 片剂工艺设计规程完整
片剂工艺设计规程完整

《片剂工艺设计规程完整》由会员分享,可在线阅读,更多相关《片剂工艺设计规程完整(23页珍藏版)》请在装配图网上搜索。
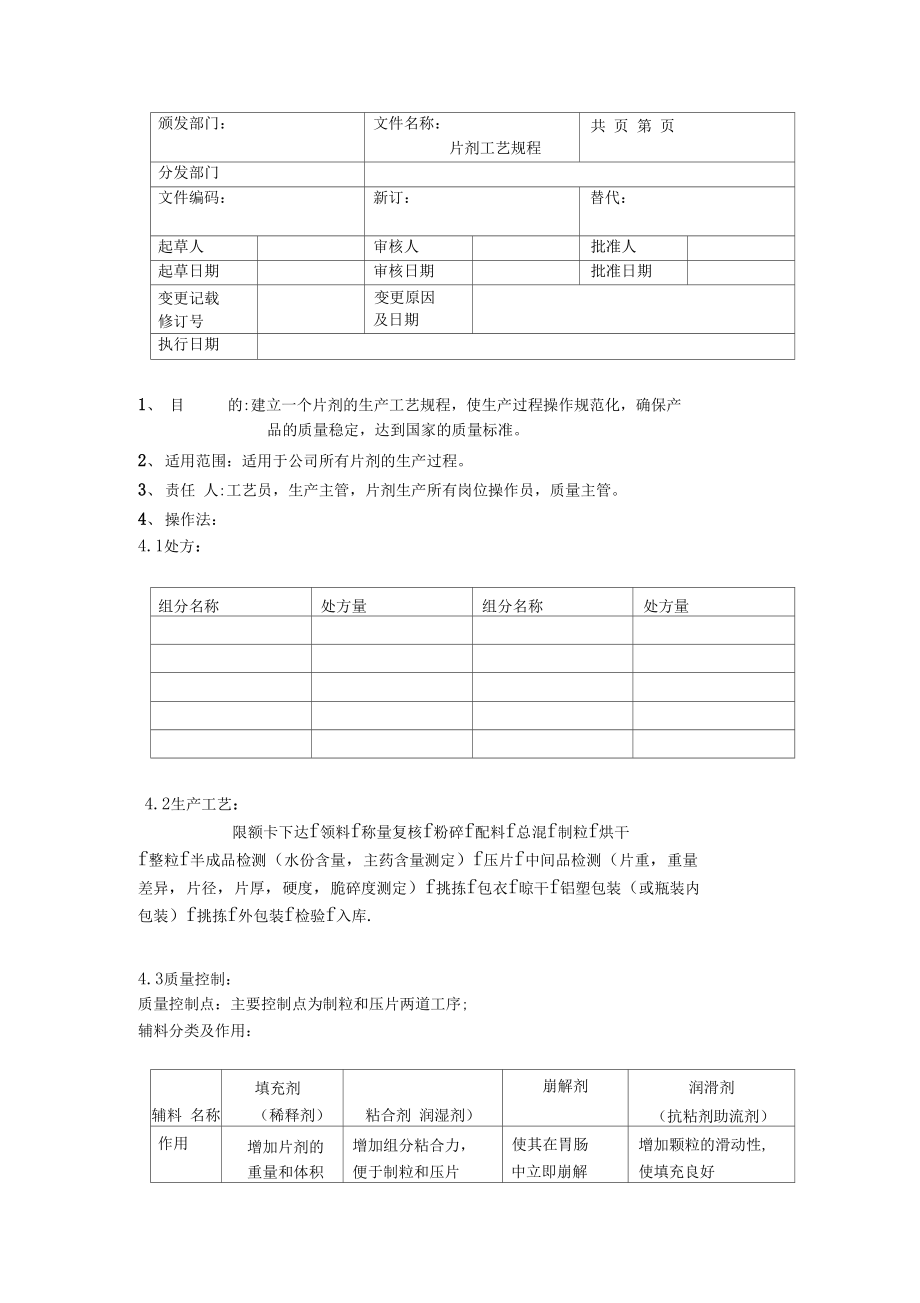
1、颁发部门:文件名称:片剂工艺规程共 页 第 页分发部门文件编码:新订:替代:起草人审核人批准人起草日期审核日期批准日期变更记载 修订号变更原因 及日期执行日期1、 目的:建立一个片剂的生产工艺规程,使生产过程操作规范化,确保产品的质量稳定,达到国家的质量标准。2、适用范围:适用于公司所有片剂的生产过程。3、责任 人:工艺员,生产主管,片剂生产所有岗位操作员,质量主管。4、操作法:4.1处方:组分名称处方量组分名称处方量4.2生产工艺:限额卡下达f领料f称量复核f粉碎f配料f总混f制粒f烘干 f整粒f半成品检测(水份含量,主药含量测定)f压片f中间品检测(片重,重量 差异,片径,片厚,硬度,脆碎
2、度测定)f挑拣f包衣f晾干f铝塑包装(或瓶装内包装)f挑拣f外包装f检验f入库.4.3质量控制:质量控制点:主要控制点为制粒和压片两道工序;辅料分类及作用:辅料 名称填充剂 (稀释剂)粘合剂 润湿剂)崩解剂润滑剂(抗粘剂助流剂)作用增加片剂的 重量和体积增加组分粘合力, 便于制粒和压片使其在胃肠 中立即崩解增加颗粒的滑动性, 使填充良好文件名称片剂工艺规程共页第页433常用辅料:辅料名称常见类别常用辅料|填充剂 (稀释剂)1、水溶性填充剂;2、水不溶性填充剂;3、直接压片用填充剂;4、油类吸收剂;1、乳糖、蔗糖、甘露醇、山梨醇;2、淀粉、微晶纤维素、硫酸钙、磷酸 氢钙;3、喷雾干燥乳糖、改良淀
3、粉;4、硫酸钙、磷酸氢钙、氧化镁、氢 氧 化铝。粘合剂 润湿剂)1、作成水溶液或胶浆 才具粘性;2、干燥粘合剂;3、经非水溶剂溶解或 润湿才具粘性;1、淀粉、明胶、羧甲基纤维素钠;2、高纯度糊精、改良淀粉;3、乙基纤维素、聚乙烯吡咯烷酮、羟 丙基甲基纤维素;4、常见润湿剂:水和以醇溶液。崩解剂1、淀粉及其衍生物;2、纤维素衍生物类;3、表面活性剂;4、泡腾混合物(即泡腾 崩解剂);5、胶类。1、羧甲基淀粉、改良淀粉;2、微晶纤维素、低取代羟 丙基纤维素;3、吐温一80、月桂醇硫酸钠;4、柠檬酸、酒石酸混合物、碳酸氢钠 或碳酸钠;5、琼脂、海藻酸、海藻酸钠、皂土。润滑剂 (或抗粘剂) (或助流剂
4、)1、不溶性润滑剂;2、可溶性润滑剂;3、助流剂;1、硬脂酸镁、硬脂酸钙、硬脂酸锌(亦 为助流剂)、滑石粉(亦为抗粘剂);2、苯甲酸钠、聚乙二醇4000 (或6000);3、微粉硅胶(亦为抗粘剂);434常用辅料用量:辅料名称用途用量淀粉类淀粉 (玉米淀粉)1、填充剂;2、崩解剂;3、粘合剂(淀粉浆);1、用量一般在干 颗粒重量的20%以上, 常与适量淀粉、糊精混合使用;2、用量一般在干 颗粒重量的5-20%,使 用前应在100-105C下干燥使含水量在8-10%之间;3、常用浓度为5-15%,必要时可加糖浆。辅料一名称用途用量淀粉类羧甲基淀粉钠用作崩解剂一般用量为0.5 8%,另可作增稠剂;
5、预胶化淀粉 (可压性淀粉)1、粘合剂;2、崩解剂;3、稀释剂;1、湿法制粒:5-10%;直接压片:5-20%;2、用量为5-10%;3、用量为5-75%;糖类孚L糖填充剂价贵较少用;蔗糖粉1、填充剂;2、粘合剂;3、矫味剂;1、多用于口含片和咀嚼片;2、干、湿情况下皆可用,但量要少;葡萄糖稀释剂甘露醇稀释剂多用于咀嚼片;山梨醇1、稀释剂;2、粘合剂;与山梨醇等量搭配用,可作为直接压片填 充剂;多用于咀嚼片;常与甘露醇搭配使用;糖浆粘合剂60-70%的浓度,常与淀粉浆混合使用(各占 10%);纤 维 素微晶纤维素1、填充剂;2、粘合剂;3、崩解剂;4、助流剂;1、用量为5-20%;2、用量为5-
6、20%;3、用量为5-15%;4、用量为5-15%;甲基纤维素MC)粘合剂用量为1-20%;羧甲基纤维素钠CMC-Na)粘合剂1、湿法制粒中常用量为1-2%;2、亦可用5-10%;乙基纤维素粘合剂1、常用浓度为2-10%;2、可制成5%的乙醇溶液喷于搅拌的物料 中;3、适用于对水敏感的产品;羟丙基甲基纤维 素HPMC)1、粘合剂;2、溥膜衣;1、用量为2-5%;颗粒成粒性好)2、用量为2-10%;低取代羟丙基纤维素L-HPC)1、粘合剂;2、崩解剂;使用量为2-5%,具有提高硬度和加速崩解 的作用;文件名称I片剂工艺规程第页文件名称片剂工艺规程共 页第页羧甲基纤维素钙CMC-Ca)崩解剂仅适用
7、于作酸性产品的崩解剂,而不适用 于有机碱的无机酸盐产品文件名称片剂工艺规程共页第页一辅料称 名途 用量 用无机 物 类W) 钙伯 酸水 硫二齐齐 充收 填吸 、 、1 2充田 填m 勺亍 产汗 性但 碱吸 性油 ; 酸作训 作可产 可也*大 品 ,素 本剂环殆无 Mi zf ? 齐齐 充收 填吸 、 、 1 2充田 填m 勺亍 、齐 性收 碱吸 、类 性油 4 酸r#“口 作町产 可也类 品,素 本剂环 ? 齐齐 充收 填吸 、 、 1 2碱等 搦酯 酸酸 强醋 叮E 斬V 不B 品V 本及钙 酸 碳齐齐 充收 填吸 、 、1 2勺剂 廿收 0吸 腭 类作 素可 霉亦 丄冃; 作品 用产 常性
8、粉 石 滑剂 滑 润粘m 抗艸 合状 *7 ? nu rnu 齐齐 流附 助吸 、 、 1 2适 一类油 为餐 量膏 用浸 般亍用铝 化 氧 氢nu 齐齐齐 流合收 助粘吸 、 、 、12 3量 用剂 滑 润水、醇、胶浆类水 蒸剂 湿 润剂 合醇 乙剂 湿 润品 产 的 质 变 易 燥 十 热 口 的 强 性 广 用浆 胶 明剂 合 粘含 乙口 胶于 伽用 上 _ _ ? 用液; 使醇片矶PVP 厶浆 聚胶剂 合 粘或rs化 片霉硬 腾发渐 用以灯 Hu齐齐由 醇腐W 或防的 剂入 水加22 的需m号置于容器中,加入95%乙醇,在搅拌下,使树脂 完全湿润,加盖放置12-24小时,使之完全溶解,
9、再依次加入吐温80, 苯二甲酸二乙酯,蓖麻油,搅拌均匀后加盖备用;3)、其它:a处方:聚丙希酸树酯U号2.5kg 95%的乙醇35kg 吐温800.35kg 苯二甲酸二乙 酯1kg 蓖麻油0.75kg文件名称片剂工艺规程共页第页c、将U号树脂、乙醇、苯二甲酸二乙酯 以5-7次/h的频率搅拌均匀后密封 贮存24h,待其溶解;包衣前将剩余的蓖麻油、吐温-80加入混合均匀 即可;包衣过程:1)、肠溶糖衣:隔离层f粉衣层f肠溶衣f粉衣层f糖衣层f有色糖衣层;2)、半薄膜衣:粉衣层f肠溶衣层;详见包糖衣)生产过程中易出现的问题及解决方法:1)、压片:问 题情况描述原因解决方法裂 片片剂受到 震动或经 放
10、置时从 腰间开裂 或顶部脱 落一层;1、药物本身的特性;2、粘合剂或润湿剂选择不当, 用量不够;3、颗粒过粗,过细或细粉过多;4、颗粒中有油类物质;5、颗粒过分干燥;6车速过快,片剂受压时间短, 颗粒中的空气来不及溢出;7、压力过大;8、冲模不合要求;1、加糖粉克服;2、重选粘合剂或润湿剂或加 大用量;3、筛去细粉,掺和含粉量少 的颗粒;4、先用吸收剂将油类物质吸 收后再与颗粒混合压片;5、与含水量较咼的颗粒混合 压片;6适当减慢车速;7、调整压力;8、调换冲模。松片将片剂置 食指和中 指间,用 拇指轻压 即粉碎;1、颗粒中水分影响,含量不当;2、粘合剂或润湿剂选择不当, 用量不够;3、药物本
11、身性质引起;4、冲头长短不齐;5、压力过小;6压好的片剂露置于空气中时 间过长。1、适当调整水分含量;2、重选粘合剂或润湿剂或加 大用量;3、调整压力,适当加大;4、调换冲头;5、适当调整压力;6压好后应及时保存。叠 片两片压在 一起1、粘冲引起;2、下冲上升位置低,已压好片 子未及时送出。1、参照上述方法解决;2、替换冲头。文件名称片剂工艺规程共页第页word整理版问 题情况描述原因解决方法朋 解 迟 缓崩解时间 超限(15min)1、粘合剂粘性太强,用量过多;2、崩解剂选择不当或用量过少 或干燥不够;3、颗粒过硬过粗;4、压片时压力太大,硬度高。1、减少粘合剂使用量,增加 崩解剂用量;2、
12、重新选择,加量,再干燥;3、增加崩解剂用量,减小压 片时的压力;4、减小压力。粘冲压片时冲 头粘附细 粉,致片面 不平整光 滑;1、颗粒水分含量过高或润滑剂 用量不足,混合不均匀;2、环境参数影响,湿度过高;3、冲模表面粗糙;4、药物本身特性引起。1、控制水分含量,加大润滑 剂用量,重新混合均匀;2、控制湿度;3、替换或擦净其表面;4、加大压力或增加润滑剂。重 量 差 异超过允许的范围1、加料器不平衡;2、颗粒润滑性能差,润滑剂少;3、颗粒粗细悬殊大,流速不一;4、料斗内没有匀速加料;5、下冲塞冲。1、平衡加料器;2、改变或增加润滑剂;3、过筛或重新制粒;4、加料速度相对恒定;5、拆下擦洗干净
13、。1、颗粒过硬,或有色片剂的颗1、调整粘合剂或使用稀乙粒松紧度不匀;醇制粒并减少混合时间;变2、复方制剂中的原辅料制粒前2、对原辅料的粉碎细度应色未混合均匀;控制,且要混合均匀;或3、易引湿的产品与金属制品接3、尽量减少与金属制品的表触引起变色;接触机会并控制空气湿面度;花4、上冲上有油垢掉落;4、在上冲上安装挡油胶圈斑并经常擦拭冲头和胶圈;5、有色片剂的颗粒在干燥过程5、以低温、慢速干燥或加适中有色素外移倾向引起;量微晶纤维素;文件名称片剂工艺规程共页 第 页2)、包衣:问题原因解决办法糖浆不粘锅, 药片被摩擦 变色锅温太低或蜡未除尽;应洗净锅壁或在锅壁上涂一 层糖浆,散一层滑石粉使粘 上锅
14、壁,干后再包粘锅壁加糖太多,粘性大,搅拌不 匀,锅温低,干燥慢;控制糖浆用量,温度不宜过 低;脱壳(衣层 部分或全部 脱落)片心不干,包衣时未层层干 燥,水分进入片心膨胀;片心水分含量应符合要求要 层层干燥,尤其在最初几层;龟裂(糖衣 裂开成龟板 状)包粉衣层过渡到糖衣层过程 中,滑石粉用量不当,温度 高,干燥太快,析出的粗糖 晶是片面留有裂缝,酸性药 物与滑石粉碳酸盐反应生成C02;注意糖浆与滑石粉的用量, 由粉衣层过渡到糖衣层,滑 石粉的加入量要逐 渐减少, 对酸性药物要包隔离层,注 意干燥时的温度,片心太松 时应更换;包衣类别糖衣色泽不匀上最后一层色浆未干燥后即 加蜡打光,有色糖浆用量太
15、 少或未搅匀,上糖衣温度咼, 析出粗结晶,致片面粗糙;掌握上色浆的温度及用量, 采用浅色糖浆,由浅入深;如 色浅,多包几层或洗去蜡, 部分糖层,再重新包粉衣;露边或麻面包衣材料用量不当或片心 边 缘太厚,温度过高或吹风过 早;注意糖浆及物料用量,以均 匀润湿或适当粘附片心为度, 再加完糖浆时不应吹风与加 热,以免温度高,干燥快,造 成片面粘附浆,粉量不均匀;片面不平 或有小痣点锅壁不光滑,加浆液及干燥 温度过高,水分蒸发快,使 锅壁粗糙不平,粗粒落入, 片末或碎片未除去,再加浆 液就包入片面;适当掌握加浆及干燥时温度 及速度,保持锅壁光滑,应 及时洗锅,必要时洗去小痣 点,再重新包衣;文件名称
16、片剂工艺规程共页 第 页包衣 类别问题原因解决办法薄 膜 衣 片皱皮(衣模 表面有皱纹 呈桔皮样粗 糙不平)包衣液用量太多,干燥不当, 衣模未铺均匀已干燥或成模 剂引起,具有较大收缩倾向;选择适当的干燥条件,包 衣液用量要控制,掌握好 溶剂蒸发速度或另外选用 成模材料;色泽不匀喷雾设备未调节好,喷雾不 均匀,色素在包衣浆内分布 不均匀;要将薄膜材料配成稀溶液, 多喷几次,或色素与包衣 材料在球磨机中研磨均匀 后再喷入;片面粗糙干燥温度高,溶剂蒸发快, 或包衣混入杂质;降低干燥温度,使用合格 的包衣模材料;起泡(衣模 或片心间有 气泡)固化不恰当,干燥过快或衣 模与底层表面(或片心)附着 力差;
17、改进成模条件,提咼衣模 粘着性,降低干燥温度与 速度;花斑(衣模 出现杂色斑 点或花纹出 汗)包衣溶液配方中的增塑 剂、 色素等在干燥过程中发生移 动,带到衣模表面出现的, 干燥太快易发生;改变包衣处方、选择适宜 的增塑剂等,控制成模条 件(如降低干燥温度);衣模表面有 液滴或呈油 状包衣溶液的配方不适当,组 成间有配伍禁忌;需改变配方胃酸中崩解 (或衣模溶 解)或方内 不溶解选择衣料不当或衣层太薄 (胃内溶解),衣太厚肠内 不溶解)或贮存变质;针对原因,合理解决;、生 产 指 令 下生产 限额卡(见附录1)给生产车间,本 限额卡一式三份,一份作存根,一份下发给仓库作为发料的依据,另一份下发给
18、 生产车间作为领料的依据不(2)、领料:a. 车间领料员凭生产限额卡依据领料岗位操作法(见附录2)至仓库领取 合格的原辅材料,包装材料;b. 办理相应的交接手续;文件名称片剂工艺规程共页 第页c. 填写好岗 位操作 记录(附录3)及片剂 批生产记录(附录4),并将片剂 批生产记录移交给下一工序。(3)、物料进入洁净区:a. 领料员将领取的物料放进脱外包室脱去原辅材料,包装材料的外包装;b. 经缓冲进入洁净区。(详见附录5)c. 填写好岗位操作记录及片剂批生产记录,并将批生产记录移交给下一 工序。4)、称量复核:a. 由称量复核员对送入的物料依据称量复核岗位操作法(见附录6)在电子 磅秤上按照电
19、子磅秤操作程序(见附录7)进行称量复核;b. 转入中间站暂存;c. 填好相应的物料盛装单(见附录8)并办理交接手续;d. 填写好岗位操作记录及片剂批生产记录,并将片剂批生产记录移交 给下一工序。5)、粉碎:a. 由粉碎岗位操作员依据粉碎岗位操作法(见附录9)作好准备工作;b. 从中间站领取待粉碎的物料到岗位上并办理交接手续;c. 粉碎岗位操作员依据30B-X吸尘粉碎机组操作程序(见附录10)开机进行 物料粉碎;d. 粉碎结束后将已粉碎好的物料进行称量,填好盛装单;e. 将物料移至中间站暂存并办理交接手续;f. 依据30B-X吸尘粉碎机组清洁、消毒程序(见附录11)对设备进行清洁、消 毒,结束后
20、请QA进行检查,合格则由QA颁发清场合格证(见附录12), 保存至下一批号或品种生 产时,并并入下一批的片剂 批生产记录中;g. 填写好岗位操作记录和设备运行记录(附录13)及片剂批生产记录, 并将片剂批生产记录移交给下一工序。6)、称量配料:a. 操作员按照称量配料岗位操作法(附录14)做好岗位准备工作,并从中间 站领取相应的物料,放在岗位上;b. 调整好电子称,使之处于备用状态;c. 按照下达的处方及生产限额卡按照电子称操作程序(附录15)分别依次 称量物料,并按规定由另外一人进行复核,双方记录签字;d. 做好岗位操作记录;7)、总混:a. 操作员按照总混岗位操作法(附录16)做好准备工作
21、,并从中间站领取 待 总混的物料到岗位上;文件名称片剂工艺规程共页第页b. 将料加入,依据HD型系列多向运动混合机操作程序(附录17)进行物料 混合;c. 混合结束后将料取出,称量,扎口,放好盛装单移交到下一工序使用;d. 做好岗位操作记录和设备运行记录;8)、制粒:a. 制粒岗位操作员从中间站领取待制粒的物料到岗位上,办理交接手续;b. 粘合剂的配制:(参照粘合剂的选择)c. 软材的制作:(参卩质量控制部分)d. 制粒:按照YK-160型摇摆式颗粒机操作程序(附录18)进行制粒;e. 制粒结束后将湿颗粒置烘盘中,铺匀后立即移交到下一工序;f. 按照YK-160型摇摆式颗粒机清洁、消毒程序(附
22、录19)对设备进行清洁、 消毒;g. 填写好岗位操作记录和设备运行记录及片剂批生产记录,并将片 剂批生产记录移交给下一工序。9)、烘干:a. 烘干岗位操作员依据烘干岗位操作法(附录20)做好准备工作;b. 烘干岗位操作员将制作好的湿颗粒放入烘盘中,将烘盘放在烘车上后推入 烘箱中;c. 烘干岗位操作员按照CT-C-2热风循环烘箱操作程序(21)开启殳备,待温度上升到规定范围后记时,按照规定的时间进行烘烤;d. 烘烤结束后开门将物料晾冷,通知质检员进行取样检查并填好半成品取样 单(附录22);e. 将物料放入塑料袋中,扎口,称量,移至中间站暂存并办理相应的交接手续;f. 填写好岗位操作记录和设备运
23、行记录及片剂批生产记录,并将片剂 批生产记录移交给下一工序。10)、整粒:a. 从中间站领取已烘干的颗粒到岗位上;b. 依据整粒岗位操作法(附录23)做好整粒前的准备工作;c. 按照处方比例加入外加辅料,依据YK - 160型摇摆式颗粒机操作程序开 始整粒;d. 整粒结束后,将合格品与不合格品分别装袋,扎口,称量,并放好盛装单;e. 将已处理好的颗粒移交到中间站暂存并办理好交接手续;f. 按照YK - 160型摇摆式颗粒机清洁、消毒程序做好设备 的清洁、消毒工作, 结束后请QA进行检查,合格后由QA颁发清场合格证,并保存至下一批 产品生产时,并并入下一批的批生产记录中;文件名称片剂工艺规程共页
24、第页g. 填写好岗位操作记录及片剂批生产记录,并将片剂批生产记录移交 给下一工序。11)、压片:a. 压片岗位操作员依据压片岗位操作法(附录24)做好岗位的准备工作;b. 从中间站领取待压片的物料并办好交接手续;c. 按照高速压片机操作程序(附录25)开始进行试压片;d. 依据质量标准对试压片的片径、片厚、硬度、重量差异、脆碎度等项 目进行 测定,合格后再进行正式压片;e. 设备运行过程当中,操作员协同车间质检员对上述项目进行重复检测,确保 产品质量稳定;f. 压片结束后,将产品扎口,放好盛装单并移至中间 站暂存,待检;h. 按照高速压片机清洁、消毒程序(附录26)对设备进行清洁、消毒工作,结
25、 束后请QA进行检查,合格后由QA颁发清场合格证,并保存至下一批产品生产时,并并入下一批的批生产记录中;i. 填写好岗位操作记录及片剂批生产记录,并将片剂批生产记录移交 给下一工序。12)、挑拣:a. 将已压好的片子中的裂片、残片、松片及花斑等不合格的产 品挑拣出,另放 并记录;b. 该工序可并入压片过程中;13)、包衣:a. 包衣类别:依据包衣情况的不同,可分为包糖衣、包薄膜衣、包肠溶衣三种;b. 包衣岗位操作员按照包衣岗位操作法(附录27)做好岗位准备工作;c. 从中间站领取合格的素片到岗位上,按照高速包衣机操作程序(附录28) 开启设备进行试包衣;d. 依据试包衣的情况,进行必要的调整,
26、包衣,取料,晾冷;e. 将产成品扎口,放好盛装单后移交至中间 站,办好交接手续;j. 按照高速包衣机清洁、消毒程序(附录29)做好设备的清洁、消毒工作,结 束后请QA进行检查,合格后由QA颁发清场合格证,并保存至下一批产品生产时,并入下一批的批生产记录中;k. 填写好岗位操作记录和设备运行记录及片剂批生产记录,并将片 剂批生产记录移交给下一工序。11)、铝塑包装(或瓶装内包装):a. 根据公司产品的不同,内包装可分为铝塑包装、瓶装内包装两种;b. 铝塑包装岗位操作员依据铝塑包装岗位操作法(附录30)(或瓶装内包装岗位操作法(附录31)做岗位的准备工作;文件名称片剂工艺规程c. 从中间站领取待包
27、装的片子、铝箔、PVC等到岗位上,并办好交接手续;d. 按照铝塑包装机操作程序(附录32)开机进行调试,待没备正常后,再将 待包装产品倒入料斗包装;e. 包装过程中应随时对装量、起泡、热 封等情况进行检测,以保证产品质量符 合规定要求;f. 包装结束后将产品放置好,放好盛装单,移交至中间站并办好交接手续;g. 按照铝塑包装机清洁、消毒程序(附录33)做好设备的清洁、消毒工作,结 束后请QA进行检查,合格后由QA颁发清场合格证,保存至下一批产 品 生产时,并并入下一批的批生产记录中;h. 填写好岗位操作记录和设备运行记录及片剂批生产记录,并将片 剂批生产记录移交给下一工序。12)、外包装:a.
28、领料员凭生产限额卡从仓库中限额领取包装材料,并办好领用手续;b. 喷码岗位操作员依据喷码岗位操作法(附录34)做好贲码前的准备工作, 对应生产限额卡要求调好相应的产品批号,并进行复核;c. 按照喷码机操作程序(附录35)开启殳备,并进行试印字,停机检查印字 质量;d. 待印字质量达到要求的标准后重新开启设备,印制生产批号、生产日期、保 质期;word 整理版e. 将印制好的包装材料放置好,备用;f. 依据喷码机清洁程序(附录36)对设备进行清洁,清场结束后请QA进行 检查,合格后由QA颁发清场合格证,保存至下一批产 品生产时,并并入 下一批的批生产记录中;g. 外包装人员取印制好的包装材料到岗
29、位上,开始进行外包装,包装过程中应 剔除掉其中的不合格包装材料;h. 包装结束后,由外包装岗位操作员做好清场工作,确保无残留无关物品,结 束后请QA进行检查,合格后由QA颁发清场合格证,保存至下一批产 品 生产时,并并入下一批的批生产记录中;i. 由岗位操作员填写成品请验单,请QC前来取样抽检,并办好取样手续;j. 填写好岗位操作记录和设备运行记录及片剂批生产记录,并将片 剂批生产记录移交给下一工序;k. 将待检品存放于成品暂存室或仓库中,系好黄色链子,放于待检区,并办理 寄存手续。13)、入库: a.成品检验合格后,外包装岗位操作员凭检验报告单办理成品入库手续;片剂工艺规程b.填写好岗位操作
30、记录及片剂批生产记录,并将片剂批生产记录移交 给车间工艺员进行整理,归档。4.5使用设备:a. 电子磅秤;b. 30B-X吸尘粉碎机组;c. HD型系列多向运动混合机;d. 混合机(制软材);e. YK-160型摇摆式颗粒机;f. CT-C-2热风循环烘箱;g. SH10A型水份快速测定仪;h. 旋转式压片机;i. 电子天平;j. 分析天平;k. 崩解仪;l. 脆碎度仪;m. 硬度计;n. 游标卡尺;o. BG-E型系列高效智能包衣机;p. DPP-250F型多功能平板式快速自 动铝塑包装机;q. DPD-250F型多功能平板式快速自动铝塑包装机;试药4.6人员劳动组合安排:岗位名称人员设置岗
31、位名称人员设置领料1人铝塑包装2人粉碎1人车间质检员1人称量配料1人车间工艺员由车间质检员兼任总混1人中间站1人制粒2人洁净工作服洗涤1人烘干1人车间保洁员由车间洗衣员兼任整粒由制粒岗位人员兼任外包装(包括喷码岗位)3人,其余岗位人 员兼任压片2人包衣1人人员总计以上共计16个岗位,所需人员为18人。备注上述人员名额统计中不包括管理人员,并从生产成本方面考虑, 已米用兼任方式进行人员控制。文件名称片剂工艺规程共页第页片剂生产线岗位人员设置表4.7附录:附录附录1第页附录2第页附录3第页附录4第页附录5第页附录6第页附录7第页附录8第页附录9第页附录10dr附录11第页附录12第页-附录13第页-附录14第页-附录15第页-附录16第页-附录17第页-附录18第页-附录19第页-附录20第页-附录21第页-附录22第页-附录23第页-附录24第页-附录25第页-附录26第页-文件名称片剂工艺规程共页第页附录附录27第页附录28第页附录29第页附录30第页附录31第页附录32第页附录33第页附录34第页附录35第页附录36dr
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
