《工业工程课程设计-基于Flexsim的车间流程模拟优化》由会员分享,可在线阅读,更多相关《工业工程课程设计-基于Flexsim的车间流程模拟优化(16页珍藏版)》请在装配图网上搜索。
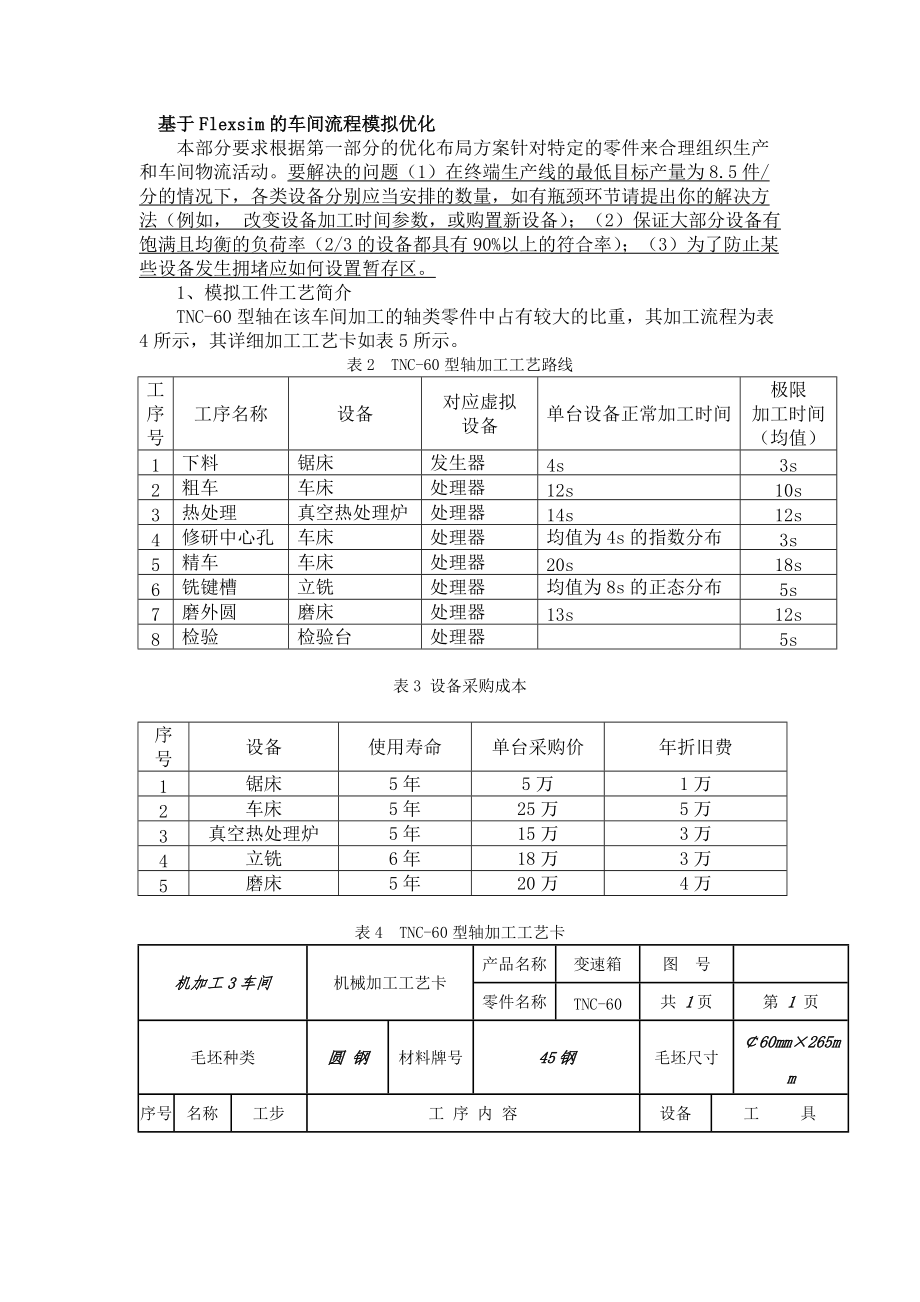
1、基于Flexsim的车间流程模拟优化本部分要求根据第一部分的优化布局方案针对特定的零件来合理组织生产和车间物流活动。要解决的问题(1)在终端生产线的最低目标产量为8.5件/分的情况下,各类设备分别应当安排的数量,如有瓶颈环节请提出你的解决方法(例如, 改变设备加工时间参数,或购置新设备);(2)保证大部分设备有饱满且均衡的负荷率(2/3的设备都具有90%以上的符合率);(3)为了防止某些设备发生拥堵应如何设置暂存区。1、模拟工件工艺简介TNC-60型轴在该车间加工的轴类零件中占有较大的比重,其加工流程为表4所示,其详细加工工艺卡如表5所示。表2 TNC-60型轴加工工艺路线工序号工序名称设备对
2、应虚拟设备单台设备正常加工时间极限加工时间(均值)1下料锯床发生器4s3s2粗车车床处理器12s10s3热处理真空热处理炉处理器14s12s4修研中心孔车床处理器均值为4s的指数分布3s5精车车床处理器20s18s6铣键槽立铣处理器均值为8s的正态分布5s7磨外圆磨床处理器13s12s8检验检验台处理器5s表3 设备采购成本序号设备使用寿命单台采购价年折旧费1锯床5年5万1万2车床5年25万5万3真空热处理炉5年15万3万4立铣6年18万3万5磨床5年20万4万表4 TNC-60型轴加工工艺卡机加工3车间机械加工工艺卡产品名称变速箱图号零件名称TNC-60共 1页第 1 页毛坯种类圆 钢材料牌
3、号45钢毛坯尺寸60mm265mm序号名称工步工 序 内 容设备工具夹 具刃 具量 具1下料 60mm265mm 锯床2粗车三爪自定心卡盘夹持工件毛坯外圆 车床1车端面见平 2钻中心孔中心钻2mm用尾座顶尖顶住中心孔 3粗车46mm外圆至48mm,长118mm 4粗车35mm外圆至37mm,长66mm 5粗车M24mm外圆至26mm,长14mm 调头,三爪自定心卡盘夹持48mm处 (44mm外圆)6车另一端面,保证总长250 mm 7钻中心孔用尾座顶尖顶住中心孔8粗车52mm外圆至54mm A粗车35mm外圆至37mm,长A3mm 10粗车30mm外圆至32mm,长36mm 11粗车M24mm
4、外圆至26mm,长16mm 12 操作员自检 3热处理调质处理220240HBS热处理炉4修研中心孔修研两端中心孔车床5精车双顶尖装夹车床1半精车46mm外圆至46.5mm,长120mm2半精车35mm外圆至35.5mm,长68mm3半精车M24mm外圆至240.10.2 mm,长16mm4半精车23mm0.5mm环槽5半精车3mml.5mm环槽6倒外角1mm45,3处7调头,双顶尖装夹8半精车35mm外圆至35.5mm,长A5mm9半精车30mm外圆至35.5mm长38mm10半精M24mm外圆至240.10.2 mm mm,长18mm11半精车44mm至尺寸,长4mm12车23 mm0.5
5、mm环槽13车3mml.5mm环槽14倒外角lmm45, 4处15自检6铣键槽1划两个键槽及一个止动垫圈槽加工线立铣2用V形虎钳装夹,按线找正3铣键槽12mm36mm,保证尺寸4141.25mm4铣键槽8mml6mm,保证尺寸2626.25mm5铣止动垫圈槽6mml6mm,保证20.5mm至尺寸6自检7磨外圆1磨外圆350.008mm至尺寸磨床2 磨轴肩面I 3 磨外圆300.0065mm至尺寸4磨轴肩面H5调头,双顶尖装夹 6磨外圆P至尺寸 7 磨轴肩面G 8磨外圆N至尺寸9磨轴肩面F 8检验1检验员检验检验台2、模拟软件简介 Flexsim是一个基于Windows的,面向对象的仿真软件,它
6、是美国flexsim 公司开发的,迄今为止世界上第一个在图形环境中集成了C+IDE 和编译器的仿真软件。在这个软件环境,C+不但能够直接用来定义模型,而且不会在编译中出现任何问题。 这样,就不再需要传统的动态链接库和用户定义变量的复杂链接。 Flexsim 应用深层开发对象,这些对象代表着一定的活动和排序过程。 要应用模板里的某个对象,只需要用鼠标把该对象从库里拖出来放在模型视窗即可。每一个对象都有一个坐标(x,y,z)速度(x,y,z),旋转以及一个动态行为(时间)。 对象可以创建、删除,而且可以彼此嵌套移动,它们都有自己的功能或继承来自其他对象的功能。 这些对象的参数可以把 任何制造业、物
7、料处理和业务流程快速、轻易、高效的描述出来。同时Flexsim 的资料,图像和结果都可以与其它软件公用(这是其它仿真软件不能做到的),而且它可以从Excel 表读取资料和输出资料(或任何ODBC DATABASE),可以从生产线上读取现时资料以作分析功能。Flexsim也允许用户建立自己的实体对象(Objects)来满足用户自己的要求。图2 Flexsim5.0界面3、在Flexsim5.0中构建模型写出操作步骤,截取5张以上的操作图,图文混合排版,字数不少于800字4、模拟结果统计分析(1)第一次模拟结果分析文字、截图字数不少于500字(2)第一次模拟参数调整(3)第二次模拟结果分析一、 课
8、程设计目的(仿宋,四号,加粗)(一) 熟练Flexsim软件操作,利用Flexsim进行评估或改进系统的性能,如应用在生产制造系统、物流系统、服务系统等,要对其系统进行不同的布局进行实验研究,找出最优布局方案。二、 课程设计内容(仿宋,四号,加粗)(一) 基于Flexsim的车间流程模拟优化,模拟对应的设备,在遵守条件的前提下调试加工时间,防止某些设备发生拥堵,保证大部分设备有饱满且均衡的负荷率。三、 课程设计步骤(仿宋,四号,加粗)(一) Flexsim5.0中构建模型启动Flexsim,进入软件界面(见图3- 21)图3- 21根据表格提供的TNC-60型加工工艺路线,设置对应的虚拟设备,
9、一台发生器,七台处理器。找到Library,查找发生器鼠标点击拖拽到操作界面上,把拖拽出来的发生器调节到合适大小以便于观看(见表2,图3- 22,图3- 23)。表2 TNC-60型轴加工工艺路线工序号工序名称设备对应虚拟设备单台设备正常加工时间极限加工时间(均值)1下料锯床发生器4s3s2粗车车床处理器12s10s3热处理真空热处理炉处理器14s12s4修研中心孔车床处理器均值为4s的指数分布3s5精车车床处理器20s18s6铣键槽立铣处理器均值为8s的正态分布5s7磨外圆磨床处理器13s12s8检验检验台处理器5s图3- 22图3- 23按照TNC-60型加工工艺路线表格单台设备正常加工时
10、间调整,右键该发生器,出现选择菜单,选择最后一个properties,进入properties操作界面(见图3- 24),在“到达时间间隔”里选择指定时间(见图3- 25),在“指定值”填入你需要的时间,根据TNC-60型加工工艺路线表格给数据我们填入数字4(见图3- 26),设置完后按确定保存。图3- 24图3- 25图3- 26找到Library,查找处理器,同样的方式把处理器拖拽到操作界面上,调整好处理器位置,以便于最后的连接实体,运行实验,鼠标右键处理器,出现选择菜单,选择最后一个properties,出现properties操作界面(见图3- 27),“在加工时间”选择“指定值”填入
11、你需要的时间,根据TNC-60型加工工艺路线表格给数据我们填入数字12,设置完后按确定保存(见图3- 28)设置完后按确定保存。图3- 27图3- 28找到Library,查找处理器,把处理器拖拽到操作界面上,把第二个处理器调整好位置,鼠标右键刚刚拖拽出来的处理器,出现选择菜单,选择最后一个properties,出现properties操作界面(见图3- 29),“在加工时间”选择“指定值”填入你需要的时间,根据TNC-60型加工工艺路线表格给数据我们填入数字14(见图3- 10),设置完后按确定保存。图3- 29图3- 20再拖拽一个处理器操作位置,把拖拽出来的第三个处理器调整好位置,鼠标右
12、键刚刚拖拽出来的处理器,出现选择菜单,选择最后一个properties,出现properties操作界面,“加工时间”选择“统计分布”(见图3- 41),出现“统计分布”的输入值界面,在原有数值“10”的地方输入TNC-60型加工工艺路线表格给予的数值4,设置完后按确定保存(如下图),设置完后按确定保存。图3- 41图3- 42用同样的方式排布好拖拽出来的第四个处理器,用同样的方式输入参数,TNC-60型加工工艺路线表格给予的数值20s(图3- 43)。图3- 43接着拖拽第五个处理器到操作界面上排列好位置,并调整好大小,鼠标右键刚刚拖拽出来的处理器,出现选择菜单,选择最后一个properti
13、es,弹出properties操作界面,在“加工时间”找到“统计分布”(见图3- 44),点击“统计分布”,进入设置,把原来的“10”改掉,输入“8”(图3- 45),点击确定保存设置。图3- 44 图3- 45拖拽第六个处理器到操作界面,用前面同样方式设置好参数。第七个处理器直接默认,因为TNC-60型加工工艺路线表格没给予数值,所以选择默认。之后在最后加入一个“暂存区”(见图3- 46)图3- 46把所以虚拟器调整好后,开始连接,点击“连接实体A”(见图3- 47),然后鼠标左键点击“发生器”再点击“处理器”这样就连接起来了,然后按着顺序连接,切忌相反连接,这样整个建模就完成了。(见图3-
14、 48)图3- 47图3- 48如果需要断开连接,点击“断开实体按钮”(见图3- 49),然后顺着连接放向点击前一个实体再点击后一个实体,即可断开连接(见图3- 30)。图3- 49图3- 50(二) 模拟结果统计分析第一次模拟结果分析连接好后,点击“运行”模型启动,从整体看没有货物堆积和生产堆积现象,所以为了更好观察货物堆积或生产延迟在哪一个环节,我们在每两个处理器增加一个暂存区,让生产的产品可以暂时放置,以更好的发现问题,生产瓶颈在哪(见图3- 51)。图3- 51(1) 点击“运行”,调节运行速度。模型运行起来(如发现暂存区1和3有货物堆积的现象(见图3- 52)。如果此模型在实际运行中
15、是一定要调整的,要找出问题,解决问题,生产线不平衡,在制品过多,生产的节拍没有达到最优的状态,平衡整个生产线,使得生产时间最优保证大部分设备有饱满且均衡的负荷率。处理器2(真空热处理炉)加工时间为12s,处理器1(锯床)加工时间4s可以看出,处理器1(锯床)加工时间少快或者处理器2(真空热处理炉)加工时间长,致使出现堆积,按照这样的想法,我们可以通过加快处理器2(真空热处理炉)生产,如果处理器2(真空热处理炉)生产速度已经是极限,我们只能就通过加设备的方式来解决在制品堆积的现象。处理器3(车床) 均值为4s的指数分布加工时间,处理器4(车床)加工时间为20s,处理器4(车床)加工时间长,使得在
16、制品堆积。平衡完成后,可以根据整个模型调整优化布置生产线,保证大部分设备有饱满且均衡的负荷率。图3- 52第一次模拟参数调整根据TNC-60型加工工艺路线表格给予的数据改变处理器2(真空热处理炉)设备正常加工时间,调整至极限加工时间3s,看一下变化(见图3- 53),能看出暂存区1不出现堆积现象,说明加工时间调整已经解决这个现象。用同样的方式,调整处理器4(车床)极限加工时间调制18s,图3- 53用同样的方式,调整处理器4(车床)极限加工时间调制18s,从新运行看是否还会出现在制品堆积的现象,重新运行后还是 出现堆积的现象。(见图3- 54)图3- 54处理器4(车床)极限加工时间已经调制极限,我们只能通过另外的方法解决在制品的问题,用增加设备的方式解决这个问题,增加设备后,暂存区3没有出现在制品堆积想象,说明堆积问题已经解决。(如下图)图3- 55
 工业工程课程设计-基于Flexsim的车间流程模拟优化
工业工程课程设计-基于Flexsim的车间流程模拟优化