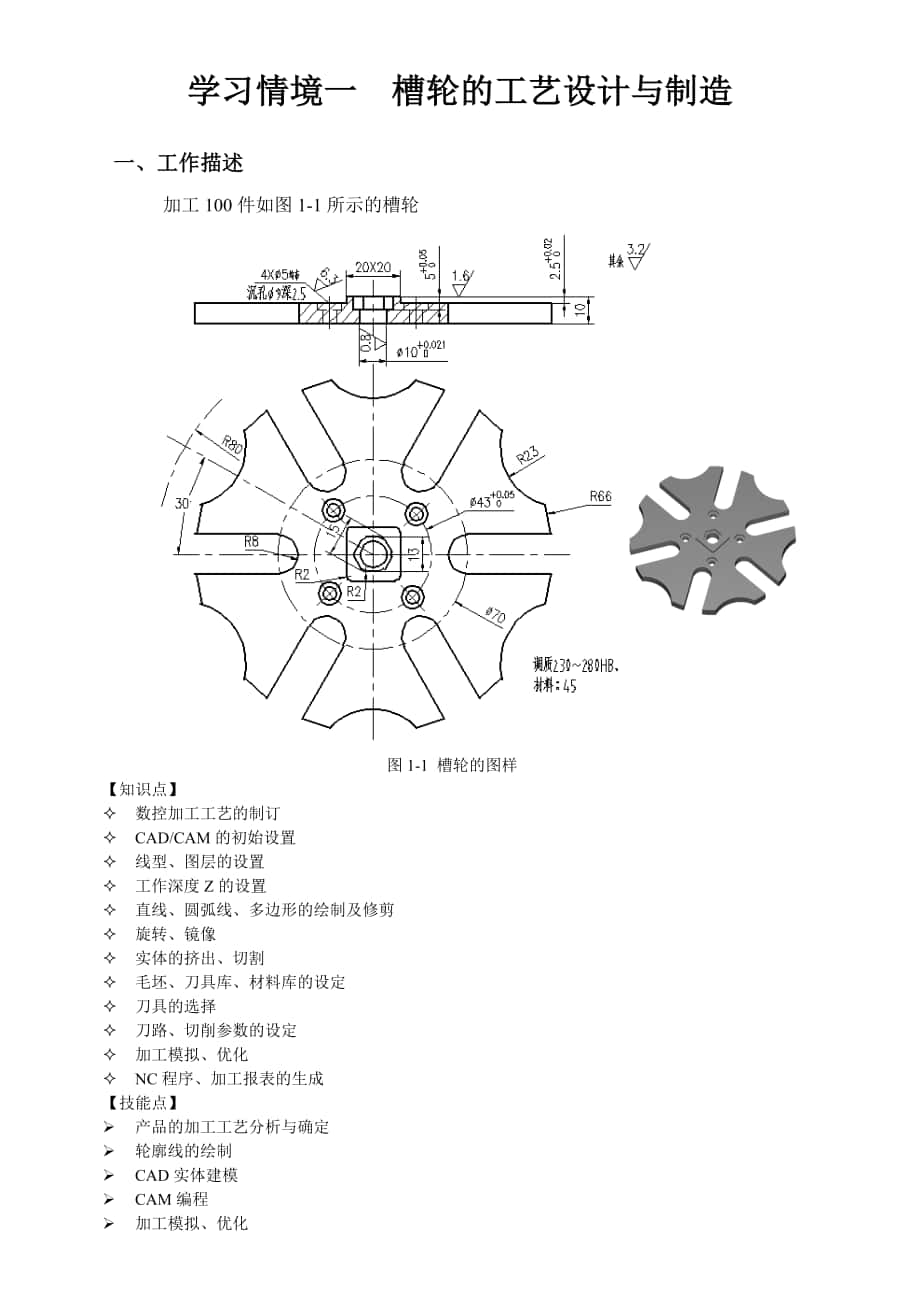
1、学习情境一 槽轮的工艺设计与制造一、工作描述加工100件如图1-1所示的槽轮图1-1 槽轮的图样【知识点】 数控加工工艺的制订 CAD/CAM的初始设置 线型、图层的设置 工作深度Z的设置 直线、圆弧线、多边形的绘制及修剪 旋转、镜像 实体的挤出、切割 毛坯、刀具库、材料库的设定 刀具的选择 刀路、切削参数的设定 加工模拟、优化 NC程序、加工报表的生成【技能点】 产品的加工工艺分析与确定 轮廓线的绘制 CAD实体建模 CAM编程 加工模拟、优化 生成NC程序、加工报表二、工作任务分析从槽轮的图样分析看,加工难点主要在槽轮的轮廓加工、凸台高度、中间的凹槽深度及孔的加工,尺寸精度、外表质量要求较
2、高,须采用数控加工;从外形轮廓看,主要由直线、圆弧构成,可通过修剪、旋转、复制等功能进行构建;从零件的材料、热处理分析看,刀具材料宜选择硬质合金类的刀具;从加工工艺分析看,可采用普通机床进行产品的半成品加工,利用数控机床进行精加工。所以本工程主要由以下任务构成: 零件的加工工艺分析及数控加工工艺方案确实定; 零件的CAD建模 零件的CAM编程 零件的加工模拟、优化、NC程序、加工报表的生成 数据传输 数控加工 产品检验、入库任务1. 零件的加工工艺分析及数控加工工艺方案确实定零件的加工工艺分析根据所要加工零件的数量,结合零件的重量看,槽轮的加工属于单件、小批量生产。从零件的结构特征及材料分析看
3、,毛坯宜用150 mm的锻件通过车削加工而来,所以零件的加工工艺可按以下路径进行:毛坯锻件150粗车调质半精车数控加工检验入库毛坯粗车调质半精车数控加工1数控加工2在数控加工前的普通机床加工阶段,要考虑毛坯的长度,由于槽轮较薄,考虑加工方便,一般考虑采用几个零件的长度总和再加上切割、装夹等方面消耗的长度作为毛坯的总长,原那么上不能使其变为细长轴,此地毛坯宜在300mm左右。1.2 零件的数控加工工艺方案确实定在数控加工阶段,考虑到零件的装夹,一般分两次进行数控加工数控铣或加工中心,第一次加工中间的孔,夹紧方式可采用气动四爪卡盘,加工时,先铣平面,再加工轮廓,最后加工孔;第二次数控加工一般考虑制
4、作一个专用夹具,以上工序的中间孔及六角形凹槽作为定位基准,加工槽轮的轮廓。在具体加工过程中,考虑加工效率,一般先将所有工件的第一道数控工序加工完,再换工装,进行第二道工序的加工。每次加工完毕别忘去除毛刺、检验。具体数控加工工步主要分为:铣凸台平面、铣凸台轮廓、钻中心孔、钻孔4X5、扩孔4X9,钻、粗铣六角形的凹槽、精铣六角形的凹槽、铰10孔、粗铣槽轮轮廓、精铣槽轮轮廓等。任务2. 零件的CAD建模在零件建模过程中要将“建模制造化、建模积木化的思路带到建模工作中去,在建模过程中切忌将所有轮廓线全部绘制完毕后再建模,这样容易思路不清,发生错误。比拟正确的做法是:先进行大的特征的构建,绘制一个特征的
5、轮廓线,建立一个实体模型,一个一个特征叠加上去,再进行细节特征的修改,特征叠加与修改的过程尽可能与加工工艺一致。在实际工作中,对无关紧要、不需进行数控加工的特征可以不用建模,这里考虑到学习,所以对所有特征均进行建模。具体建模过程如下:2.1 槽轮轮廓线的绘制与编辑方法1:双击桌面上的图标方法2:从桌面的“开始/程序/Mastercam X3”翻开Mastercam 默认的构图面、屏幕视角均为俯视图。2. 绘制轮廓线 n 图层及中心线属性设置:按键盘上的“F9键,翻开系统的坐标原点,1鼠标左键在线型处点击,选择“中心线,线宽默认“细线;2鼠标左键在“2D/3D处点击,设为“2D,3鼠标左键在“系
6、统颜色处点击,4点“红色12,5点“确定,完成设置。1234512345n 轮廓中心线的绘制:1点“直线;2点“垂直线;3画垂直线;4输入坐标值“0,回车确认;5点“应用,6点“水平线;7绘制水平线;8输入坐标值“0,回车确认;9点“应用。完成轮廓中心线的绘制。312456789n 其他直线型中心线的绘制:1接上次步骤,再点“水平线;2点选十字中心线交点;3输入直线长度90;4输入角度值“30;5点“确认,结束直线型中心线的绘制。12435n 圆弧中心线的绘制:1点“圆心+点;2点选十字中心线交点;3输入直径值“70,回车确认;4点“应用;5点选十字中心线交点;6输入半径值“80,回车确认;7
7、点“确认,完成圆弧中心线的绘制。12,53647所有中心线绘制完成n 图层及轮廓线属性设置:1鼠标左键在线型处点击,选择“连续线;2线宽默认“粗线;3设置轮廓线的层别“2;4鼠标左键在“系统颜色处点击;5点“绿色10,6点“确定,完成设置。123456n 局部轮廓线的绘制:由于轮廓线是6个对称轮廓线构成,所以只要绘制1/12通过镜射、旋转复制即可。1利用“圆心+点、“直线功能完成所需圆弧、直线的绘制。这里需要注意的是绘制R8圆弧的水平切线时选择的起点为“四等分点进行捕捉。2轮廓线的修剪:选【修剪】/【三个物体修剪】,按图示3、4、5步骤点选圆弧、直线,注意点选的顺序及位置。然后按图示6、7、8
8、步骤点选圆弧、直线进行修剪。再选【单一物体修剪】9,按步骤10、11修剪剩余的圆弧。最后利用【延伸】功能12,点选13、14,将中心线延长,全部修剪完毕。1235467891210111314 三个物体修剪后的结果 全部修剪后的结果2局部轮廓线的镜像:选【镜像】1功能,轮廓线串联2,点选轮廓线3,弹出“镜像功能对话框,按步骤5、6、7完成镜像,再用【去除颜色】功能,结束镜像功能。5714326 8 镜像后结果 镜像去除颜色后结果n 轮廓线的完成:利用【旋转】的复制功能将其余轮廓线补全。按步骤17进行,步骤2选择“串联,步骤5输入数值“5需要复制5个特征,步骤6输入数值“60,最后“确认,结束后
9、别忘记使用“去除颜色功能进行颜色的去除。1654327 旋转复制后的结果2.2 槽轮实体的建立1图层的设置将实体图层设为第3层。将图层1中心线层关闭:点选“层别,弹出对话框,点选第1层即可关闭。212实体建模:利用【挤出实体】功能,按步骤16进行,步骤5输入数值“,完成实体建模。2431可通过点击改变实体挤出的方向65 2.3 槽轮凸台的建立1. 绘制凸台轮廓线 n 图层的设置:将图层改为轮廓线层2。n 工作深度Z设置:步骤1处点击改变“3D/2D为“2D,步骤2选择构图面为俯视图,步骤3输入工作深度数值“10,步骤4使屏幕视角也为俯视图。2134 n 绘制矩形:按步骤19绘制矩形。34597
10、8612 凸台轮廓线绘制完2. 槽轮凸台建模用【挤出实体】功能建立凸台实体。步骤与前面根本一致,只是“挤出操作改为“增加凸缘,挤出的距离为2.5,挤出方向必须向下。123方向向下2.4 槽轮的孔、凹槽的切割1. 凸台上10孔的生成n 孔轮廓线的绘制:利用“圆心+点绘制10mm圆,步骤同上。n 孔的生成:利用“挤出实体功能,选择“切割实体、 “全部贯穿,方向向下,即可。123方向向下2. 凸台上六角形凹槽的生成n 六角形轮廓线的绘制:利用“画多边形绘制六边形,按步骤16进行,步骤2输入“6,步骤3输入半径值“,步骤4输入六边形圆角半径值“2,步骤5设置六边形的放置位置。325461 n 六角形的
11、凹槽生成:利用“挤出实体功能,选择“切割实体、 “挤出距离输入“5,即可。3. 槽轮上4个阶梯孔的生成n 一组孔轮廓线的绘制:先将工作深度设置为7.5,然后利用“直线功能,从坐标原点,绘制极坐标线,长度21.5,角度45o,步骤14,最后利用“圆心+点功能绘制5、9mm的两个圆,圆心点捕捉极坐标线的端点,步骤同上,完成后点选极坐标线,按“Del键删除它。1234 n 其余3组轮廓线的绘制:利用“旋转的“复制功能进行复制,次数为“3,角度为“90,步骤同上,别忘记“去除颜色。n 阶梯孔的生成:利用“挤出实体功能,可同时串联选择4个圆,选择“切割实体即可。可点击改变其中孔生成方向 任务3. 零件的
12、CAM编程具体的数控加工工艺方案的制订须根据生产批量、生产设备,考虑到零件的装夹,按数控加工工艺原那么综合拟定,本工程的数控加工分两次进行,第一次加工中间的孔,夹紧方式可采用三爪卡盘,加工时,先铣平面,再加工轮廓,最后加工孔;第二次加工以上工序的中间孔及六角形凹槽作为定位基准,加工槽轮的轮廓。具体数控加工工步主要分为:铣凸台平面、铣凸台轮廓、钻中心孔、钻孔4X5、扩孔4X9,钻9.8、粗铣六角形的凹槽、精铣六角形的凹槽、铰10孔、粗铣槽轮轮廓、精铣槽轮轮廓等。 第一次数控加工 第二次数控加工3.1 零件第一次的CAM编程在利用Mastercam软件加工前,需对零件的模型进行处理,对不需要加工的
13、特征可通过“特征隐藏功能将无需加工的特征进行隐藏,防止产生歧义。同时将轮廓线层、实体层或曲面层翻开,其余层特别是辅助线、中心线层关闭。单击此处可翻开/关闭图层图层的设置1. 数控加工前半成品的设置数控加工前半成品为阶梯轴状。首先绘制出毛坯,将图层设置为第二层,构图深度设为0。利用“圆心+点绘制圆心在原点,半径为67的圆弧。切换图层至第四层,并命名为毛胚层。 点击挤出实体命令按钮,将刚刚的圆向上拉伸7.5。将图层设置为第二层,构图深度设为11。利用“圆心+点绘制圆心在原点,半径为15的圆弧。切换图层至第四层,点击挤出实体命令按钮,将刚刚的圆向下拉伸3.5。突显所有图层,点击平移命令,点击全部,选
14、择所有图素,回车,点选移动,在Z中输入-10,确定,去除颜色。 将图层1、2、3关闭,按照步骤1-7设置毛坯。187勾去该选项654322. 铣凸台面在进行平面铣削时,为保证平面的加工质量,尽量采用“一刀式加工,防止产生接刀痕见图,刀具直径一般超过工件宽度的2030%。由于工件经过调质处理的45#钢,刀具材料宜选择硬质合金。具体操作步骤为:选【刀具路径】/【面铣】,弹出“输入新NC名称对话框,选择“确认。弹出“串联选项对话框,鼠标点选凸台轮廓线,选择“确认,弹出“平面加工对话框。在对话框空白处单击鼠标右键,在弹出的下拉菜单中选择“创立新刀具。接刀痕非一刀式产生的接刀痕1关闭毛坯图层,突显2、3
15、图层。2点击刀具路径下的面铣,3输入NC名称,并确认,4点选凸台轮廓线,5确认,6在弹出的平面加工对话框中的空白处单击右键,选择创立新道具,7点选面铣刀,8根据刀具手册修改参数,9点击确认,10设置切削参数,11点“平面铣削加工参数对话框,12选择切削方式为一刀式,13将工件外表坐标设为绝对坐标值1,14进刀引线长度设为60%,15确认,16确认。13默认选项,可以更改2,可以更改 6在空白处单击右键4点选凸台轮廓线5确认 8参数修改根据刀具手册9点确认7点选“面铣刀 1610切削参数设置11点“平面铣削加工参数15141312选“一刀式3. 加工模拟验证21 4. 铣凸外形由于零件半成品凸台
16、被加工成圆柱形,数控加工要将其加工成矩形。刀具选用硬质合金立式铣刀。具体步骤如下:32点选凸台的轮廓线1 465781091211 5. 钻凸台中心的孔由于凸台中心的孔精度高,拟采用钻、铰孔工艺,刀具选用9.8的麻花钻。具体步骤如下: 6. 铰凸台中心的孔刀具选用10的硬质合金铰刀,由于刀路一样,只要改变一下刀具及切削参数,所以只要将钻孔的刀路复制修改即可。具体步骤如下: 7. 铣六角形凹槽刀具选用10的硬质合金铰刀,由于刀路一样,只要改变一下刀具及切削参数,所以只要将钻孔的刀路复制修改即可。具体步骤如下: 8. 钻4个中心孔为防止4个阶梯孔钻偏,一般先钻中心孔,再钻5通孔,最后铣9沉孔。具体
17、步骤如下:9. 钻4个阶梯孔钻5通孔,和最后的铣9沉孔步骤与钻中心孔一样,也只要复制中心孔的刀路,只要改变刀具、切削参数及增加通孔时的“刀尖补正选项。结果如下: 10. 全过程模拟加工11. 生成NC程序 3.2 零件第二次的CAM编程1.粗铣外形由于零件外形余量较多,为保证零件质量,分两次加工,第一次粗铣,留0.1余量,刀具尽量大,以便提高效率,第二次精铣,选小刀具,保证外形质量,刀具选用硬质合金立式铣刀。具体步骤如下: 第二次精铣与粗铣步骤一样,只要复制前面的刀路,然后改变刀具的尺寸及切削参数即可。全部加工结果模拟如下:任务4. 零件的加工模拟、优化、NC程序、加工报表的生成 CAM编程后,为了解实际加工效果,利用软件的实体加工模拟功能进行模拟加工。具体步骤如下: 为提高加工效率,可以对刀具路径、切削参数进行优化。具体步骤如下: 刀路经检查无误后,根据数控机床的数控系统类型,执行对应的后处理,生成机床能识别的NC程序。在生成NC程序可以是一次生成,也可以局部生成,需根据具体情况决定。具体步骤如下: 为便于生产准备、组织、安排,须生成加工报表。在“操作管理的空白处单击鼠标右键,在弹出的菜单中选择“加工报表即可。具体步骤如下: 六、知识拓展
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
