 Q235的焊接工艺设计
Q235的焊接工艺设计

《Q235的焊接工艺设计》由会员分享,可在线阅读,更多相关《Q235的焊接工艺设计(10页珍藏版)》请在装配图网上搜索。
1、Q235钢焊接工艺1. 材料简介Q235是一种普通碳素结构钢,其屈服强度约为235MPa随着材质厚度的增加屈服值减小。由于 Q235钢含碳量适中,因此其综合性能较好,强度、塑性和焊接等性能有 较好的配合,用途最为广泛,大量应用于建筑及工程结构,以及一些对性能要求不太高 的机械零件。2. 焊接特点Q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向,不易产生 焊接裂纹等倾向,焊接性能优良。Q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需选用复杂和特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都可以焊接。在实际生产中,根据工件的不同加工要求,可选择手工电弧
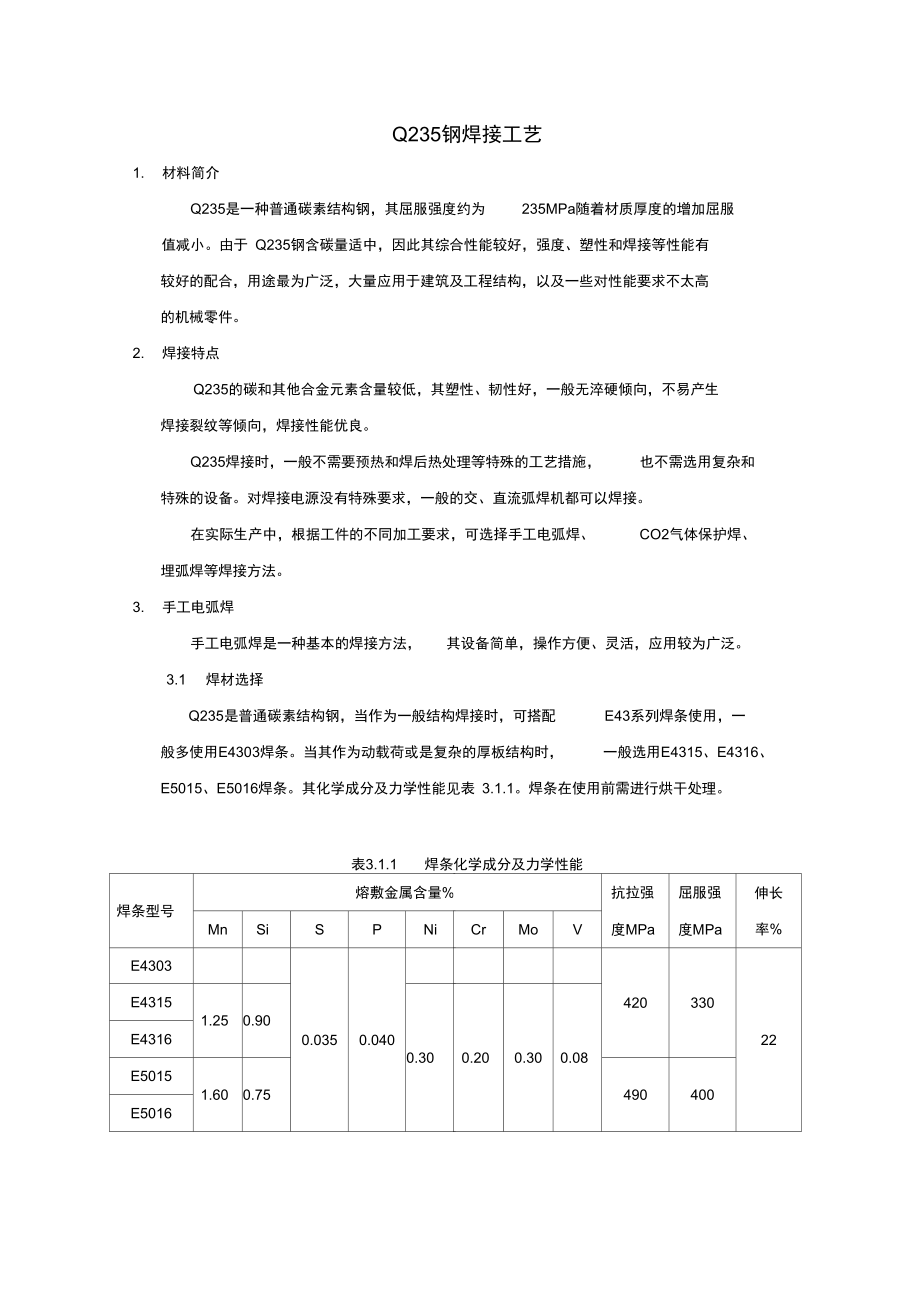
2、焊、CO2气体保护焊、埋弧焊等焊接方法。3. 手工电弧焊手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用较为广泛。3.1 焊材选择Q235是普通碳素结构钢,当作为一般结构焊接时,可搭配E43系列焊条使用,一般多使用E4303焊条。当其作为动载荷或是复杂的厚板结构时,一般选用E4315、E4316、E5015、E5016焊条。其化学成分及力学性能见表 3.1.1。焊条在使用前需进行烘干处理。表3.1.1焊条化学成分及力学性能焊条型号熔敷金属含量%MnSiSPNiE43030.0350.040E43151.250.900.30E4316E50151.600.75E5016抗拉强度M
3、Pa屈服强度MPa伸长率%CrMoV420330220.200.300.084904003.2 焊前准备焊接前,焊件按工艺要求选择坡口形式,开坡口并清除坡口、焊件对接面及周围的 锈蚀、油污等有害物质,避免产生焊接缺陷。同时也要保证焊条的表面清洁、无污物。当环境温度低于0C,或者焊件较厚时,一般在100-150 C下预热。3.3 焊接工艺参数手工电弧焊一般分为平焊、横焊、立焊、仰焊四种形式。焊接电流的选择主要取决 于焊条直径和焊缝位置,其次是焊件厚度、接头类型、焊道层次等。而电弧电压主要由 电弧长度来决定。因此,电弧长度要适中,以保证电弧燃烧稳定,防止出现咬边、未焊透、外观成型不良等缺陷。在焊接
4、过程中,焊接速度要适当,既要保证焊透、融合良好,又要保证不烧穿。对 于厚度较大的焊件需采用多层焊。在多层焊接时第一层焊通常选用较小的焊接电流,一 般用直径3.2mm的焊条,焊层厚度最大不超过5mm盖面层要保证焊缝宽度和高度符合要求。各种位置焊缝的焊接工艺参数见下表。表3.3.1平对接焊缝焊接工艺参数坡口形式板厚/mm焊条直径/mm焊接电流/A不开坡口3.03.290-1204.0-5.03.2100-1304.0160-2005.0200-260V型坡口5.0-6.03.2100-1304.0160-2105.0200-260 6.04.0160-2105.0220-280X型坡口 124.0
5、160-2105.0220-280表332立对接焊缝焊接工艺参数坡口形式板厚/mm焊条直径/mm焊接电流/A不开坡口2.0-3.02.040-503.0-4.03.280-110V型坡口5.0-6.03.290-120 7.03.290-1204.0120-160X型坡口 123.290-1204.0120-160表3.3.3横对接焊缝焊接工艺参数坡口形式板厚/mm焊条直径/mm焊接电流/A不开坡口2.02.050-553.0-4.03.290-1204.0120-160V型坡口 5.03.290-1204.0140-160X型坡口 143.290-1204.0140-160表3.3.4仰对接
6、焊缝焊接工艺参数坡口形式板厚/mm焊条直径/mm焊接电流/A不开坡口2.02.050-553.0-5.03.280-1104.0120-160V型坡口 5.03.290-1204.0140-1605.0220-260X型坡口 123.290-1204.0140-1605.0220-260表335角接缝焊接工艺参数焊缝类别焊脚高度/mm焊丝直径/mm焊接电流/A平角焊2.02.055-653.03.2100-1304.03.2100-1304.0160-200 5.04.0160-2005.0220-280立脚焊2.02.050-603.0-4.03.290-120 5.03.290-1204.
7、0120-160仰角焊2.02.055-603.0-4.03.290-120 5.04.0120-1604. CO气体保护焊接工艺CO气体保护焊是一种高效节能的焊接方法,其焊接变形小,焊接质量好,易于实现过程控制自动化。4.1焊丝选择Q235 在CO气体保护焊时通常选用ER49-1( H08Mn2SiA和ER50-6焊丝。其化学成分及力学性能见下表。表4.1.1 ER49-1及ER50-6焊丝化学成分及力学性能焊丝型号熔敷金属化学成分%抗拉强度MPa屈服强度MPa伸长率%CSiMnSPER49-1 490 372 20ER50-60.06-0.150.80-1.151.40-1.85w 0.0
8、35w 0.025 500 420 224.2焊前准备焊接用CQ气体的纯度应该较高,一般不低于99.5%,有些优质接头的焊接则要求CO气体的纯度不低于 99.8%,露点低于-40 C。坡口加工的精度是保证融合良好和焊缝美观的重要因素之一,可采用机械加工、气体火焰切割和等离子切割等方法进行。焊接前,应清理坡口及坡口两侧20m m以内的油污、锈迹和氧化皮等污物。定位焊时根据板厚确定焊缝长度和间距。一般薄板的定位焊缝应该细而短,长度为3-50mm,间距为30-150mm;中厚板的定位焊缝长度为15-50mm,焊缝间距为100-150mmt 4.3焊接工艺参数CO气体保护焊在焊接时,采用细丝、短路过渡
9、的方法,可以焊接薄板;采用粗丝、 射滴过渡的方法,可以焊接中、厚板。从焊接位置上看,可以进行全位置焊接,也可以 进行平焊、横角焊及其他空间位置的焊接。在焊接时,要选择正确的工艺参数,以保证 焊件的焊接质量。不同接头形式对应的焊接工艺参数见下表表431对接接头焊接工艺参数板厚/mm坡口 形式焊接 位置有无垫板焊丝直径/mm坡口 角度。根部间隙/mm钝边/mm根部半径/mm焊接电流/A电弧电压/V气体流量L/min自动焊焊速m/h1.0-2.0I型平无0.5-1.20-0.535-12017-216-1218-35有0.5-1.20-1.040-15018-236-1218-30立无0.5-0.8
10、0-0.535-10016-198-15有0.5-1.00-1.035-10016-198-152.0-4.5I型平无0.8-1.20-2.0100-23020-2610-1520-30有0.8-1.60-2.5120-26021-2710-1520-30立无0.8-1.00-1.570-12017-2010-15有0.8-1.00-2.070-12017-2010-155.0-9.0I型平无1.2-1.61.0-2.0200-40023-4015-2020-42有1.2-1.61.0-3.0250-42026-4115-2518-3510-12I型平无1.61.0-2.0350-45032-
11、4320-2520-425-60V型平无1.2-1.645-600-2.00-5.0200-45023-4315-2520-42有1.2-1.630-504.0-7.00-3.0250-45026-4320-2518-35立无0.8-1.245-600-2.00-3.0100-15017-2110-15有0.8-1.235-504.0-7.00-2.0100-15017-2110-15横无1.2-1.640-500-2.00-5.0200-40023-4015-25有1.2-1.630-504.0-7.00-3.0250-40026-4020-255-60V型平无1.2-1.645-600-2
12、.00-5.0200-45023-4315-2520-42有1.2-1.635-602.0-6.00-3.0250-45026-4320-2518-35立无0.8-1.245-600-2.00-3.0100-15017-2110-15有0.8-1.235-603.0-7.00-2.0100-15017-2110-1510-100K型平无1.2-1.640-600-2.00-5.0200-45023-4315-2520-42立无0.8-1.245-600-2.00-3.0100-15017-2110-15横无1.2-1.645-600-3.00-5.0200-40023-4015-25X型平无1
13、.2-1.645-600-2.00-5.0200-45023-4315-2520-42立无1.0-1.245-600-2.00-3.0100-15019-2110-1520-60U型平无1.2-1.610-120-2.02.0-5.08.0-10200-45023-4320-2520-4240-100双U型平无1.2-1.610-120-2.02.0-5.08.0-10200-45023-4320-2520-42表432 T 型接头焊接工艺参数板厚/mm坡口 形式焊接 位置有无垫板焊丝直径/mm坡口角度( )根部间隙/mm钝边/mm焊接电流/A电弧电压N气体流里L/min自动焊焊速m/h1.0
14、-2.0I型平无0.5-1.2/0-0.5/40-12018-216-1218-35横无0.5-1.240-12018-21立无0.5-0.835-10016-192.0-4.5I型平无0.8-1.6/0-1.0/100-23020-2610-1520-30立无0.8-1.070-12017-20横无0.8-1.6100-23020-265.0-6.0I型平无0.8-1.6/0-2.0/200-45023-4315-2520-42立无0.8-1.2100-15017-2110-15横无0.8-1.6200-45023-4315-255-60V型平无1.2-1.640-600-2.00-5.02
15、00-45023-4315-2520-42有1.2-1.630-504.0-7.00-3.0250-45026-4320-2518-35立无0.8-1.245-600-2.00-5.0100-15017-2110-15有0.8-1.235-504.0-7.00-2.0100-15017-2110-155-60V型横无1.2-1.640-500-2.00-5.0200-40023-4015-25有1.2-1.630-504.0-7.00-3.0250-40026-4020-2510-100K型平无1.2-1.645-600-2.00-5.0200-45023-4315-2520-42立无0.8-
16、1.245-600-2.00-3.0100-15017-2110-15横无1.2-1.645-600-3.00-5.0200-40023-4015-20表433角接接头焊接工艺参数板厚/mm坡口 形式焊接 位置有无垫板焊丝直径/mm坡口角度( )根部间隙/mm钝边/mm焊接电流/A电弧电压/V气体流里L/min自动焊焊速m/h1-2I型平无0.5-1.2/0-0.5/40-12018-216-1220-35立无0.5-0.835-8016-18横无0.5-1.240-12018-212-4.5I型平无0.8-1.6/0-1.5/100-23020-2610-1520-30立无0.8-1.070
17、-12017-20横无0.8-1.6100-23020-265-30I型平无0.8-1.6/0-2.0/200-45023-4320-2520-42立无0.8-1.20-1.0100-15017-2110-15横无0.8-1.60-2.0200-40023-4015-255-60V型平无:1.2-1.6 4-5-600-2.00-3.0200-45023-4315-2520-42有1.2-1.6 3()-50 2.0-7.0 0-3.0200-45026-4320-2518-35立无0.8-1.2 4-5-600-2.00-3.0100-15017-2110-15有0.8-1.2 3-5-50
18、 4.0-7.0 0-2.0100-15017-2110-15横无1.2-1.6 4()-500-2.00-5.0200-40023-4015-25有1.2-1.6 3()-50 2.0-7.0 0-3.0250-40026-4020-255-60V型平无1.2-1.6 4-5-600-2.00-5.0200-45023-4015-2520-42有1.2-1.6 3-5-60 2.0-6.0 0-3.0250-45026-4320-2518-35立无0.8-1.2 4-5-600-2.00-3.0100-15017-2110-15有0.8-1.2 3-5-60 3.0-7.0 0-2.0100
19、-15017-2110-1510-100K型平无1.2-1.6 4()-600-2.00-5.0200-45023-4315-2520-42立无J0.8-1.2 4()-600-2.00-3.0100-15017-2110-15横无1.2-1.6 4()-600-3.00-5.0200-40023-4015-25表434搭接接头焊接工艺参数板厚/mm坡口 形式焊接位置有无垫板焊丝直径/mm根部间隙/mm焊接电流/A电弧电压/V气体流量L/min自动焊焊速m/h1-4.5I型横无0.8-1.20-1.040-23017-268-1520-425-30I型横无1.2-1.60-2.0200-400
20、23-4015-2520-424.4金属飞溅金属飞溅是 CO气体保护焊的主要缺点。为了减少飞溅,要选择合适的焊接电流、电弧电压和焊枪角度。一般短路过渡时焊接电流处于小电流区,细颗粒过渡时电流处于大电流区。5. 埋弧焊接工艺自动埋弧焊利用机械装置自动控制送丝、移动电弧,自动化程度高,生产效率高,焊缝成形美观,化学成分稳定,焊缝质量较高。5.1 焊材选择Q235钢板在埋弧焊接时按国家标准GB/T14957-1944熔化焊用钢丝及GB/T4241-1984焊接用不锈钢盘条规定,常选用 HJ431型焊剂,配合 H08A H08MnA 焊丝。镀铜焊丝H08A化学成分和力学性能见下表表5.1.1 H08A
21、化学成分及力学性能化学成分(质量分数,%力学性能CMnSiSPCu(T b/MPa8 (%0.090.380.010.0120.0170.0853728HJ431焊剂属于高锰、高硅、低氟型焊剂,电弧稳定、焊波美观,但抗锈能力一般。 在使用前需在250 C下烘干1-2h。其化学成分见下表。表5.1.2 HJ431 焊剂化学成分MnOSiO2Ca甩MgOCaOAl 2C3FeOSP34.5-3840-443-6.55-7.5w 5.5w 4w 1.5w 0.1w 0.15.2 焊前准备埋弧焊接前应选择合适的坡口形式。由于埋弧焊可使用大电流焊接,故厚度为324mm勺钢板可开I型坡口,间隙为 04mm
22、偏厚者可双面焊,也可开带钝边的单边V形坡口或Y形坡口。厚度 2460mm的钢板可开双 Y形坡口或带钝边 V形坡口等;厚度 50160mm的钢板可开带钝边的双U形或UV形坡口等。V形或Y形坡口角度一般为60 80,单V形坡口角度为20 40o坡口可用刨边机、铳边机、气割机或等离子 弧切割机等设备加工,加工后坡口边缘要求平直。具体形式及尺寸按设计要求或国家标 准GB/T 985-2008埋弧焊的推荐坡口执行。焊前应清除坡口、对接面及焊接部位两侧20-30mm范围内的表面锈蚀、油污、氧化皮及水分等有害物质。也应保证焊剂清洁、粒度均匀。清除焊丝表面的锈斑和油渍等 污物。焊件装配必须保证间隙均匀、高低平
23、整。定位焊一般采用焊条电弧焊,使用E4303焊条,焊条直径 4mno焊缝长度一般为 30mm间距为100-300mmo保证焊透、融合良好, 无焊接缺陷。Q235在埋弧焊前,一般不需预热。如果焊接环境低于0C,则应将焊件预热至30-35 C。对于厚度超过 70mm的焊件,焊前应预热至 100-120 C。对于压力容器,焊后 应作消除应力处理,可选择在550-650 C下进行。埋弧焊时,由于在焊接起始阶段焊接参数不够稳定,达到预定的焊缝厚度需要有一个过程,而在焊缝收尾时,由于熔池冷却收缩会出现弧坑。这两种情况都会影响焊接质量,甚至产生缺陷。因此,在试板两端分别焊上一块引弧板和引出板。焊接开始时,在
24、引弧板上起弧,结束时在引出板上收弧。焊接结束后,用气割将两块板割除。5.3焊接参数采用对接双面埋弧焊时参见下表的工艺参数。表5.3.1对接双面埋弧焊工艺参数焊件厚度/mm焊丝直径/mm焊接顺序焊接电流/A电弧电压/V焊接速度/(m/h)42.0正240-2603036-40反300-3403036-4063.0正:340-3603034-35反460-4803032-3384.0正530-5703030-31反590-6403130-31104.0正480-5203127-28反640-6803327-28124.0正620-6603524-25反680-7203524-25焊件厚度/mm焊丝
25、直径/mm焊接顺序焊接电流/A电弧电压/V焊接速度/(m/h)144.0正980-7203724-25反730-7704022-23165.0正800-85034-3637-38165.0反850-90036-3825-26185.0正850-90036-3835-36反:900-95038-4023-24205.0正850-90036-3835-36反900-100038-4023-24225.0正900-95037-3932-33反1000-105038-4023-24对于厚度16mm以上的钢板,焊接时先用手工电弧焊进行反面封底,然后在正面进 行埋弧焊,焊后用碳弧气刨清根,再进行反面的埋弧
26、焊接。碳弧气刨的工艺参数如下:碳棒直径6mm刨削电流 280-300A,压缩空气压力 0.4-0.6MPa。角接接头可在船型位置或横焊位置下进行埋弧自动焊。在船型位置可焊接焊脚尺寸大于8mm的角焊缝,焊接厚度相同的底板和腹板时,焊丝与工件夹角为 45;若两者尺寸不同,则焊丝靠近厚板一侧。在横焊位置焊接时,焊缝成形不易控制,通常将焊丝偏 向底板,焊丝与底板的夹角在30-40 之间。角接埋弧焊接工艺参数见下表。表5.3.2角接船型位置埋弧焊工艺参数焊脚高度/mm焊丝直径$ /mm焊接电流/A电弧电压N焊接速度m/h6.02.0450-48034-3640-428.03.0550-60034-363
27、0-328.04.0580-62034-3630-32103.0600-65034-3623-25104.0650-70034-3623-25123.0600-65034-3615-17124.0720-75036-3820-22125.0750-80036-3818-20表5.3.3角接横向埋弧焊工艺参数焊脚高度/mm焊丝直径$ /mm焊接电流/A电弧电压N焊接速度m/h3.02.0200-22025-2858-604.02.0280-30028-3054-554.03.0340-36028-3054-555.02.0380-40030-3254-555.03.0340-36028-3054-555.04.0480-50023-2664-657.02.0380-40030-3227-287.03.0480-50030-3247-487.04.0600-65030-3250-518.04.0680-70032-3335-36
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
