《中板轧钢异常工况表》由会员分享,可在线阅读,更多相关《中板轧钢异常工况表(4页珍藏版)》请在装配图网上搜索。
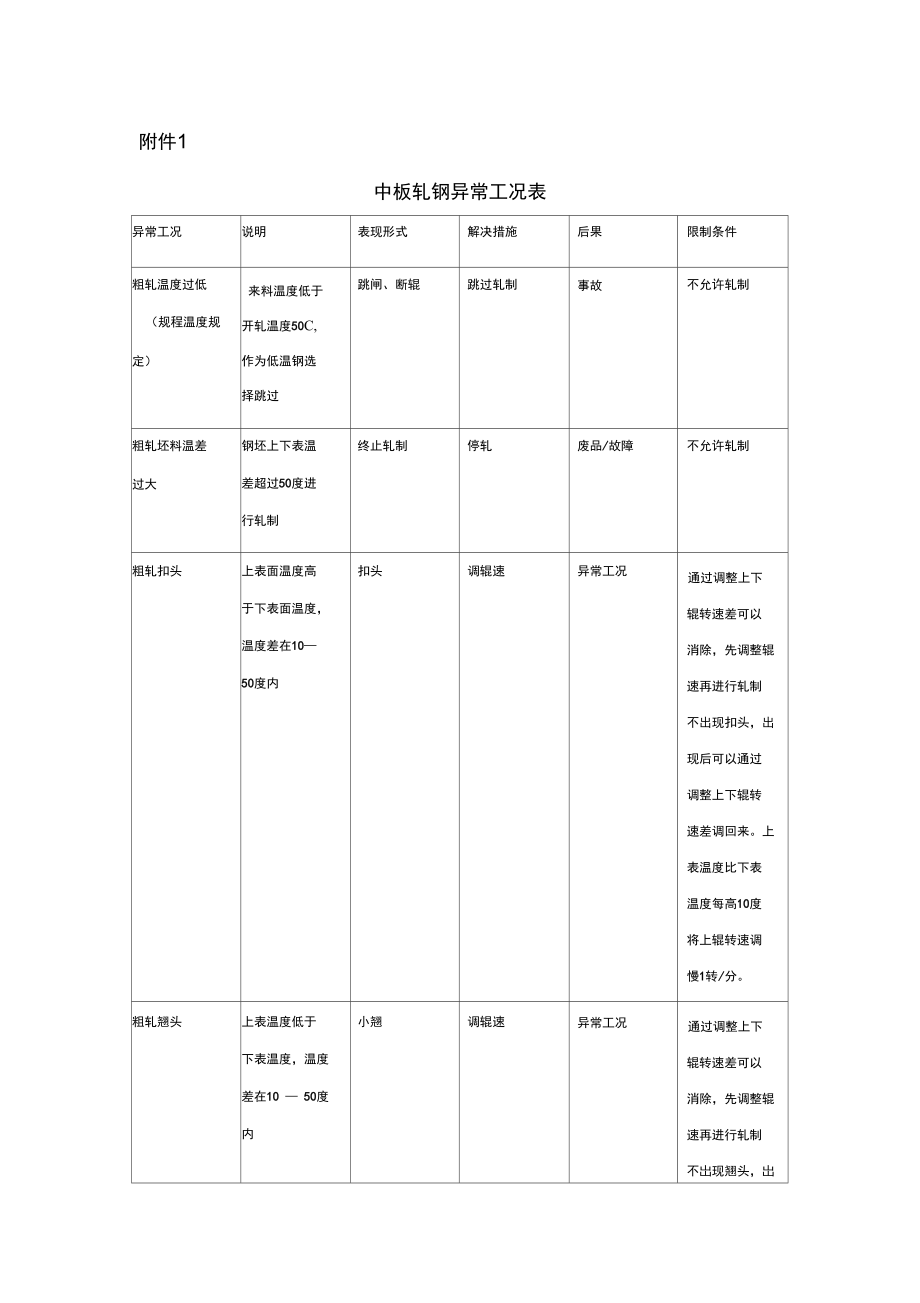
1、附件1中板轧钢异常工况表异常工况说明表现形式解决措施后果限制条件粗轧温度过低(规程温度规定)来料温度低于 开轧温度50C,作为低温钢选择跳过跳闸、断辊跳过轧制事故不允许轧制粗轧坯料温差过大钢坯上下表温差超过50度进行轧制终止轧制停轧废品/故障不允许轧制粗轧扣头上表面温度高于下表面温度,温度差在1050度内扣头调辊速异常工况通过调整上下 辊转速差可以 消除,先调整辊 速再进行轧制 不出现扣头,出 现后可以通过 调整上下辊转 速差调回来。上 表温度比下表 温度每高10度 将上辊转速调 慢1转/分。粗轧翘头上表温度低于下表温度,温度差在10 50度内小翘调辊速异常工况通过调整上下 辊转速差可以 消除
2、,先调整辊 速再进行轧制 不岀现翘头,岀现后可以通过调整上下辊转速差调回来。上表温度比下表温度每低10度将上辊转速调快1转/分。粗轧斜角送钢前1次未夹钢虚拟可以继续轧钢错误操作中心点未偏移粗轧导致镰刀送钢前2次未虚拟精轧调整两侧错误操作/异常连续2次未夹弯夹钢辊缝工况钢,出现镰刀 弯;3次未夹钢 废钢;镰刀弯可 以通过精轧进 行修正粗轧咬钢速度过低咬钢转速小于20转/分自动检测手柄控制主轧辊转动,提高咬钢转速操作错误正常咬钢速度2040转/分,送钢速度匹配,不允许0速 咬入。粗轧咬钢速度咬钢转速大于自动检测手柄控制主轧错误操作+成本正常2040过高40转/分辊转动,降低咬钢转速增加转/分,送钢
3、速度匹配粗轧断辊咬钢时主轧辊转速90转/分钟或者咬钢时主轧辊转速10断辊手柄控制主轧辊转动,降低咬钢转速事故防止出现该情况转/分钟粗轧压下率或操作不当终止轧制编制合理的规异常工况极限值:粗轧最压下量过大程大压下量40mm最大压下率35%精轧开轧温度钢坯当前温度跳闸、断辊跳过轧制事故不允许轧制过低(根据温度低于钢坯最低规程)开轧温度进行轧制精轧坯料温差钢坯上下表温终止轧制停轧废品/故障不允许轧制过大差超过50度进行轧制精轧前三道次两边辊逢差大岀现镰刀弯辊逢两侧不一操作导致异常通过调整1次镰刀弯或粗轧带过来致(辊逢相差工况辊逢调整的+-2mn)精轧咬钢速度咬钢转速小于自动检测手柄控制主轧操作错误正
4、常4060过低40转/分辊转动,提高咬转/分,送钢速钢转速度匹配。不允许0速咬入。精轧咬钢速度咬钢转速大于自动检测手柄控制主轧错误操作+成本正常4060过高60转/分辊转动,降低咬增加转/分,送钢速钢转速度匹配精轧断辊咬钢时主轧辊断辊手柄控制主轧事故防止出现该情转速90转/分辊转动,降低咬况钟或者咬钢时钢转速主轧辊转速10转/分钟精轧轧压下率或压下量过大规程编制不合理,进行轧制终止轧制编制合理的规程异常工况精轧最大压下量15mm最大压下率30%精轧机小扣头咬钢转速小于退回操作异常/故障记1次错误可40转/分以继续轧制精轧没除磷精轧第一道次轧制前的第一操作错误精轧第一道次没有高压水除道次使用高压需要进行除磷磷就进行轧制水进行除磷操作
 中板轧钢异常工况表
中板轧钢异常工况表