 钣金设计规范
钣金设计规范

《钣金设计规范》由会员分享,可在线阅读,更多相关《钣金设计规范(17页珍藏版)》请在装配图网上搜索。
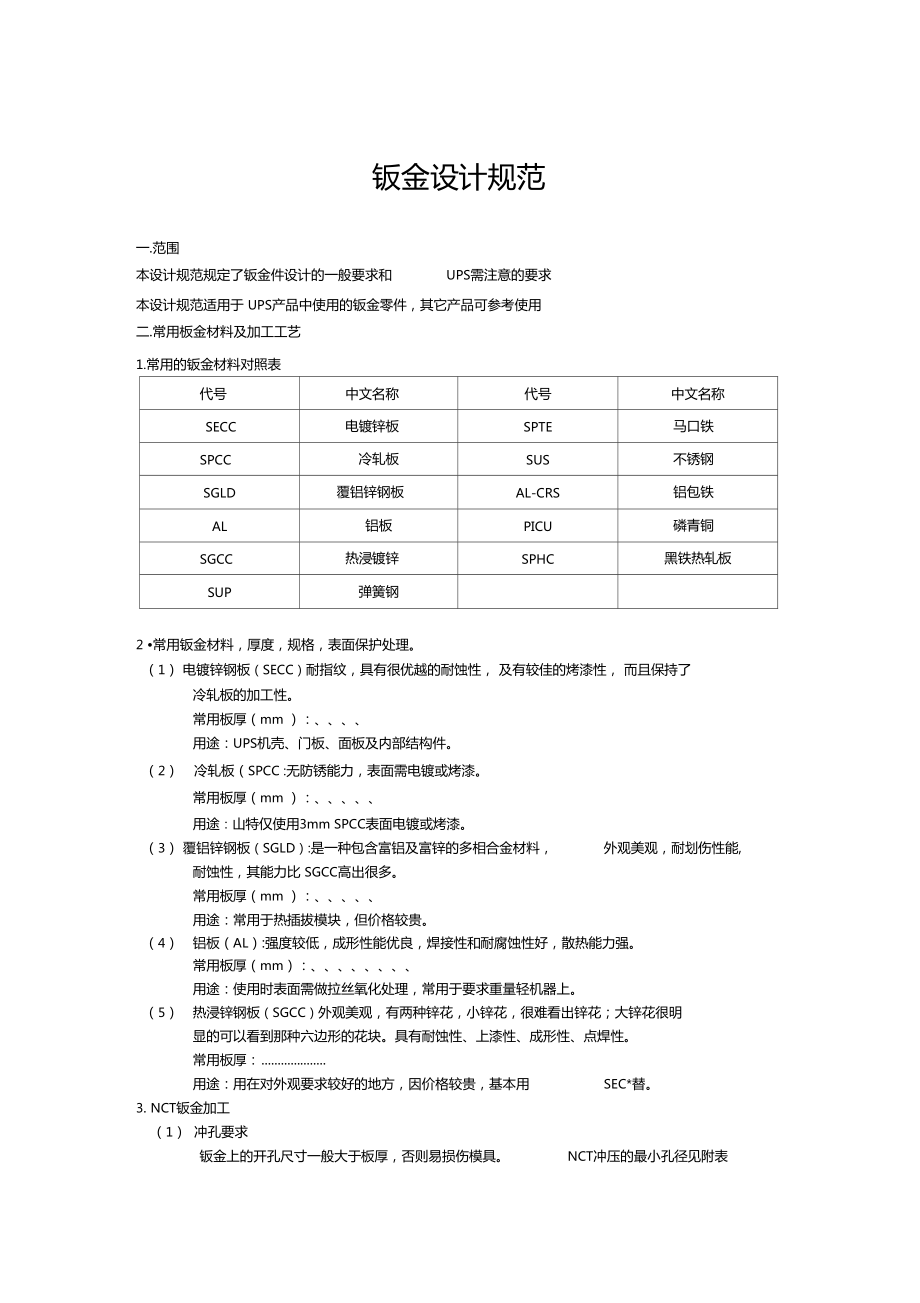
1、钣金设计规范一.范围本设计规范规定了钣金件设计的一般要求和UPS需注意的要求本设计规范适用于 UPS产品中使用的钣金零件,其它产品可参考使用二.常用板金材料及加工工艺1.常用的钣金材料对照表代号中文名称代号中文名称SECC电镀锌板SPTE马口铁SPCC冷轧板SUS不锈钢SGLD覆铝锌钢板AL-CRS铝包铁AL铝板PICU磷青铜SGCC热浸镀锌SPHC黑铁热轧板SUP弹簧钢2 常用钣金材料,厚度,规格,表面保护处理。(1) 电镀锌钢板(SECC)耐指纹,具有很优越的耐蚀性, 及有较佳的烤漆性, 而且保持了 冷轧板的加工性。常用板厚(mm ):、用途:UPS机壳、门板、面板及内部结构件。(2)冷轧
2、板(SPCC :无防锈能力,表面需电镀或烤漆。常用板厚(mm ):、用途:山特仅使用3mm SPCC表面电镀或烤漆。(3) 覆铝锌钢板(SGLD):是一种包含富铝及富锌的多相合金材料,外观美观,耐划伤性能, 耐蚀性,其能力比 SGCC高出很多。常用板厚(mm ):、用途:常用于热插拔模块,但价格较贵。(4)铝板(AL):强度较低,成形性能优良,焊接性和耐腐蚀性好,散热能力强。 常用板厚(mm):、用途:使用时表面需做拉丝氧化处理,常用于要求重量轻机器上。(5)热浸锌钢板(SGCC)外观美观,有两种锌花,小锌花,很难看出锌花;大锌花很明 显的可以看到那种六边形的花块。具有耐蚀性、上漆性、成形性、
3、点焊性。常用板厚:用途:用在对外观要求较好的地方,因价格较贵,基本用SEC*替。3. NCT钣金加工(1)冲孔要求钣金上的开孔尺寸一般大于板厚,否则易损伤模具。NCT冲压的最小孔径见附表材料冲圆孔冲方孔硬钢软钢,黄铜铝(2) 孔距边缘的距离小于料厚时,冲方孔会导致边缘被翻起,方孔越大翻边越明显。NCT冲压的孔与孔之间,孔与边缘之间的距离不应过小,其许值如下表材料冲圆孔冲方孔硬钢软钢,黄铜铝(3) 攻芽孔:由于直接攻芽会形成毛刺,因此在攻芽孔正反面加冲一小沙拉孔,可避免此现象的发生。(4) NCT冲沙孔的成形深度一般不大于85%(T而在PROE里,当=时,其展开值为,因此可知T=折弯钣金件展开时
4、应取。部门已经制作PROE折弯附件,其加载过程为:将此附件拷贝到 C:Program Filesproe2001textbe nd_tables 。设定过程如下:emi VanagerJ- - 1114 III*-T=FAKIiModifySimpl fl RepReiner ateRelat i otieF apiLy TabSet UpXiecti onCopy FromSflt UpMateri alMotesDim RoundRef DimSkr眞则TalEurE FinikGri dTol SetInt8rchang&Accuracy ITni tsDmsi ty卜 PARTFAST
5、 SETUP BEMD TABCefineShowWi-itDoat/Ke luJA DATA FILES!a.ii esSWAK TABLEmLEiTASLE2TkBLES目前我们已经制作了三个快捷附件(;Surf Finish;,只即可,不需进行以上步骤操作,此设置过程如下:Ske el N e talGri d EMT SETUPBend Allo*B&nd Obr d er-Fixd omD5ign RulesFarsmettrs.Doiu/Ke turn BEJTO kELOtfV-factorfsjid T tble BEJTO TAJD fineBditShew壯i iDocue
6、/ Ke I-iltil TTFE要将这三个附件拷贝到om F 丄.ePROE工作目录下Utili ties jri510.0 Help点击 File Set Working Directory,阴Ctrl+ITCtrl+DSt Working DirtciHry.CJ dAft w1一 -(ChangE to inuther working di rectoryHave任时。-a r rmirCtrl+SEds, t ew Ins er t Aitaly-Ei s iQfoc at L OTIS;)拷设置工作路径,例如下面路径Proeworkon-working,然后将三个快捷附件(;贝到此
7、目录下即可:Select Torkinc Di rect oryLook In 2Z1 pr oeyrorfc口 standard conpuwutI 广1 wnrkpd在进行以上动作后,PROE界面会出现两个快捷键符号图像:k Ej n d脸形符号图像是展开补偿快捷键操作,只要点击就可完成整个设定及补偿动作;而黑桃符号图像是在出2D图时消除折弯过渡线条,以免过多线条造成视图误解,其操作方法是:点击 此符号图像,出现下面界面,选取零件2D视图后,点Resume即可。为提高Pro/E图形的可加工性,在设计PROE 3D钣金零件时,各种铆接零件及螺纹孔底孔按相应工艺孔设计。普通冲孔尽量需用供应商现
8、有模具,提高冲裁效率和质量。(1) 铆接螺柱、螺母板料开孔尺寸MM 3M 4M 5M 6M 8压铆螺柱0 6压铆螺母00000涨铆螺母(NUT)0 90 11压铆螺钉NFH-M4 0NFH-M4 0FH-M50(2) 攻丝底孔与翻孔底孔直径表(表2)板厚M3*攻芽M4*攻芽M5*攻芽M3*抽芽M4*抽芽M5*抽芽0抽孔0抽孔1000000000000000000000000(3) 供应商常用NCT模具表数控冲床模具规格表序号工位形状规格1A圆模:2A圆模3A圆模4A圆模15A圆模6A圆模7A圆模8A圆模9A圆模10A圆模11A圆模12A圆模13A圆模14A圆模15A圆模16A圆模17A圆模18
9、A圆模19A圆模20A圆模21A圆模22A圆模23A圆模24A圆模25A圆模26A圆模27A圆模28A圆模29A圆模30A圆模RO1131A圆模32A圆模RO1233A圆模RO1334B圆模RO1435B圆模RO1536B圆模RO1637B圆模RO1738B圆模RO1839B圆模RO1940B圆模RO2041B圆模RO2142B圆模RO2243B圆模44B圆模RO2545B圆模RO2646B圆模RO2847C圆模RO3048C圆模49C圆模RO3550C圆模RO3651C圆模RO4052D圆模RO5653D圆模RO7854A长圆模OB7*555A长圆模OB10*56A长圆模OB10*657A长
10、圆模OB10*758A长圆模OB11*959B长圆模OB16*60B长圆模OB25*61B长圆模*62B长圆模OB30*363B长圆模OB30*64C长圆模OB40*465A正方模66A正方模SQ467A正方模SQ568A正方模SQ669A正方模SQ770A/B正方模SQ871B正方模SQ1072B正方模SQ1273B正方模SQ1474B正方模SQ1575B正方模SQ2076C正方模SQ3077C正方模78D正方模SQ5079A长方模RE5*280A长方模RE6*381A长方模RE6*482A长方模RE10*83A长方模RE10*684B长方模*85B长方模*286B长方模RE20*287B长
11、方模RE20*588B长方模*289B长方模RE24*1190B长方模RE25*291B长方模RE26*1292B长方模RE30*393B长方模RE30*494B长方模RE30*595C长方模RE40*496D长方模RE50*597D长方模RE80*598D长方模RE80*699E长方模RE100*8100A双D模*101A双D模11*10102B双D模13*12103B四R模104C四R模*23*R6105C多孔模5*3106C多孔模5*5107B椭圆模15*3108B半圆模R9*R6109A梯形模*110B三角模15*111A异形模12*4112B异形模20*7.螺纹连接方式及相关工艺(1
12、)螺纹连接方式螺纹加工:抽孔、攻牙、抽芽。说明:必须保证有效螺纹高度大于3P (螺距),否则易产生螺纹滑牙。铆接加工:铆螺母、铆螺柱、铆螺钉。常用螺钉螺柱规格:BSO (不通孔螺柱)BSO (不通孔螺柱)SO (通孔螺柱)螺钉M3*8M4*6M3*6M3*8M3*10M4*10M3*7M4*8M3*11M4*11M3*8M4*12M3*12M4*14M3*M5*12M3*M4*17M3*9M5*15M3*13M4*20M4*8M3*M3*15M3*16M3*M3*26(2)接零件距边最小距离小于下表要求,将引起材料变形。螺母螺柱铆合之最小安全距离名称型号规格距边最小距离名称型号规格距边最小距离
13、螺母440螺柱SOSONSOAM36632832SCLS螺钉SOSBSOM480M3M58IM4M5M6M8(3) 铆接零件孔中心到折弯边距离要大于7mm,否则无法铆接。(4) 铝材上铆螺母、螺柱容易松动,在工程图面上应特别说明(如用扭力器测试).(5) 螺柱、螺母压入材料太浅或材料太薄均会导致松动,(6) 螺纹零件在烤漆或电镀后,常引起螺纹尺寸变更。因此烤漆或电镀件,在规格书中应标注对螺纹要求。以上打印冲压板料自铆螺钉规格后在调整。&公差及加工精度下 料公差项目备注NCT公差项目位置公差孔径公差孔间距最小单孔公差1倍料厚多个孔之间公差1倍料厚机床本身公差外形公差折弯长度(m)折弯类型(每折)
14、一般折 曲回折压平圆弧段差角度以下大圆弧土(10R以上)小圆弧土(10R以下)料厚,折长5mm 以下,土大圆弧土(10R以上) 1以下料厚,折长5mm以下,小圆弧土(10R以下)待议待议待议 1三.钣金加工的连接方式1. 连接方式种类:焊接,拉(螺)钉铆接,抽孔铆合等2. 连接方式的比较 点焊定义:焊件组合后通过电极施加压力利用电流接头的接触面及附近区域产生电阻热进行焊接铝材与铁材,铝材与铜材,不锈钢与马口铁均可以混合焊,但铝材与铝材的点焊比较困难点焊的工艺要求:(1) 点焊的总厚度不得超过 8mm,焊点的大小一般为 2T+3(2T表示两焊件的料厚),由于上电极是中空并通过冷却水来冷却因此电极
15、不能无限制的减小 ,最小直径一般为34mm.(2) 点焊的工件必须在其中相互接触的某一面冲排焊点,以增加焊接强度,通常排焊点大小为高度为左右.(3) 两焊点的距离:焊件越厚两焊点的中心距应也越大,偏小则过热使工件容易变形,偏大则强度不够使两工件间出现裂缝.通常两焊点的距离不超过35mm(针对2mm以下的材料).(4) 焊件的间隙:在点焊之前两工件的间隙一般不超过,当工件通过折弯后再点焊时,此时排焊点的位置及高度非常重要 ,如果不当,点焊容易错位或变形,导致误差较大点焊的缺陷:(1) 破损工件的表面,焊点处极易形成毛刺须作拋光及防锈处理(2) 点焊的定位必须依赖于定位治具来完成,如果用定位点来定
16、位其稳定性不佳氩焊定义:用氩气作为保护气体的电弧焊,必须用夹治具定位,氩焊产生的热量特别大,对 工件有很大影响,使工件很容易变形而薄材则更容易烧坏。铝材的焊接:铝及铝合金的溶点低,高温时强度和塑形低,焊接不慎会烧穿且在焊缝面会出现焊瘤 如果两铝材平面焊接, 通常在其中一面冲沙拉孔,以增强焊接强度。如果是长缝焊,一般进行分段点固焊,点固焊的长度为30mm左右(金属厚度2mm5mm)。铁材的焊接:两工件垂直焊接时,可考虑在这两个工件上分别开工艺定位孔及定位口,使其自身就能定位。且端口不能超出另一工件的料厚,也可以冲定位点,使工件定位且需用夹具将被焊处夹紧,以免使工件受热影响而导致尺寸不准。缺陷:氩
17、弧焊容易将工件烧坏,导致产生缺口 .焊后的工件需要在焊接处进行打磨及拋光当工件展开发生干涉或工件太大,可考虑将该工件分成若干部分然后通过氩弧焊来克服使其被焊成一体23抽孔铆接定义:其中的一零件为抽孔,另一零件为沙拉孔,通过铆合模使之成为不可拆卸的连 接体。优越性:抽孔与其相配合的沙拉孔的本身具有定位功能。 铆合强度高,通过模具铆合效率也比较高。缺陷:一次性连接,不可拆卸。抽孔铆合的数据及相关说明详见下表项 序料厚H(mm)抽高H(mm)抽孔外径D(mm)对应抽孔内径d和预冲孔d0dd0dd0dd0dd0dd0dd01|23451.、h注:抽孔铆合一般原则H=T+T +D=DD-d=当T仝时,抽
18、孔壁厚取.当T时,通常抽孔壁厚取.H通常取土当图面处理失误,抽孔的高度没有达到时,导致无法铆合或铆合强度不够,可通过减小壁 厚来补救2.4拉钉铆接拉钉分为平头,圆头(也称伞形)两种,平头拉钉的铆接其中与拉钉头接触的一面必须是沙 拉孔,圆头拉钉的铆接其接触面均为平面定义:通过拉钉将两个带通孔的零件,用拉钉枪拉动拉杆直至拉断使外包的拉钉套外涨变 大,从而使之成为不可拆卸的连接体.拉钉铆接参数:拉钉类别拉钉标称 直径D铆合钢板孔径D1长度LM头部直径H头部高度P铆合钢板厚度极限强度(N)伞形平头伞形平头抗剪抗拉铝拉490735钉7351180930142014702210铝拉钉22603240钢拉钉
19、127017702060294027503920注:通常零件的通孔比拉钉标称直径D大.拉钉孔中心距边缘的距离大于2倍的拉钉孔大小,此时铆合强度最佳,如偏小则强度大打折扣拉钉形状图:注:(1)平头拉钉主要用于表面要求严 ,表面不得有凸出的冲件连接 冲件上有沙拉孔镶嵌 平头拉钉的平头,使其平头不露出冲件表面(2)拉钉可通过发黑或其它处理以满足客户要求使之与组装工件的颜色相匹配.缺陷:如果拉钉数目偏多,则组装流水线长,所秏人力,工时也较多四.表面处理1 .氧化定义:将铁件放入含苛性钠硝酸钠溶液中处理,使零件表面生成一层很薄的黑色氧化膜的过程,简称发蓝或发黑作用:一般用来提高零件表面的抗蚀能力,并得到
20、美丽的外观,如五金零件、弹簧、铝材等的氧化发黑。(对零件尺寸及精度无显着影响 )铝材的氧化:铝及其合金在化学氧化处理后,在海水、硫酸盐溶液以及乙醇等腐蚀性介质 中都有良好的抗腐蚀性能。一般有喷砂或拉丝预处理。阳极氧化:阳极氧化主要用在铝及铝合金的表面处理中,能显着提高铝及其合金制品的耐蚀性,耐磨性,同时吸附涂料与色料的能力也很强当阳极氧化膜用于金属防护时,往往要与其它防护层(如油漆涂层),组成多元防护层此时,阳极氧 化膜常作为底层,一方面使表面防护层同基体有良好的结合,另一方面又可在表面防护层局部损坏或者被腐蚀介质穿透时,防止表面防护底下的金属腐蚀扩展镁合金的阳极氧化:氧化后膜质脆而多孔,一般
21、只作装饰及中间工序防护,很少单独使用,一般都要进行喷涂油 漆,树脂或塑料等有机涂层铜和铜合金的阳极氧化:氧化后获得半光泽蓝黑色氧化膜(主要是黑色氧化铜组成)膜层很薄,防护性不高,性脆而 不耐磨,不能承受弯曲和冲击,只适宜在良好条件下工作或仪表内部零件的防护和装饰经浸油或浸漆后,防护性能有所提高2 .拉丝处理定义:利用砂纸在一定的压力下使工件的表面形成均匀的纹路拉丝的工艺处理:(1)不同型号的砂纸所形成的纹路也不一样,砂纸的型号越大,砂粒越细所形成的纹路也就越浅,反之,砂纸的型号越小,砂粒越粗所形成的纹路也就越深 因此在工程图面上必须 注明砂纸型号(2)拉丝具有方向性:工程图面上必须注明是直纹还
22、横纹拉丝(用双箭头表示)拉丝工件的拉丝面不能有任何凸起部分,否则会将该凸起部分拉平(3) 样品中心拉丝机的加工范围:最大宽度为850mm,当长小于230mm时,需使用治注:一般情况下拉丝后须再作电镀,氧化等处理如:铁材电镀,铝材氧化3 .电镀在工件的表面镀上一层金属薄膜,使其具有防腐,耐磨,润滑,电导性等作用如:镀白锌,彩锌,镀铜等不同材料的镀层规格底金属材料零件类别镀层类别使用条件镀层厚度(卩m)碳 钢般 结 构 零 件铜/铬/镍I2429n1215出69锌I1822n1215出69镉I1215n912出69紧 固零锌I1215n912出69件镉I1215n912弹 性零件锌in1215出6
23、9镉in912出69铜 和 铜 合 金一般结构零件铬/镍i911n 川69镍或高锡青铜i912n 川69紧固零件镍或高锡青铜69弹性零件镍694 .烤漆定义:在工件的表面喷上一层漆,俗称:喷油、喷粉。烤漆前的表面处理:除锈,除油,磷化处理 烤漆对工件一般要求:(1) 在要求的烤漆面上如有通孔,工艺安排时须对该孔作单边加处理,以避免因烤漆导致该孔减小。(2) 在烤漆面如有通孔螺柱,螺母及直接攻芽螺纹则须注明并特别提醒注意以避免烤 漆粘附在螺纹上而导致不良。(3) 烤漆后的工件一般不能受外界的冲击力,如折弯、冲压等,以避免烤漆层脱落。(4) 烤漆的检验方法:用单面刀片割刺漆膜,纵横各四条,线距1mm形成边长为1mm 的小方格9个,随后用胶纸贴紧压实,然后用力突然向斜上方拉开,观察漆膜。5 丝印定义:通过丝网利用丝印油将所要求文字或图案印在工件上6.抛光定义:利用拋光机对工件表面进行处理以得到光亮的表面拋光机类似砂轮机,它利用的不是砂轮而是形状类似砂轮用布等材料组成的优越性:如普通的不锈钢拋光后可得到类似镜子一样光亮的表面点焊后的工件出现熔渣可利用拋光机去除,如用砂轮机则容易磨成高低不平的平面
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
