《铸造工艺结构》由会员分享,可在线阅读,更多相关《铸造工艺结构(3页珍藏版)》请在装配图网上搜索。
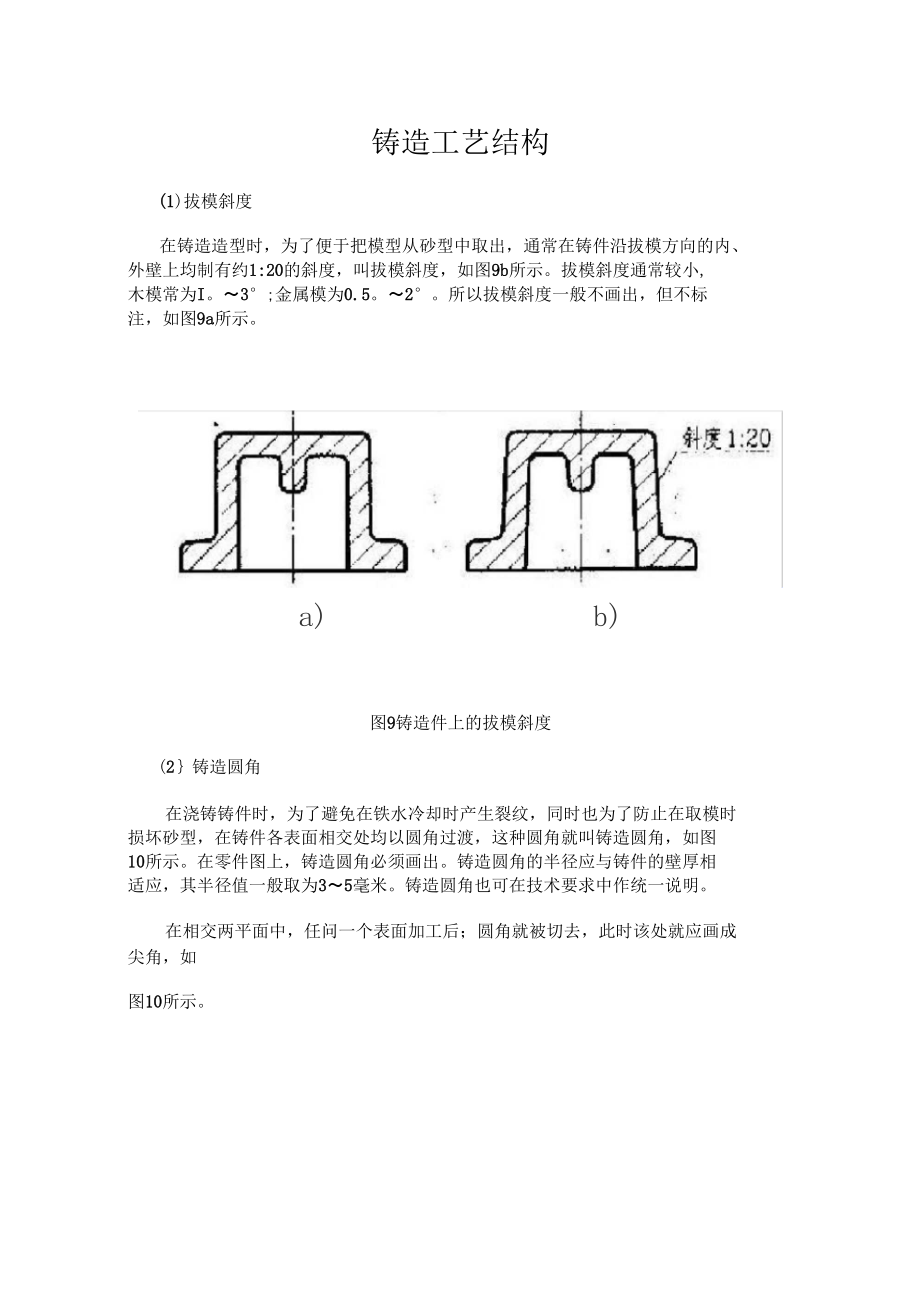
1、铸造工艺结构(1)拔模斜度在铸造造型时,为了便于把模型从砂型中取出,通常在铸件沿拔模方向的内、 外壁上均制有约1:20的斜度,叫拔模斜度,如图9b所示。拔模斜度通常较小, 木模常为I。3;金属模为0.5。2。所以拔模斜度一般不画出,但不标 注,如图9a所示。a)b)图9铸造件上的拔模斜度(2铸造圆角在浇铸铸件时,为了避免在铁水冷却时产生裂纹,同时也为了防止在取模时 损坏砂型,在铸件各表面相交处均以圆角过渡,这种圆角就叫铸造圆角,如图 10所示。在零件图上,铸造圆角必须画出。铸造圆角的半径应与铸件的壁厚相 适应,其半径值一般取为35毫米。铸造圆角也可在技术要求中作统一说明。在相交两平面中,任问一
2、个表面加工后;圆角就被切去,此时该处就应画成 尖角,如图10所示。图10铸址件上的铸造园角(3)铸件壁厚为了保证铸件的制造质量,铸件各部分的壁厚应保持均匀一致,特别要避 免突然改变 壁厚和局部肥大的现象。这样可以防止铸件在浇铸时,由于各部分 冷却速度不一致,而在 壁较厚外形成缩孔,或在较厚壁与较薄壁的交界处产生 裂纹,如图11所示。d图L1诗迨件的準序(4)、过渡线由于铸造工艺上的要求,铸件两表面相交处存在铸造圆角。 这时零件表面的 交线就不明显;但为了增强图形的直观性,在相交处仍然要画出原有的交线; 称 为过渡线。过渡线的画法与原有相贯线或截交线的画法相同。但由于存在有铸造圆角, 因此交线的两端不再与零件的轮廓线相接触、如图12所示,为内圆柱相交时,内、外表面上过渡线的画法。具体画图时,首先应按没有圆角的情况画出相贯钱, 然后再在轮廓线处画出小圆角。ffi 12 曲圆杆相交时过被线的面法图13所示,为零件上常见的圆柱和肋板相交,且相交处有圆角过渡时的画法。 很明显,过渡线的形状与肋板和圆柱是相交还是相切,以及肋板本身的断面形状 有关。I13 肋板匕同林栩交时址渡烯的哄妄A1,.ii1iA V VJ .
 铸造工艺结构
铸造工艺结构