 CO2气体保护焊工艺标准
CO2气体保护焊工艺标准

《CO2气体保护焊工艺标准》由会员分享,可在线阅读,更多相关《CO2气体保护焊工艺标准(13页珍藏版)》请在装配图网上搜索。
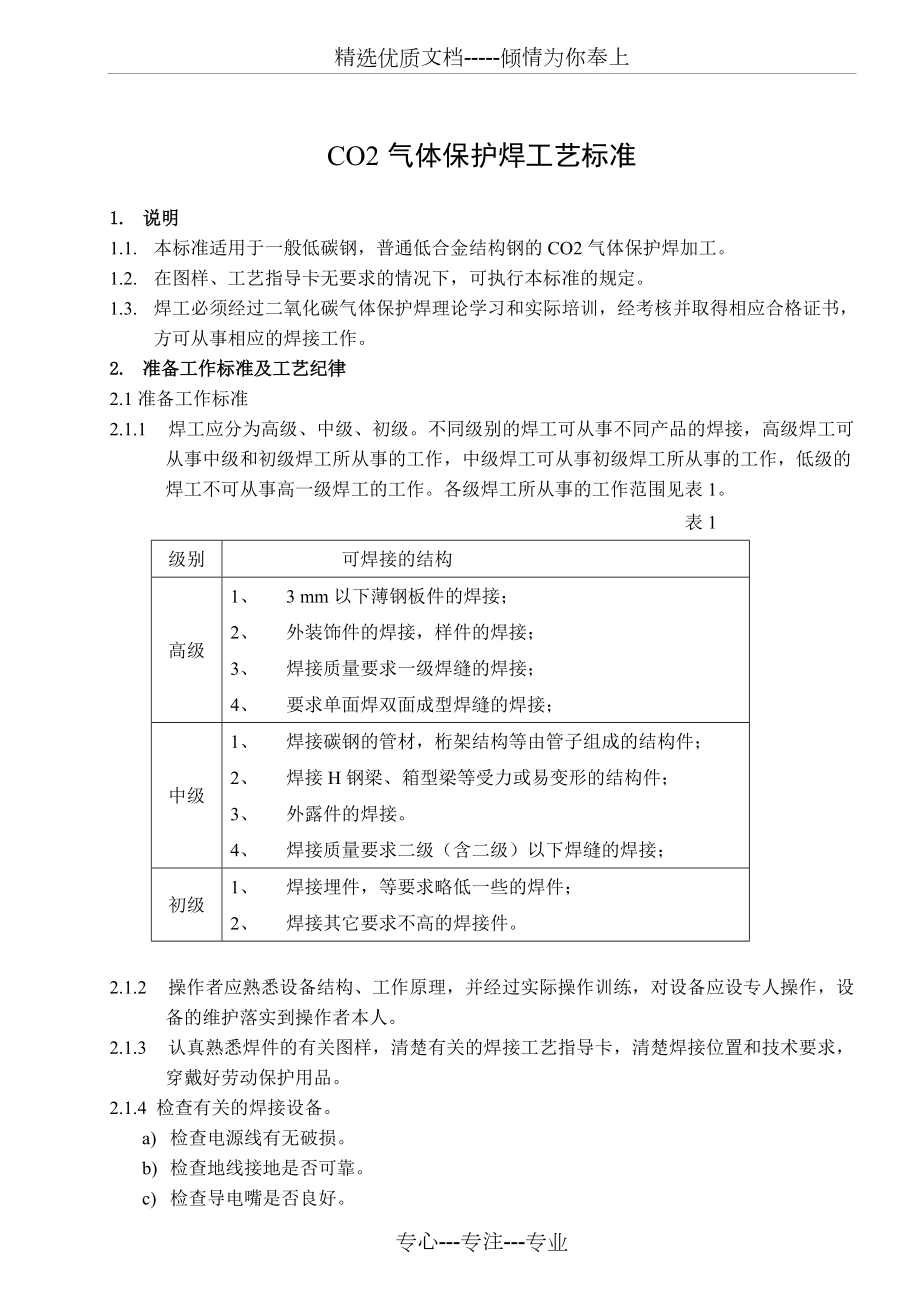
1、精选优质文档-倾情为你奉上CO2气体保护焊工艺标准1. 说明1.1. 本标准适用于一般低碳钢,普通低合金结构钢的CO2气体保护焊加工。1.2. 在图样、工艺指导卡无要求的情况下,可执行本标准的规定。1.3. 焊工必须经过二氧化碳气体保护焊理论学习和实际培训,经考核并取得相应合格证书,方可从事相应的焊接工作。2. 准备工作标准及工艺纪律2.1准备工作标准2.1.1 焊工应分为高级、中级、初级。不同级别的焊工可从事不同产品的焊接,高级焊工可从事中级和初级焊工所从事的工作,中级焊工可从事初级焊工所从事的工作,低级的焊工不可从事高一级焊工的工作。各级焊工所从事的工作范围见表1。表1级别可焊接的结构高级
2、1、 3 mm以下薄钢板件的焊接;2、 外装饰件的焊接,样件的焊接;3、 焊接质量要求一级焊缝的焊接;4、 要求单面焊双面成型焊缝的焊接;中级1、 焊接碳钢的管材,桁架结构等由管子组成的结构件;2、 焊接H钢梁、箱型梁等受力或易变形的结构件;3、 外露件的焊接。4、 焊接质量要求二级(含二级)以下焊缝的焊接;初级1、 焊接埋件,等要求略低一些的焊件;2、 焊接其它要求不高的焊接件。2.1.2 操作者应熟悉设备结构、工作原理,并经过实际操作训练,对设备应设专人操作,设备的维护落实到操作者本人。2.1.3 认真熟悉焊件的有关图样,清楚有关的焊接工艺指导卡,清楚焊接位置和技术要求,穿戴好劳动保护用品
3、。2.1.4 检查有关的焊接设备。a) 检查电源线有无破损。b) 检查地线接地是否可靠。c) 检查导电嘴是否良好。d) 检查送丝机构是否可靠。e) 检查二氧化碳气瓶送气系统(气瓶压力表、气带、预热器、气阀)是否安全可靠。f) 检查干燥剂是否应该更换。2.1.5 按当日生产任务量准备好足够焊丝,焊丝装入焊丝盘轴之前,必须将焊丝上的油污、锈迹清除干净。将焊丝插入焊丝插口处,用手动送丝将焊丝送到焊枪前端。焊枪安装与丝径相吻合的导电嘴后,再拧紧喷嘴。2.1.6 焊件在翻转和搬运过程要避免将装饰面碰伤,不能在钢件的非焊缝区引弧,焊接时要将施焊工件放稳,做到安全可靠,最好处于水平船型位置施焊。2.1.7
4、认真检查焊缝坡口及装配间隙是否合乎图样要求。认真检查焊件外装饰面是否有磕碰、划伤的地方,将情况及时反馈给质检员。得到明确的指示后方可进行焊接。2.1.8 检查焊口两边1020mm范围内,是否有不允许存在的气割渣、铁锈、油污、定位焊处是否开焊。2.1.9 单层焊接一般采用反极性(工件接负,焊枪接正),堆焊与补焊可采用正极性。焊接地线与工件接触良好,避免由于地线接触不良,产生不导电或电弧不稳的现象。2.1.10 焊接工作场地温度一般不低于10,采用水冷设备一般不应低于0。2.1.11 为保证二氧化碳气体纯度,应将气瓶倒置2小时,并开启阀门,放掉水汽,然后直立静置1小时,方可使用。2.1.12 在露
5、天焊接时当风力超过4级时,必须采取防风和挡风措施。2.1.13 按安全操作规程将电源合闸。2.1.14 按动焊机电源开关,打开气瓶高压阀,将预热器开关打开,预热1520分钟。2.1.15 焊丝矫直轮调到合适位置,送丝轮压力要适当,压力过大,将会加重电机负载和在焊丝上产生过深压痕,造成电机烧损和送丝中导电不良,压力过小焊丝容易打滑,影响焊接稳定。2.1.16 打开储气瓶阀,将C02气体的压力调至23Kg/c。2.2准备工作工艺纪律2.2.1低级的焊工从事高一级焊工的工作,造成质量不合格的给予罚款50200元处理。2.2.2操作者不熟悉设备结构、工作原理,设备的维护不落实到操作者本人,造成设备损坏
6、,影响生产进度,给予罚款50200元处理。2.2.3不认真检查上道工序来件的表面质量及焊缝坡口质量,装配间隙不符合图样要求,根据对质量影响的大小,分别给予罚款50200元处理。2.2.4本工序责任人是焊工,承担此工序全部责任。3. 操作过程标准及工艺纪律3.1操作过程标准3.1.1焊接工艺参数的确定a) 在试件上调整焊接规范,焊接规范参见表2表6。b) 对于不要求控制焊接变形的工件,例如埋件尽量采用大的焊接规范,提高生产率 ,I型对接接头焊接规范见表2。平角焊T型接头焊接规范见表3。c) 对于要求焊接变形较小的工件,例如焊接H型钢、箱型梁、桁架,尽量采用小的焊接规范见表4。d) 薄钢板件的对接
7、标准焊接参数见表5。e) 角焊缝标准焊接参数见表6。3.1.2 把焊枪对准需焊接工件的起始位置,按下焊枪开关,先开始送气,在经过一段前送气延时后开始送丝起弧,并保持所设定的焊接电流、焊接电压值,进行正常的焊接,逆向施焊(左向焊法),便于观察熔池。3.1.3 第二次再按下焊枪开关时,焊接电流、焊接电压、送丝速度即转入预设定的收弧电流和电压值,直到焊枪开关放开,焊接电流快速下降,经过回烧延时后,电弧熄灭,滞后停气,完成焊接。3.1.4 根据技术要求,重要件应采用与结构件厚度接近,尺寸为50x25mm左右的板材做引弧板。一般部件可不采用。 大规范对接平焊焊接参数 表2钢板厚度(mm)焊丝直径(mm)
8、装配间隙(mm) 焊接规范焊接电流(A)电弧电压(V)焊接速度(cm/分)导电嘴母材间距离(mm) 气体流量(升/分)1.00.800.31001712010151.20.800.51101812010151.60.800.5160 1912010152.01.000.5180208015152.31.0,1.200.5200212310015203.21.0,1.200.5240242610015204.51.0,1.201.5260262880102061.201.52802830701020 大规范平角焊T型接头焊接参数 表3钢板厚度(mm)焊脚长焊丝直径(mm) 焊接规范(mm)焊接电
9、流(A)电弧电压(V)焊接速度(cm/分)导电嘴母材间距离(mm)气体流量(升/分)1.022.50.8140192015010151.230.8140192011010151.631.0,1.2180 22231101015202.03.51.22102411015152.33.51.22302510020253.23.51.22602710020254.54.51.22803080202565.51.230033702525 小规范平角焊T型接头焊接参数 表4钢板厚度(mm)焊脚长焊丝直径(mm) 焊接规范(mm)焊接电流(A)电弧电压(V)焊接速度(cm/分)导电嘴母材间距离(mm)气体
10、流量(升/分)661.2220250252735451318154.04.51.22703002831607013181581056.01.2270300263255601318202578.01.226030026322535152020256.57.01.230033030343035152020251278.01.22603002632253515202025 对接平焊标准焊接参数 表5钢板厚度(mm)焊丝直径(mm)装配间隙(mm) 焊接规范焊接电流(A)电弧电压(V)焊接速度(cm/分)焊丝伸出长度(mm)气体流量(升/分)10.800.360701818.5426871.50.80
11、0.5708019.520.550810720.800.5正接7080 反接8090192019.520.550810721.000.59012019205010731.200.81201402123601214841.200.8正接110130反接140150222450121484.51.611.2150180233010124.51.611.23804003260102061.211.53003202830501220角焊缝标准焊接参数 表6板厚(mm)焊丝直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/分)气体流量(升/分)焊脚尺寸(mm)备注1.60.81.090195010
12、153.02.31.01.2120205010153.03.21.01.214020.55010153.54.51.01.2160214510154.051.626028027293343161856焊1层61.2230235510156.061.630032037.5205.061.634034205.061.6360394058205.081.63904004120256.0121.2290285010157.0121.63603645208.03.2操作过程工艺纪律3.2.1 操作前不认真阅读工艺文件、设计文件,造成产品质量不合格,给予罚款20100元处理。3.2.2不按工艺文件、设计文
13、件要求执行,造成产品质量不合格,给予罚款50200元处理。3.2.3本工序责任人是焊工,承担此工序全部责任。4. 施焊方法工艺标准及工艺纪律4.1施焊方法工艺标准4.1.1平焊:板厚2mm以下,焊接时焊枪与焊缝可垂直,焊接方向可按操作习惯选择。板厚2mm以上,焊时焊枪与焊缝垂直方向向后倾20,在保证焊接质量的情况下,依据焊接件的实际结构,操作者也可采用相反方向,为了获得一定的焊缝宽度,焊丝可以横向摆动(参看图1,图2)实际生产中宜采用逆向施焊,便于观察熔池。4.1.2 立焊:焊枪向下倾斜,使气体向已焊方向吹送,气体流量应比平焊时稍大一些,焊接方向应由上向下。此方法适用于使用1.2毫米以下焊丝立
14、焊(即烧下流)。当使用1.6毫米以上焊丝,焊接厚板时应采用由下往上方法(参看图3,图4)4.1.3 仰焊:采用较平焊小的电流和电压,气体流量要稍多一些(1012升/分)。4.1.4 焊接过程应尽量避免中断,当出现焊接故障和规范不稳定时应立即停止焊接进行检查调试。4.1.5 搭接焊缝的焊接条件;当上板为薄板时,对准A点。上板为厚板时,对准B点。见图5,图6。4.2施焊工艺纪律4.2.1 不按工艺文件规定的施焊方法去执行,造成产品质量不合格,给予罚款50200元处理。4.2.2 不按工艺文件规定的工艺参数施焊,造成产品质量不合格,给予罚款50200元处理。4.2.3 本工序责任人是焊工,承担此工序
15、全部责任。5. 焊接材料的选用标准及工艺纪律5.1焊接材料的选用标准5.1.1 CO2气体保护焊常用的钢材及配套用的焊丝牌号见表75.1.2钢件焊接的CO2气体质量应符合HG/T2537焊接用二氧化碳标准中优等品的要求,即其二氧化碳含量(V/V)不得低于99.9%,水蒸气与乙醇总含量( m/m) 不得高于0.005%,并不得检出液态水。5.1.3用于外装饰件、样件的CO2气体保护焊,最好采用含20氩气的混合气进行焊接,焊缝成型好,还可以减少焊接飞溅。5.1.4为了便于清除焊接飞溅,最好在近焊缝100mm范围内,喷洒防飞溅剂。 表7钢号焊丝牌号焊接电源备注Q235AQ235BH08MnSi、H0
16、8Mn2SiH08MnSiA、H08Mn2SiA直流焊机一般结构重要结构Q345 (16Mn)H08Mn2SiH08MnSiA、H08Mn2SiA直流焊机一般结构重要结构20H08MnSiH08MnSiA、H08Mn2SiA直流焊机一般结构重要结构35H08Mn2SiH04MnSiALTiA、H08Mn2SiA直流焊机一般结构重要结构重要结构45H08Mn2SiH08MnSiA、H08Mn2SiA直流焊机一般结构注:用于45钢的焊缝应为受压焊缝或联系焊缝5.2焊接材料选用工艺纪律5.2.1不按设计文件、工艺文件选用焊接材料,造成产品质量不合格,给予罚款50200元处理。5.2.2用于外装饰件、
17、样件的CO2气体保护焊,如不采用氩气的混合气进行焊接,造成产品质量不合格,对相关责任人给予罚款20200元处理。5.2.3本工序责任人是焊工和焊接班长,承担此工序全部责任。6. 结尾工作标准及工艺纪律6.1结尾工作标准6.1.1 按技术要求检查焊接质量。a) 焊缝表面质量检查标准见表8.b) 焊缝内部质量检验,利用超声波检验,按GB11345要求执行。6.1.2利用角磨和扁铲清理焊接飞溅。6.1.3出现气孔裂纹,利用碳弧气刨和角磨将缺陷清理干净,然后对焊接缺陷进行修补后交检。6.1.4 履行相关检查手续合格后方可转到下序,在转序过程要避免焊件表面碰伤。6.1.5 关闭设备,切断电源,将剩余焊丝
18、,放置干燥、干净的地点存放。6.1.6 整理设备、工具,清扫工作场地。6.2结尾工作工艺纪律6.2.1 不经质检人员同意或质检不合格,将焊件转到下序者,给予罚款50200元处理。6.2.2 在转序过程中碰伤焊件表面没能及时修补合格者,给予罚款50200元处理。6.2.3 工作结束不关闭设备和切断电源,给予罚款50200元处理。6.2.4 工作结束不清理工作场地,给予罚款20100元处理6.2.5本工序责任人是焊工,承担此工序全部责任。表8缺陷名称图 例缺 陷 分 级(一级) (二级)(三级)未焊满不允许0.2+0.02且1,每100焊缝内缺陷总长250.2+0.04且2,每100焊缝内缺陷总长
19、25咬边不允许0.05且0.5,连续长度100且焊缝两侧咬边总长10%焊缝总长0.1,且1长度不限错边0.25+0.10.3+0.10.45+0.1 面夹渣 夹渣 不允许深0.1,长0.3且10深0.2,长0.5且20表面气孔 气孔 。不允许每500焊缝长度内允许直径0.3且2的气孔.两气孔间距6倍孔径.每500焊缝长度内允许直径0.4且3的气孔.两气孔间距6倍孔径.弧坑C C不允许允许较小的凹陷,但过渡要平缓。允许少量凹陷角焊缝凹坑差值h1+0.1a差值h2+0.15a差值h2+0.2a焊脚不对称差值0.1+0.1a差值2+0.15a差值2+0.2a焊缝边缘直线度 e e2e2.5e3焊缝型
20、面不良 e表面波纹高低差e1mm表面波纹高低差e1.5mm表面波纹高低差e2.5mm7. 安全技术标准及工艺纪律7.1安全技术标准7.1.1 在潮湿的地方进行焊接时,应加强防止触电措施,必须穿绝缘胶鞋。7.1.2 焊接时应保证室内空气畅通,在筒体内操作应有良好的通风设施;7.1.3 二氧化碳气瓶应远离热源和避免太阳的暴晒,禁止对气瓶激烈撞击,以防爆炸;7.1.4 采用硅整流焊机时,应防止长时间短路以免烧损元件;7.1.5 焊接现场周围应禁止存放易爆、易燃物品。7.2安全工艺纪律7.2.1 在潮湿的地方进行焊接时,不穿绝缘胶鞋,给予罚款50200元处理。7.2.2 二氧化碳气瓶靠近热源、在太阳下
21、暴晒,对气瓶激烈撞击,焊接现场周围存放易爆、易燃物品,有其中情况发生,给予罚款50200元处理。7.2.3 本工序责任人是焊工,承担此工序全部责任。七夕,只因有你,总有一些人牵肠挂肚难以忘记,总有一些日子温暖甜蜜最为珍惜从春夏到秋冬,从陌生到熟悉,虽不能时时联系,却总在特别的日子想起你,七夕快乐,我的朋友。七夕,只因有你,因为有你,再苦生活也不觉得累,再大的险阻也无所畏,再大的波折也不担忧,再痛的经历也会忘记,因为有你,我就拥有了整个世界,谢谢你出现在我的生命里。七夕快乐,我的朋友。七夕,只因有你,相识,是最珍贵的缘分,牵挂,是最真挚的心动,思念,是最美丽的心情,问候,是最动听的语言,在这七夕
22、到来之际,最美的祝福送给你,七夕快乐,我的朋友。七夕,只因有你,雨点轻敲窗,风吹散了梦想,唯有你的模样依旧在脑海里徜徉,夜深人静时,你占满了心房,舍半生轻狂,半世时光,只为拥有一段和你相处的珍贵情缘,七夕快乐,我的朋友。七夕,只因有你,虽然相距很远,但两颗心却紧紧相连虽然不常见面,音容笑貌犹如眼前,悄悄的挟一缕情丝,放飞在炎炎夏日默默的拽一丝牵挂,悬挂在无垠宇宙静静的捎一声问候,盛开在七夕佳节七夕快乐,我的朋友。七夕,只因有你,祝福,是一种真实的心意,是一种甘甜的快乐,是一种浪漫的味道,是一种温馨的记忆,是一种美丽的幸福,更是我们情谊永远不变的纽带,七夕快乐,我的朋友。七夕,只因有你,爱是种体会,即使心碎也觉得甜蜜,爱是种感受,即使痛苦也觉得幸福,爱是种缘分,即使分离也觉得快乐,七夕到了,最真诚的祝福送给你,七夕快乐,我的朋友。七夕,只因有你,愿天下有情人终成眷属,愿单身人士找到爱的方向,愿情侣们找到幸福的天堂,愿夫妻找到温暖的避风巷,愿岁月抚平生活的忧伤,愿爱的花瓣轻舞飞扬,专心-专注-专业
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
