 盾构机组装技术交底要点
盾构机组装技术交底要点

《盾构机组装技术交底要点》由会员分享,可在线阅读,更多相关《盾构机组装技术交底要点(16页珍藏版)》请在装配图网上搜索。
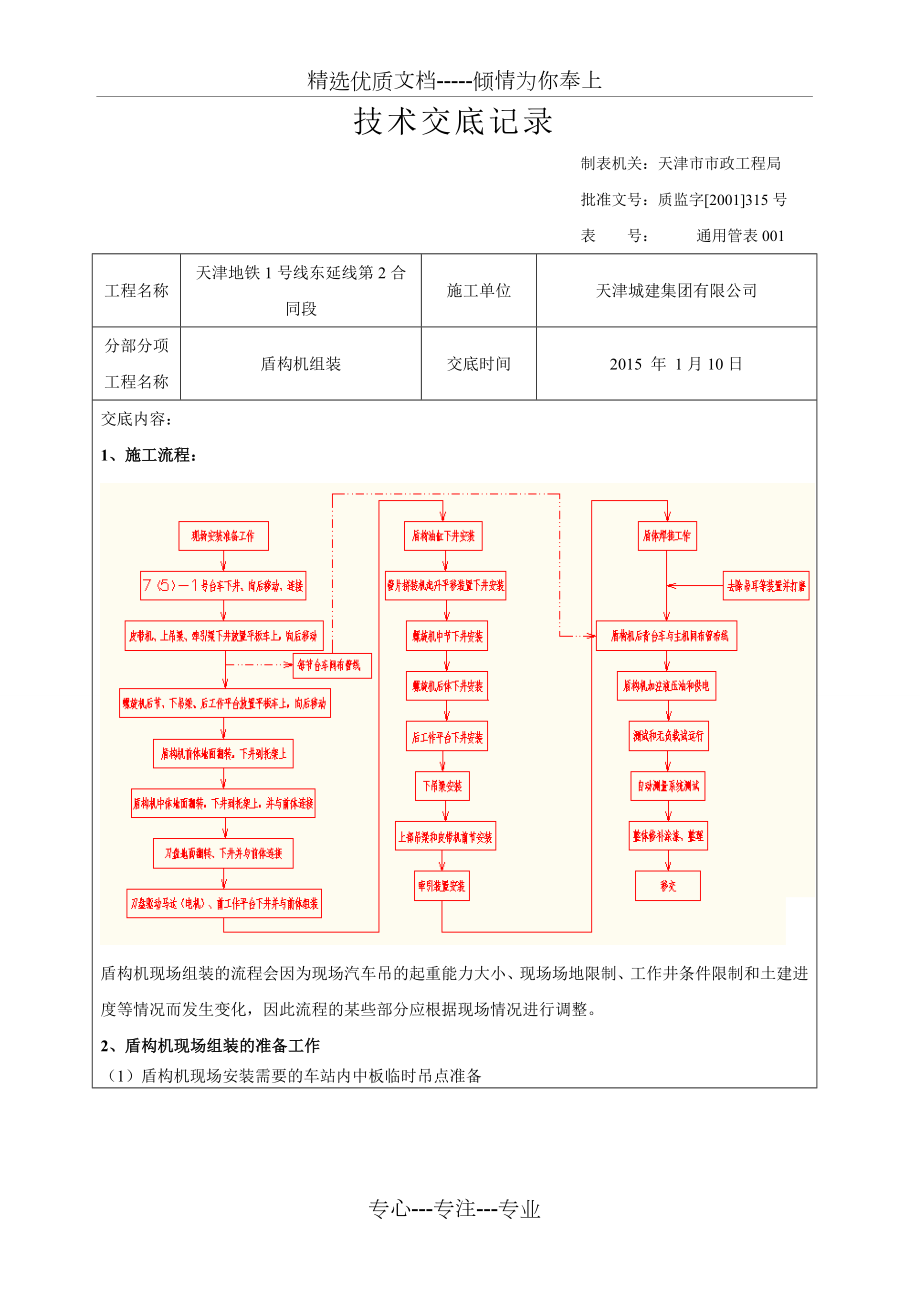
1、精选优质文档-倾情为你奉上技术交底记录制表机关:天津市市政工程局批准文号:质监字2001315号表 号: 通用管表001工程名称天津地铁1号线东延线第2合同段施工单位天津城建集团有限公司分部分项工程名称盾构机组装交底时间2015 年 1月10日交底内容:1、施工流程:盾构机现场组装的流程会因为现场汽车吊的起重能力大小、现场场地限制、工作井条件限制和土建进度等情况而发生变化,因此流程的某些部分应根据现场情况进行调整。2、盾构机现场组装的准备工作(1)盾构机现场安装需要的车站内中板临时吊点准备(2)下井吊装方案的熟悉和交底根据制定的盾构机下井吊装方案进行准备和交底。(3)盾构机现场组装用临时脚手架
2、材料临时脚手架的形式参考上图。临时脚手架宽度原则上应超过0.5米,高度不低于1.2米;各层之间能够用步梯相通。采用与盾体焊接的形式进行固定。(4)盾构机用液压油、齿轮油和油脂盾构机用液压油、齿轮油和油脂参考下表。(5)其它设材No.名称规格数量备注1交流弧焊机300A 50HZ2套组装焊接用2CO2气体保护焊机500A 50HZ3套主体焊接用3碳弧气刨机600A 50HZ1套主体焊接用4气割SA600R2套5环链手拉葫芦10吨2套后平台、螺旋机安装用6环链手拉葫芦5吨2套拼装机等安装用7液压站50Kg/cm21套8液压千斤顶100吨,行程1米2个盾构机托架移动用9滤油机50L/min2台加油及
3、油液过滤用10液压扭力扳手181.7kgm1套高强螺栓拧紧用11平板车2个组装后工作平台等用12管片车2个组装螺旋机等用(6) 施工现场场地 1)、垂直起重设备、水平运输车辆的进场作业,场地道路必须形成并具备重型机械的通行、停放及起重作业条件等。2)、井口附近及井底影响吊装施工的障碍物应清理干净。井中、井底作业的照明设施必须完备,并考虑临时停电的备用照明。井上下联系传递测量、轴线、标高定位。3)、盾构始发轨道安装定位测量。主要分工负责人应熟悉作业环境。4)、井下盾构轨道安装满足平移滑动的要求。(7)设备检查1)、检查盾构设备的接口尺寸有无变形,尤其测量盾尾失圆值对口处的相互接触面进行检查清洁,
4、如果误差超过规范要求,则应采取相应措施进行修整。2)、在设备下井安装就位前,应校核隧道轴线与盾构机基座轴线、位置、倾角是否正确,以便盾构机能顺利安装对接组装。3)、认真编制设备安装方案,认真检查各项准备工作的落实情况是否完成并达到规定的要求,确保设备安装一切准备工作完成。3.主要要点提示3.1台车吊装下井台车下井要安装辅助横梁来保证整体台车架的刚度,避免车架变形。要注意不同台车左右部分的重量不同,注意保持平衡,必要时使用手拉葫芦进行调平。台车车轮提前准备,现场进行安装,以免耽搁进度。台车吊耳检查确认。台车下井应用晃绳进行防转。3.2工作平台、螺旋机、牵引梁和上下吊梁等吊装下井后工作平台、螺旋机
5、、牵引量等部件提前下井到平板车上,组装时需用地面吊车和站内中板预埋吊点配合进行安装。3.3 主机吊装下井主体吊装下井应按方案进行。3.4 前中体对接安装及焊接前中体对接,应首先用定位销进行定位,然后用高强度螺栓进行连接。高强螺栓100%按其扭矩值进行施拧,控制扭矩见高强螺栓部分表格。焊接应按照不同机型的焊接要求进行施焊。焊接要求见焊接部分。3.5 螺旋机中节、后工作平台、螺旋机后节安装螺旋机中后节和后工作平台安装时都需要使用手拉葫芦进行角度调整。螺旋机安装时,高强螺栓按控制扭矩施拧。后工作平台先高强螺栓拧紧,再进行焊接。3.6 盾尾安装和焊接盾尾安装和焊接按焊接控制程序配合测量进行作业,组装后
6、应达到盾尾圆度的误差要求。3.7 刀盘吊装下井及安装刀盘安装前应将旋转接头处密封圈准备好。并且要检查旋转接头土仓密封的完好情况,如损坏应进行更换。3.8 牵引梁、上下吊梁安装牵引量、吊梁安装应使用地面吊车和站内吊点配合进行。3.9皮带机安装皮带机要保证在台车上的正确位置。4.组装高强螺栓的扭矩控制盾构机高强螺栓的扭矩控制是保证盾构机安装质量非常重要的环节。如下图所示位置需要高强度螺栓的扭矩控制。位置规格等级数量扭矩值(Nm)说明中前体连接M3610.9107277+-4中前体连接M3010.957181.74.5后工作平台与立柱M3010.954181.74.5刀盘与支腿M308.816129
7、.34.5螺旋机壳体1M3010.924181.74.5螺旋机壳体2M2410.93091.54.5高强度螺栓的扭矩控制需要使用液压扭力扳手,液压扭力扳手显示扭力一般以压力值形式。扭矩控制时,需要进行扭矩值对应不同机型的扭力扳手的压力值换算。5.盾构机现场组装的焊接所有需要焊接的部件,焊接前都需要高强度螺栓进行连接。51前中体环口焊接前中体焊缝焊接前需要首先对前中体高强螺栓进行要求扭矩拧紧,并对焊缝进行清理,使焊缝达到下图尺寸要求。焊接时要保证焊缝的尺寸和密封性。焊缝超出盾构体的高度小于3mm,超出的部分需要进行处理。5.2中后体环口焊接中后体焊接前先将中后体的定位销穿好,中后体处于贴紧状态。
8、然后用下图方式对盾体各个点位进行调整,使盾构机后体与中体的高度差在3mm以内。从上部向下进行依次调整。定好位后,焊接前首先对盾构机后体直径进行测量。通过测量图中a、b的尺寸,决定w-1-2和w-1-1的焊接顺序。原则上先对内测焊接环口进行焊接,之后外侧进行碳弧气刨清根,再进行外侧焊接。焊后需要进行探伤检验。5.3刀盘支腿和旋转接头焊接刀盘支腿焊接要保证刀盘螺栓已经拧紧,各支腿与刀盘贴紧。焊接坡口按图纸坡口尺寸进行修整,达到要求后按图纸要求进行焊接。旋转接头封盖焊接要求焊接尺寸和密封性。焊后要对旋转接头部分整体进行密封性试验,以0.2Mpa压力进行试压。如有泄漏,需要进行修补焊接。5.4螺旋机叶
9、片轴焊接确保轴、叶片、销轴按图纸要求进行焊接。5.5后工作平台焊接后工作平台先用高强螺栓连接后,按图纸要求进行焊接。6.盾构机液压系统组装7.盾构机电气系统组装1)准备盾构机配线系统图,参照配线系统图,检查各个控制箱与各设备之间以及各个控制箱之间的电缆是否全部接好,在端子台确认连接电缆的记号。特别是对端子台有记号,但没有连接电缆的时候,需要注意进行确认。2)对照各端子台记号与配线电缆的记号进行确认。3)用配线系统图确认连接配线电缆的规格是否正确。4)电缆在端子台是否用螺栓可靠紧固。特别是泵用电动机等的动力用端子台螺栓是否充分紧固。5)确认各设备是否按配线系统图连接。6)各设备与控制箱之间的电缆
10、不能过分松弛,也不能过分张紧。台车之间的电缆为了便于转弯,应有适度的松弛度。7)布置的电缆应用绑线绑在适当的位置上。8)布置的电缆如果与金属部件相接触,应设法与金属部件离开,如果离不开,则需用橡胶板等对电缆进行防护。9)对设备的电缆贯通部分的防水空,应检查其螺母是否松动。同时要涂敷防水密封油(在可能浸水时)。10)检查控制元件(开关和指示灯等)是否完好,如有损坏应及时更换。11)检查各控制箱和各设备是否接有地线。12)根据配线系统图,检查电缆是否有脱落,确认后对设备进行绝缘试验。(各泵用电机、照明电源回路、电磁阀电源回路/各电磁阀和插座回路及其它电器元件)8盾构机的调试:8.1准备工作1)、用
11、滤油机将液压油箱加满;并且在调试期间对液压油箱里的液压油持续过滤。2)、向盾构机送高压电前按照规范对变压器和电器电缆进行性能测试,达到规范要求后方可送电。8.2空载调试步骤:8.3几点要求1).中心润滑油脂,刀盘内、外圈必须有油溢出外流。2).中心润滑油脂压力,必须在 kpa以上。3).盾尾密封油脂必须全通、所有12个油脂孔打出油脂。9自动测量系统自动测量系统配置图系统接线图自动测量系统安装注意事项1、 应按照自动测量系统配置图准备相应的系统设备2、 完成自动测量设备安装后,按照系统接线图进行电缆及通讯缆的布线工作3、 布线所需的电缆及通讯缆应严格按照系统接线图中所标注的规格型号进行安装4、
12、盾构机内数据采集及自动测量系统所使用的电脑系统应按照安装windows操作系统、安装vb编程软件、office软件、MDSN软件、拷贝数据采集自动测量软件的顺序进行5、 系统及软件安装完成后,在自动测量软件中输入隧道线行、纵横坡等测量数据6、 全站仪、全站仪电源箱、GP控制盘、数值通讯盘、盾构机plc等各系统相互连接时均应在断电状态下进行。7、 各系统连接前均应对电源电缆、通讯电缆的正负极进行确认,并做好标记8、 全部连接后的电缆、通讯缆连接后需确认其长度,并应有余量,不得紧绷9、 各系统接线完成后统一合闸送电,送电前先确认供电电压与用点电压是否一致10、 标靶位置选定后,定位是应将标靶固定基
13、座安装牢固,不得松动11、 全站仪与其电源盒连接后在进行定位12、 按照GP操作盘触摸屏的内容提示进行自动测量系统调试。10.盾构机现场组装质量管理品质管理分成以下几个部分:10.1现场盾构机组装1) 盾构机尺寸检查在定位销临时组装后,盾构机后体的圆度情况应进行测量并确认。后体内径在两个方向应进行测量。尺寸误差在6340mm +0mm+16mm在完成盾体焊接工作后,盾构后体圆度应以上面方式再次确认。2) 盾体直线度检查需用量块和线绳以1米间距进行测量应在18mm之内在完成盾体焊接工作后,对盾体直线度再次测量确认。3) 高强螺栓的扭矩记录4) 外观检查对盾构机盾体、构件、焊接、管路进行外观检查。
14、10.2盾构机和后备台车的焊接工作1) 盾构机所有可以分离开的部分,如刀盘支腿、后工作平台等应由有焊接资质的人员进行焊接。焊接工作开始时,应对液压、电气等设备采取保护措施,并进行放火准备。2) 焊接按照图纸要求进行3) 中后体连接焊口进行无损探伤测试。4) 旋转接头进行气压试验10.3液压管路安装和现场液压管路冲洗工作1) 在现场液压管路安装前,应检查管路是否有生锈和损坏。如果发现管路有相应问题,应立即解决。2) 液压管路安装工作事项:-管路区域(液压设备安装位置和每个管端)应没有生锈、油脂、熔渣、尘土和水分。-每个液压软管连接到液压设备之前应对其进行确认,确认其内表面无锈和尘土。-所有管路连接时应避免尘土和金属颗粒进入。-任何当天没有完成的管路应以塑料布遮盖,以防尘土进入。-为避免密封带进入螺纹式接头管路,不要将密封带缠到端头两个螺距。-当用O型圈连接管路和软管时,要确认连接处无变形或损坏现象。3) 在向油箱填充液压油时-液压油清洁度要达到NAS9级-加油时应避免灰尘进入油箱4) 无负载运行阶段的滤油在无负载试运行阶段,油箱内的油应使用滤油机进行过滤。交底人参加人(注明职务)记录人: 1专心-专注-专业
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
